Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- ASh SeriesDokumen48 halamanASh SeriesAyman Saber100% (2)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The In-Situ Measurement of The Undrained Shear Strength of Clays Using The Field VaneDokumen1 halamanThe In-Situ Measurement of The Undrained Shear Strength of Clays Using The Field VaneLeo ChandraBelum ada peringkat
- Today Billing 10.04.2021Dokumen6 halamanToday Billing 10.04.2021Harshal PatilBelum ada peringkat
- Video Door PhoneDokumen3 halamanVideo Door PhoneHarshal PatilBelum ada peringkat
- Smart MirrorDokumen2 halamanSmart MirrorHarshal PatilBelum ada peringkat
- Video Door PhoneDokumen3 halamanVideo Door PhoneHarshal PatilBelum ada peringkat
- Model Description and Width (M) Qty Total Quantity Unit Price USD Unit Price RMB Amount (USD) Specifications Picture HS Code UnitDokumen3 halamanModel Description and Width (M) Qty Total Quantity Unit Price USD Unit Price RMB Amount (USD) Specifications Picture HS Code UnitHarshal PatilBelum ada peringkat
- Video Door PhoneDokumen3 halamanVideo Door PhoneHarshal PatilBelum ada peringkat
- Today Billing 10.04.2021Dokumen6 halamanToday Billing 10.04.2021Harshal PatilBelum ada peringkat
- CompontDokumen1 halamanCompontHarshal PatilBelum ada peringkat
- BookDokumen3 halamanBookHarshal PatilBelum ada peringkat
- GST Invoice: Name: Yash Prestek Invoice No: XTS18052021Dokumen2 halamanGST Invoice: Name: Yash Prestek Invoice No: XTS18052021Harshal PatilBelum ada peringkat
- GSM 123Dokumen10 halamanGSM 123Harshal PatilBelum ada peringkat
- Room Temperature Control and Fire Alarm/Suppression Iot Service Using MQTT On AwsDokumen5 halamanRoom Temperature Control and Fire Alarm/Suppression Iot Service Using MQTT On AwsHarshal PatilBelum ada peringkat
- RXTX Data DetailsDokumen4 halamanRXTX Data DetailsHarshal PatilBelum ada peringkat
- MITRES 6 002S08 Chapter1Dokumen3 halamanMITRES 6 002S08 Chapter1Touhid Hasan Khan AntorBelum ada peringkat
- GSM CodeDokumen4 halamanGSM CodeHarshal PatilBelum ada peringkat
- Can 1Dokumen4 halamanCan 1Harshal PatilBelum ada peringkat
- CanprotocolDokumen3 halamanCanprotocolHarshal PatilBelum ada peringkat
- Transformer Protection and Transformer FaultDokumen7 halamanTransformer Protection and Transformer FaultHarshal PatilBelum ada peringkat
- Asd 1Dokumen1 halamanAsd 1Harshal PatilBelum ada peringkat
- DFGSDFGSDFDokumen8 halamanDFGSDFGSDFHarshal PatilBelum ada peringkat
- VendingmcmoduleDokumen2 halamanVendingmcmoduleHarshal PatilBelum ada peringkat
- AsdDokumen2 halamanAsdHarshal PatilBelum ada peringkat
- Bus MonitoringDokumen7 halamanBus MonitoringHarshal PatilBelum ada peringkat
- Latest Pedal Operated Based ProjectsDokumen2 halamanLatest Pedal Operated Based ProjectsHarshal PatilBelum ada peringkat
- Object Tracking.mDokumen8 halamanObject Tracking.mHarshal PatilBelum ada peringkat
- BreakingDokumen2 halamanBreakingHarshal PatilBelum ada peringkat
- BreakingsystemDokumen2 halamanBreakingsystemHarshal PatilBelum ada peringkat
- BartenderDokumen4 halamanBartenderHarshal PatilBelum ada peringkat
- CPLD DisplayDokumen2 halamanCPLD DisplayHarshal PatilBelum ada peringkat
- TrasnpassingDokumen3 halamanTrasnpassingHarshal PatilBelum ada peringkat
- Oelchecker Winter 2016 enDokumen5 halamanOelchecker Winter 2016 enAzhar1109Belum ada peringkat
- On Hidden Projection of Plackett Burman Design by Yashi PalDokumen26 halamanOn Hidden Projection of Plackett Burman Design by Yashi PalyashiBelum ada peringkat
- Norwegian Maritime-Equipment 2016Dokumen568 halamanNorwegian Maritime-Equipment 2016budiazis100% (1)
- Price Schedule Wapcos Limited Quoting Sheet For The Bidder: Description of Work Unit QuantityDokumen2 halamanPrice Schedule Wapcos Limited Quoting Sheet For The Bidder: Description of Work Unit QuantityBidyut Senapati - WAPCOSBelum ada peringkat
- 1 - Hand Tool Ergonomics - Tool DesignDokumen51 halaman1 - Hand Tool Ergonomics - Tool Designwandira_121Belum ada peringkat
- ITP - Thermocouple Selection GuideDokumen2 halamanITP - Thermocouple Selection GuideAmol100% (1)
- Stainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)Dokumen14 halamanStainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)DanielBelum ada peringkat
- BSC Combined SO (8 Banks & FIs) - 2018 (Written Math Solution) by Ajgar Ali - PDF Version 1Dokumen10 halamanBSC Combined SO (8 Banks & FIs) - 2018 (Written Math Solution) by Ajgar Ali - PDF Version 1Zia UddinBelum ada peringkat
- Lecture1426865066 PDFDokumen53 halamanLecture1426865066 PDFEhab AhmedBelum ada peringkat
- Acid Base SeparationDokumen6 halamanAcid Base SeparationAlexandra CatalinaBelum ada peringkat
- Data SheetDokumen14 halamanData SheetMelchiBelum ada peringkat
- Electronics and Communication Engineering CurriculamDokumen6 halamanElectronics and Communication Engineering Curriculamraghucp141Belum ada peringkat
- Soil CompactionDokumen24 halamanSoil Compactionsyah123Belum ada peringkat
- 3rd - Sem-Ct-23-Chemical EngineeringDokumen3 halaman3rd - Sem-Ct-23-Chemical EngineeringJay RanjanBelum ada peringkat
- CPT Brochure 1Dokumen12 halamanCPT Brochure 1jose antonio becerra mosqueraBelum ada peringkat
- B. Sc. IC Semester III To VIDokumen29 halamanB. Sc. IC Semester III To VIJainam JoshiBelum ada peringkat
- ThermodynamicsDokumen8 halamanThermodynamicsBasu SbBelum ada peringkat
- Mass and Thermal Balance During Composting of A Poultry Manure-Wood Shavings Mixture at Different Aeration RatesDokumen9 halamanMass and Thermal Balance During Composting of A Poultry Manure-Wood Shavings Mixture at Different Aeration RatesPrashant RamBelum ada peringkat
- Speech About Go GreenDokumen4 halamanSpeech About Go GreenMuhammadArifAzw100% (1)
- EPRI Cycle Chemistry Upsets During OperationDokumen42 halamanEPRI Cycle Chemistry Upsets During OperationTrầnĐạtBelum ada peringkat
- 19 Epe CMWSSB RSPH RSS&PH SDC 01Dokumen73 halaman19 Epe CMWSSB RSPH RSS&PH SDC 01juliyet strucBelum ada peringkat
- Manufacturing Processes II: Fundamentals of Metal FormingDokumen17 halamanManufacturing Processes II: Fundamentals of Metal FormingMohamed Galal MekawyBelum ada peringkat
- ClabDokumen123 halamanClabScribd UserBelum ada peringkat
- Scs 210 AmDokumen6 halamanScs 210 AmAntonio CabelloBelum ada peringkat
- As 60034.22-2010 Rotating Electrical Machines AC Generators For Reciprocating Internal Combustion (RIC) EnginDokumen8 halamanAs 60034.22-2010 Rotating Electrical Machines AC Generators For Reciprocating Internal Combustion (RIC) EnginSAI Global - APAC100% (1)
- Several Problems of The Polish Physics Olympiad: Waldemar GorzkowskiDokumen4 halamanSeveral Problems of The Polish Physics Olympiad: Waldemar GorzkowskiVikram SaurabhBelum ada peringkat
- SilverThin Slewing Rings and Pinions CatalogDokumen16 halamanSilverThin Slewing Rings and Pinions CatalogGanesh LohakareBelum ada peringkat
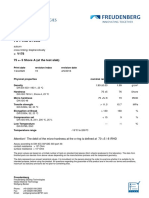
- FST - 70 FKM 37508 enDokumen2 halamanFST - 70 FKM 37508 enXavierBelum ada peringkat