Anda mungkin juga menyukai
- Data Source Book P-7475HDokumen51 halamanData Source Book P-7475HJoão13@Belum ada peringkat
- Dual-Plate Lug Check Valves - Face To Face Dimensions - API Standard 594Dokumen2 halamanDual-Plate Lug Check Valves - Face To Face Dimensions - API Standard 594unknownBelum ada peringkat
- Steam Trace Specification PDFDokumen55 halamanSteam Trace Specification PDFPaulo CostaBelum ada peringkat
- Integrity Testing of Water Filtration Membrane Systems: Standard Practice ForDokumen14 halamanIntegrity Testing of Water Filtration Membrane Systems: Standard Practice ForOh No PotatoBelum ada peringkat
- U1CDokumen4 halamanU1CAdriana HernandezBelum ada peringkat
- Productsheet Diesel Particulate Filter CleaningDokumen2 halamanProductsheet Diesel Particulate Filter CleaningEhtıram SeyıdovBelum ada peringkat
- UAC SuperflexDokumen6 halamanUAC SuperflexRosman Al-QadriBelum ada peringkat
- Development of Emission Factors From API 622 - 624 Test Data - Buzz Harris - Bronson PateDokumen23 halamanDevelopment of Emission Factors From API 622 - 624 Test Data - Buzz Harris - Bronson Pateemperor_vamsiBelum ada peringkat
- Fe TestDokumen15 halamanFe TestAnonymous CcTGViBelum ada peringkat
- GS 142 4 PDFDokumen23 halamanGS 142 4 PDFjast111Belum ada peringkat
- HYCO Plant Gas Leak Detection and Response Practices: AIGA 110/20Dokumen19 halamanHYCO Plant Gas Leak Detection and Response Practices: AIGA 110/20najiruddinshaik100% (1)
- API - Valve StandardsDokumen3 halamanAPI - Valve Standardsprnsh_kBelum ada peringkat
- NRC Inspection ManualDokumen9 halamanNRC Inspection ManualFluxRostrumBelum ada peringkat
- API 2000 5th Vs 6th FinalDokumen21 halamanAPI 2000 5th Vs 6th FinalCepopaky CangkrukanBelum ada peringkat
- Section 11 Piping Systems, Valves and Pumps: I - Part 1 GL 2012 Page 11-1Dokumen52 halamanSection 11 Piping Systems, Valves and Pumps: I - Part 1 GL 2012 Page 11-1Andy PhoenixBelum ada peringkat
- Hydrotest Report - Fire HoseDokumen1 halamanHydrotest Report - Fire HoseshivarajBelum ada peringkat
- Welker 2Dokumen2 halamanWelker 2faradbBelum ada peringkat
- FCI ListofStandardsOct2017Dokumen2 halamanFCI ListofStandardsOct2017cukimayBelum ada peringkat
- In Line Flame Arrest ErsDokumen48 halamanIn Line Flame Arrest Ershwang2Belum ada peringkat
- Astm A181-2001 PDFDokumen3 halamanAstm A181-2001 PDFMohammed TariqBelum ada peringkat
- Iso 91 2017Dokumen22 halamanIso 91 2017anitagissellatapiaBelum ada peringkat
- Ipc2012 90308Dokumen7 halamanIpc2012 90308Marcelo Varejão CasarinBelum ada peringkat
- Design Requirements For Pressure Safety Relief ValvesDokumen5 halamanDesign Requirements For Pressure Safety Relief Valvesvela vanBelum ada peringkat
- API Specification 6D 24th Edition Errata 10 20210803Dokumen1 halamanAPI Specification 6D 24th Edition Errata 10 20210803ANANDBelum ada peringkat
- Rupture DiscDokumen4 halamanRupture DiscsaichandrakanthanBelum ada peringkat
- Safety in High Pressure Oxygen Systems PDFDokumen8 halamanSafety in High Pressure Oxygen Systems PDFAnonymous 1XHScfCIBelum ada peringkat
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDokumen2 halamanSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkBelum ada peringkat
- Limiting Oxygen Concentrations of Gases: Process Safety Progress (Vol.35, No.1) March 2016 107Dokumen8 halamanLimiting Oxygen Concentrations of Gases: Process Safety Progress (Vol.35, No.1) March 2016 107missa ltqtcbm5Belum ada peringkat
- BS 470 Entry PVDokumen8 halamanBS 470 Entry PVbonnicoBelum ada peringkat
- Hazardous Area Classification of Gas InstallationsDokumen3 halamanHazardous Area Classification of Gas InstallationspomaukBelum ada peringkat
- Instruction Manual Enardo 2000 2500 Series Emergency Pressure Relief Vents North America Only en 122600 3Dokumen8 halamanInstruction Manual Enardo 2000 2500 Series Emergency Pressure Relief Vents North America Only en 122600 3Ramon GarciaBelum ada peringkat
- Ultra FrecuenciasDokumen293 halamanUltra FrecuenciasEnriqueMartinezRomeroBelum ada peringkat
- Garlock Gasketing Products: Performance With Proven ReliabilityDokumen64 halamanGarlock Gasketing Products: Performance With Proven ReliabilitySiva SubramaniBelum ada peringkat
- 2016 32hrs B Davis Ammonia Standards and Regulations PDFDokumen31 halaman2016 32hrs B Davis Ammonia Standards and Regulations PDFbtoroBelum ada peringkat
- Woc Hse Manual Standards: Woc LP EP DepartmentDokumen12 halamanWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadBelum ada peringkat
- EVS en ISO 16137 2006 en PreviewDokumen11 halamanEVS en ISO 16137 2006 en PreviewMohamed MOUKHTARIABelum ada peringkat
- American Water Works Association Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Journal (American Water Works Association)Dokumen13 halamanAmerican Water Works Association Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Journal (American Water Works Association)ahmed aliBelum ada peringkat
- Lonergan Part NumberingDokumen1 halamanLonergan Part NumberingRamiro OfratzerBelum ada peringkat
- NFPA 45 (2004) Requirements That Apply NowDokumen8 halamanNFPA 45 (2004) Requirements That Apply NowCarlos EduardoBelum ada peringkat
- Face To Face Valve Dimensions En-558-1 - ValviasDokumen3 halamanFace To Face Valve Dimensions En-558-1 - ValviasAntonio CeiBelum ada peringkat
- Tank Mangement API RP 2350 PDFDokumen17 halamanTank Mangement API RP 2350 PDFfarhanBelum ada peringkat
- Gasket Paking ListDokumen1 halamanGasket Paking ListIrwansyah MuchtarBelum ada peringkat
- ASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceDokumen16 halamanASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceKok WaiBelum ada peringkat
- Alterations Made To Saudi Aramco Standards From 1985 - 2004Dokumen265 halamanAlterations Made To Saudi Aramco Standards From 1985 - 2004Saad AshrafBelum ada peringkat
- A Guide To The ANSI Z358.1-2009 StandardDokumen3 halamanA Guide To The ANSI Z358.1-2009 Standardwatson123Belum ada peringkat
- Butterfly Valve ConcentricDokumen6 halamanButterfly Valve ConcentricpramodtryBelum ada peringkat
- 609 Awwa C504-MR - Rev00 (9-Feb-18)Dokumen51 halaman609 Awwa C504-MR - Rev00 (9-Feb-18)Muhammad Ridwan100% (1)
- Valve Leakage Class CompDokumen1 halamanValve Leakage Class CompSantoshi PriyaBelum ada peringkat
- MSS SP-6-2021Dokumen10 halamanMSS SP-6-2021mehdipoorBelum ada peringkat
- A World-Leading Valve Product Range: VelanDokumen12 halamanA World-Leading Valve Product Range: VelanDiego PadillaBelum ada peringkat
- Jis G3459Dokumen20 halamanJis G3459epriyonoBelum ada peringkat
- 10 Year Periodic Testing of LPG Spherical TankDokumen1 halaman10 Year Periodic Testing of LPG Spherical TankBNH Gas TanksBelum ada peringkat
- Butterfly ValveDokumen1 halamanButterfly ValveDnyaneshwar0% (1)
- How To Seek The Commodity CodesDokumen15 halamanHow To Seek The Commodity CodesMahmoud A. SalemBelum ada peringkat
- Api600 Valve Trim ChartDokumen2 halamanApi600 Valve Trim ChartBoankBelum ada peringkat
- 03.i. Pipe Data SheetDokumen1 halaman03.i. Pipe Data SheetBalaji NaikBelum ada peringkat
- Discussion On Fugitive Emissions StandardsDokumen47 halamanDiscussion On Fugitive Emissions StandardsSaurabh KumarBelum ada peringkat
- Fugative EmmissionDokumen35 halamanFugative EmmissionAhmed MansourBelum ada peringkat
- Well Testing Systems: Norsok StandardDokumen40 halamanWell Testing Systems: Norsok StandardBoris Zaslichko100% (1)
- Use Only: Type Testing of Rising Stem Valves Equipped With Graphite Packing For Fugitive EmissionsDokumen16 halamanUse Only: Type Testing of Rising Stem Valves Equipped With Graphite Packing For Fugitive EmissionsUlises Valencia PorcayoBelum ada peringkat
- Valve) - 2. End Fittings For ClosureDokumen10 halamanValve) - 2. End Fittings For ClosureNaveen Vel100% (1)
- CPE WTA BSGV FL EN A4 2015 - 07 - 01 WebDokumen2 halamanCPE WTA BSGV FL EN A4 2015 - 07 - 01 WebAnkit GandhiBelum ada peringkat
- BellowsSealedGlobeValvesType11 9DINPN40ButtweldEndsDokumen4 halamanBellowsSealedGlobeValvesType11 9DINPN40ButtweldEndsAnkit GandhiBelum ada peringkat
- Healthy Mind Healthy Body DR R C Damani Zydus HospDokumen77 halamanHealthy Mind Healthy Body DR R C Damani Zydus HospAnkit GandhiBelum ada peringkat
- Asme PTC 10Dokumen191 halamanAsme PTC 10Ankit GandhiBelum ada peringkat
- ENEA Brasimone PlantDokumen27 halamanENEA Brasimone PlantAnkit GandhiBelum ada peringkat
- Is 14614 - Insulation Practices in Industries - 2008 EditionDokumen45 halamanIs 14614 - Insulation Practices in Industries - 2008 EditionAnkit Gandhi0% (1)
- Astm A479Dokumen8 halamanAstm A479David Anderson100% (1)
- DONADON SDD SCD Rupture DiscsDokumen1 halamanDONADON SDD SCD Rupture DiscsAnkit GandhiBelum ada peringkat
- DONADON SDD SU/T Sealed UnitsDokumen1 halamanDONADON SDD SU/T Sealed UnitsAnkit GandhiBelum ada peringkat
- Astm A351-A351mDokumen5 halamanAstm A351-A351mLuRobert100% (3)
- 316 Concentric & Eccentric Tube ReducersDokumen1 halaman316 Concentric & Eccentric Tube ReducersAnkit GandhiBelum ada peringkat
- FIKE RD Combo With Relief ValvesDokumen11 halamanFIKE RD Combo With Relief ValvesAnkit GandhiBelum ada peringkat
- Principles of TurbomachineryDokumen276 halamanPrinciples of Turbomachineryaadhan100% (1)
- Centrifugal Compressor BasicsDokumen45 halamanCentrifugal Compressor BasicsAnkit Gandhi100% (1)
- Asme Sec 9 - ADokumen144 halamanAsme Sec 9 - Anidhinchandranvs67% (3)
- Comp Selection GuideDokumen32 halamanComp Selection GuideAnkit Gandhi0% (1)
- Turbo MachineryDokumen182 halamanTurbo MachineryAnkit GandhiBelum ada peringkat
- Valves Piping and Pipeline Handbook 3rd EditionDokumen882 halamanValves Piping and Pipeline Handbook 3rd EditionMarko NikolicBelum ada peringkat
- Is 7001 1989Dokumen14 halamanIs 7001 1989Kevin100% (1)
- Pre Insulated PipesDokumen32 halamanPre Insulated Pipespal_stephenBelum ada peringkat
- ECSS-Q-ST-70C Materials, Mechanical Parts and ProcessesDokumen68 halamanECSS-Q-ST-70C Materials, Mechanical Parts and Processesdumi_userBelum ada peringkat
- IDTF (International Database Transport For FEED)Dokumen8 halamanIDTF (International Database Transport For FEED)ivogabrielBelum ada peringkat
- 5000M MotionSetup 70000420C Nov09 PDFDokumen32 halaman5000M MotionSetup 70000420C Nov09 PDFspeedtunningBelum ada peringkat
- PiezoMEMS Workshop Aachen - 180510 OerlikonDokumen20 halamanPiezoMEMS Workshop Aachen - 180510 OerlikonEvilásio SouzaBelum ada peringkat
- 02 Generic - Types - Grade1Dokumen34 halaman02 Generic - Types - Grade1Aravind BabuBelum ada peringkat
- 1-Bolt Geometry, Symbol of Bolts in Proj (19 Files Merged) PDFDokumen28 halaman1-Bolt Geometry, Symbol of Bolts in Proj (19 Files Merged) PDFSimi NagyBelum ada peringkat
- Sample Preconditioning: On-Line Liquid AnalysisDokumen12 halamanSample Preconditioning: On-Line Liquid AnalysispinitBelum ada peringkat
- Cálculo de Eficiencia de Un HornoDokumen29 halamanCálculo de Eficiencia de Un HornoFranklin Santiago Suclla PodestaBelum ada peringkat
- Volumetric or Cubical Expansion Coefficients of LiquidsDokumen1 halamanVolumetric or Cubical Expansion Coefficients of LiquidsImmerBelum ada peringkat
- Electrochemistry SimulationDokumen8 halamanElectrochemistry Simulationfaridbaik89Belum ada peringkat
- L5PNFDokumen2 halamanL5PNFmajdjasonBelum ada peringkat
- Biogas From BiomassDokumen32 halamanBiogas From Biomassahmad fauziBelum ada peringkat
- Cement PPT-BMC PDFDokumen120 halamanCement PPT-BMC PDFAdhyyan JoshiBelum ada peringkat
- 02 Marine Multispecies Hatchery Complex Civil Detailed BOQ - 23.10.2019Dokumen690 halaman02 Marine Multispecies Hatchery Complex Civil Detailed BOQ - 23.10.2019samir bendreBelum ada peringkat
- Msds For BenzilDokumen5 halamanMsds For BenzilArfin FardiansyahBelum ada peringkat
- Project On Partial Replacement of Cement With Marble PowderDokumen11 halamanProject On Partial Replacement of Cement With Marble PowderSaurabh Pandey100% (2)
- Title Description - Soda Ash+Dokumen1 halamanTitle Description - Soda Ash+glitterxinchauBelum ada peringkat
- FBE Installation Manual PDFDokumen60 halamanFBE Installation Manual PDFMario R. KallabBelum ada peringkat
- Heat Detector PDFDokumen1 halamanHeat Detector PDFKiran VankudreBelum ada peringkat
- MultiCam Graph-X-CutterDokumen9 halamanMultiCam Graph-X-CutterDaniel AustinBelum ada peringkat
- Craftsman Tractor ManualDokumen72 halamanCraftsman Tractor Manualbjhoxie106Belum ada peringkat
- Hindalco Rolled - Products - Cold - Rolleds PDFDokumen4 halamanHindalco Rolled - Products - Cold - Rolleds PDFamitkdewBelum ada peringkat
- Kandhal - Recommended-Revisions-to-MORTH-Specifications-Section-500 PDFDokumen44 halamanKandhal - Recommended-Revisions-to-MORTH-Specifications-Section-500 PDFJimmy ThomasBelum ada peringkat
- Chapter 10 - Precast Elements: WJ Martin 10.1 ScopeDokumen12 halamanChapter 10 - Precast Elements: WJ Martin 10.1 ScopeChinwendu Cno Onwukwe100% (2)
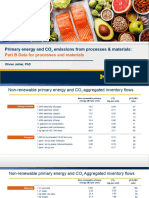
- Primary Energy - Part B - STUDENTDokumen6 halamanPrimary Energy - Part B - STUDENTHao Phan AnhBelum ada peringkat
- MdriveDokumen104 halamanMdriveAlejandroSosaVieraBelum ada peringkat