Anda mungkin juga menyukai
- Electricidad Especialidad ConquistadoresDokumen3 halamanElectricidad Especialidad ConquistadoresSOLOMAR33% (3)
- Topadores Komatsu D65EX-15E0 y D85EX-15E0Dokumen9 halamanTopadores Komatsu D65EX-15E0 y D85EX-15E0Alex100% (1)
- 6.4.1.2 Packet Tracer: Configuración Inicial Del RouterDokumen5 halaman6.4.1.2 Packet Tracer: Configuración Inicial Del RouterAndres DavidBelum ada peringkat
- ACTUALIZACIÓN TERCEROSDokumen2 halamanACTUALIZACIÓN TERCEROSFrancisco ArizaBelum ada peringkat
- PlataformasTiposDokumen4 halamanPlataformasTiposRitchie DanielBelum ada peringkat
- Aritmetica (Abril)Dokumen17 halamanAritmetica (Abril)Elvis CallupeBelum ada peringkat
- Acondicionadores líquidos para tintas y solventesDokumen2 halamanAcondicionadores líquidos para tintas y solventesMario Marley100% (1)
- Bombas de aviación: clasificación y componentesDokumen50 halamanBombas de aviación: clasificación y componentesLuis DucheBelum ada peringkat
- Contratación estudio calidad agua Barranca UpíaDokumen23 halamanContratación estudio calidad agua Barranca UpíaFrancisco ArizaBelum ada peringkat
- Contratación estudio calidad agua Barranca UpíaDokumen23 halamanContratación estudio calidad agua Barranca UpíaFrancisco ArizaBelum ada peringkat
- Coordenadas Alto SuarezDokumen1 halamanCoordenadas Alto SuarezFrancisco ArizaBelum ada peringkat
- Mapa9. Hidrografia PDFDokumen1 halamanMapa9. Hidrografia PDFSebastian GarciaBelum ada peringkat
- Mapa3. IndiceAridez PDFDokumen1 halamanMapa3. IndiceAridez PDFFrancisco ArizaBelum ada peringkat
- Mapa7. Hidrogeologia PDFDokumen1 halamanMapa7. Hidrogeologia PDFFrancisco ArizaBelum ada peringkat
- Mapa8 ZonasImportanciaHidrogeologica PDFDokumen1 halamanMapa8 ZonasImportanciaHidrogeologica PDFFrancisco ArizaBelum ada peringkat
- Mapa2. ZonificacionClimatica PDFDokumen1 halamanMapa2. ZonificacionClimatica PDFFrancisco ArizaBelum ada peringkat
- Manual - BalanzaDokumen52 halamanManual - BalanzaFrancisco ArizaBelum ada peringkat
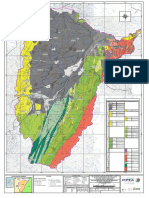
- Mapa4. GeologiaRegional PDFDokumen1 halamanMapa4. GeologiaRegional PDFFrancisco ArizaBelum ada peringkat
- Ologiabasica PDFDokumen1 halamanOlogiabasica PDFFrancisco ArizaBelum ada peringkat
- Mapa1. LocalizacionGeneralCuenca PDFDokumen1 halamanMapa1. LocalizacionGeneralCuenca PDFFrancisco ArizaBelum ada peringkat
- Resolucion 0809-2019Dokumen3 halamanResolucion 0809-2019Francisco ArizaBelum ada peringkat
- 1 Conversión Transformación IndividualDokumen25 halaman1 Conversión Transformación Individualjoan palaciosBelum ada peringkat
- Examen Admision UNAL 2014 2 Reconstruccion Aspirantes UN Unb 3 PDFDokumen6 halamanExamen Admision UNAL 2014 2 Reconstruccion Aspirantes UN Unb 3 PDFomjgp123Belum ada peringkat
- Biosurfactes-Aprovechamiento de ResiduosDokumen43 halamanBiosurfactes-Aprovechamiento de ResiduosFrancisco ArizaBelum ada peringkat
- TDR Construccion y Operacion Plantas Tratamiento Aguas Residuales DomesticasDokumen47 halamanTDR Construccion y Operacion Plantas Tratamiento Aguas Residuales DomesticasPedro GomezBelum ada peringkat
- 427 1783 1 PB PDFDokumen5 halaman427 1783 1 PB PDFFrancisco ArizaBelum ada peringkat
- Bacterias de Hierro y Pozos de Agua Honduras PDFDokumen4 halamanBacterias de Hierro y Pozos de Agua Honduras PDFFrancisco ArizaBelum ada peringkat
- Tratamiento Aguas ResidualesDokumen27 halamanTratamiento Aguas ResidualesFrancisco ArizaBelum ada peringkat
- PinchDokumen16 halamanPinchFrancisco ArizaBelum ada peringkat
- Producción bovina ColombiaDokumen19 halamanProducción bovina ColombiaFrancisco Ariza0% (1)
- CentrifugaciónDokumen7 halamanCentrifugaciónFrancisco ArizaBelum ada peringkat
- Taller1 SistemasLineales MatricesDokumen11 halamanTaller1 SistemasLineales MatricesFrancisco ArizaBelum ada peringkat
- Desarrollo de Una Barra de Cereal A Partir de Pergamino de Café e Ingredientes ConvencionalesDokumen5 halamanDesarrollo de Una Barra de Cereal A Partir de Pergamino de Café e Ingredientes ConvencionalesFrancisco ArizaBelum ada peringkat
- Informe YogurtDokumen8 halamanInforme YogurtFrancisco ArizaBelum ada peringkat
- InglesDokumen2 halamanInglesFrancisco ArizaBelum ada peringkat
- Esterificacion Del ButanolDokumen2 halamanEsterificacion Del ButanolFrancisco ArizaBelum ada peringkat
- BIOLOGIADokumen1 halamanBIOLOGIAFrancisco ArizaBelum ada peringkat
- Casstte SPDokumen2 halamanCasstte SPmarco demonteBelum ada peringkat
- Bellota AutogestionadoDokumen6 halamanBellota Autogestionadopescadilla2010Belum ada peringkat
- Examen MinaDokumen3 halamanExamen MinaDeivy Rick Meza BaquerizoBelum ada peringkat
- Fancoil de Agua Helada MideaDokumen2 halamanFancoil de Agua Helada MideaHenry Cardenas FernandezBelum ada peringkat
- Tesis Sobre QuintilianoDokumen911 halamanTesis Sobre QuintilianoMARIA VICTORIA CoceBelum ada peringkat
- G 2 Iza Peñafiel Mishel Proyecto Integrador I MarketingDokumen15 halamanG 2 Iza Peñafiel Mishel Proyecto Integrador I MarketingMichuAlexaBelum ada peringkat
- Solicitud Agustin Codazzi BogotaDokumen2 halamanSolicitud Agustin Codazzi BogotaLuis MiguelBelum ada peringkat
- Informe Salida Charla Tecnica Celima TrebolDokumen6 halamanInforme Salida Charla Tecnica Celima Trebolheisser19Belum ada peringkat
- Etapas de La Adquisición Del Lenguaje 1Dokumen3 halamanEtapas de La Adquisición Del Lenguaje 1francisco andriani100% (1)
- El Mantenimiento Preventivo y Correctivo de Una Red Informática Garantiza Que Las ComputadorasDokumen3 halamanEl Mantenimiento Preventivo y Correctivo de Una Red Informática Garantiza Que Las Computadorasmaria belalcazarBelum ada peringkat
- Reporte de VisitaDokumen7 halamanReporte de Visitacarlos saint jeanBelum ada peringkat
- Plan Estratégico de Desarrollo Urbano y Espacio Público Tunja, BoyacáDokumen71 halamanPlan Estratégico de Desarrollo Urbano y Espacio Público Tunja, BoyacácataaBelum ada peringkat
- Reglamento de Las ComunicacionesDokumen660 halamanReglamento de Las Comunicacionesfrancis_128Belum ada peringkat
- Diagrama instrumentación y tuberías (Norma ISADokumen8 halamanDiagrama instrumentación y tuberías (Norma ISAPedro Alfaro CuelloBelum ada peringkat
- COSO I Y II Objetivos Del C.I. Administracion de RiesgosDokumen106 halamanCOSO I Y II Objetivos Del C.I. Administracion de RiesgosDany Omar ValenciaBelum ada peringkat
- Curriculum HEASADokumen11 halamanCurriculum HEASAFredy LuisBelum ada peringkat
- Manifiesto Bibliotecarios Por La Ciencia AbiertaDokumen4 halamanManifiesto Bibliotecarios Por La Ciencia AbiertaMiriam Hurt CorBelum ada peringkat
- Reutilización de mina como central hidroeléctricaDokumen5 halamanReutilización de mina como central hidroeléctricaRay Huerta Sotelo0% (2)
- Walter A. ShewhartDokumen4 halamanWalter A. ShewhartMiguel HernándezBelum ada peringkat
- Entornos de Trabajo - UNITECDokumen17 halamanEntornos de Trabajo - UNITECYael Medina Jimenez0% (1)
- Manual de Convivencia COLEGIO BOSQUES DE SHERWOODDokumen78 halamanManual de Convivencia COLEGIO BOSQUES DE SHERWOODJorge ZuletaBelum ada peringkat
- Plan Verde Coronel 2050: Áreas verdes y espacios públicosDokumen112 halamanPlan Verde Coronel 2050: Áreas verdes y espacios públicosCarlos Morales QuirozBelum ada peringkat