Anda mungkin juga menyukai
- Alien Primal's TreasureDokumen244 halamanAlien Primal's TreasureTammy Sanchez100% (1)
- Manual Gastronomia - PARRILLA PDFDokumen150 halamanManual Gastronomia - PARRILLA PDFDhamper Dhe AngkBelum ada peringkat
- Ejercicios Gestion de MantenimientoDokumen16 halamanEjercicios Gestion de Mantenimientocesar nevarezBelum ada peringkat
- Ejercicio OeeDokumen2 halamanEjercicio Oeecarolina sanchezBelum ada peringkat
- Ejercicios P 32 - 33Dokumen5 halamanEjercicios P 32 - 33marcolocomxBelum ada peringkat
- Primera Guia de Ejercicios MantenimientoDokumen12 halamanPrimera Guia de Ejercicios Mantenimientoanon_9632307260% (1)
- Gestion de Mantenimiento IndustrialDokumen7 halamanGestion de Mantenimiento IndustrialDiego Leonardo González100% (2)
- Problemas Estudio Del TiempoDokumen6 halamanProblemas Estudio Del TiempoEDUIN JOSLI URBINA TAPIABelum ada peringkat
- Plantas Electricas SelmecDokumen12 halamanPlantas Electricas SelmecDaniel López Olivera100% (1)
- Sem4.1 Practica Dirigida ConfiabilidadDokumen10 halamanSem4.1 Practica Dirigida Confiabilidadelizabeth0% (1)
- Material Mantenimiento Maquinas Minera Cerro VerdeDokumen42 halamanMaterial Mantenimiento Maquinas Minera Cerro VerdeInspectores CalidadBelum ada peringkat
- Practica 7 OEEDokumen6 halamanPractica 7 OEEGALOXBelum ada peringkat
- 6.2 Ejercicios - OEE (TPM)Dokumen13 halaman6.2 Ejercicios - OEE (TPM)Oscar Lavado Tueros100% (1)
- X - Ejemplo de Implementación Del TPMDokumen11 halamanX - Ejemplo de Implementación Del TPMDiego PadillaBelum ada peringkat
- Gestión de mantenimiento en procesos industrialesDokumen8 halamanGestión de mantenimiento en procesos industrialesJOSE CONTRERAS MAESTRE0% (1)
- Examen Grupo 4Dokumen12 halamanExamen Grupo 4GALOX100% (1)
- TPM: Mantenimiento Productivo TotalDokumen3 halamanTPM: Mantenimiento Productivo TotalSalomon Cure100% (1)
- Caso 4 Planificación ActividadesDokumen7 halamanCaso 4 Planificación ActividadesRodolfo Basilio VillanuevaBelum ada peringkat
- 001 - Kpis Indicadores de Gestion de MantenimientoDokumen82 halaman001 - Kpis Indicadores de Gestion de MantenimientoAlejosMiguel100% (1)
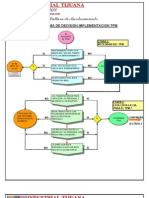
- DIAGDECISION TPMDokumen2 halamanDIAGDECISION TPMAdrianBelum ada peringkat
- Implementacion Mantenimiento AutonomoDokumen55 halamanImplementacion Mantenimiento Autonomofernandini1970Belum ada peringkat
- Flujograma Del VinoDokumen1 halamanFlujograma Del VinoFarley ZamudioBelum ada peringkat
- Blay, Antonio - Caminos de Autorrealización (Yoga Superior) - Tomo II - La Integración TrascendenteDokumen150 halamanBlay, Antonio - Caminos de Autorrealización (Yoga Superior) - Tomo II - La Integración TrascendenteYesid CortesBelum ada peringkat
- Flujo de Caja Básico Semana 14Dokumen18 halamanFlujo de Caja Básico Semana 14FRANK ANTONY MAZUELOS CULQUIBelum ada peringkat
- Elementos de La Relación Juridico Tributaria GuatemalaDokumen2 halamanElementos de La Relación Juridico Tributaria GuatemalaJeremyAlfaro67% (3)
- Final Producción Esbelta 2Dokumen10 halamanFinal Producción Esbelta 2Diego LopezBelum ada peringkat
- Javier Echeverría-Tecnociencia, Tecno-Ética y Tecno-AxiologíaDokumen11 halamanJavier Echeverría-Tecnociencia, Tecno-Ética y Tecno-AxiologíaAstrid Bastidas SuárezBelum ada peringkat
- Día del Logro promueve aprendizaje ambientalDokumen8 halamanDía del Logro promueve aprendizaje ambientalCarlos E Martínez Tomás100% (1)
- Taller de MantenimientoDokumen2 halamanTaller de MantenimientoJulián DavidBelum ada peringkat
- Andres Caicedo - Cartas de Un Cinefilo (1971-1973)Dokumen56 halamanAndres Caicedo - Cartas de Un Cinefilo (1971-1973)Ángela Cr100% (2)
- Articulo Cientifico TPMDokumen4 halamanArticulo Cientifico TPMPari Mancha PamaxBelum ada peringkat
- Costeo ABC MantenimientoDokumen22 halamanCosteo ABC Mantenimientoosorio23Belum ada peringkat
- Amef FresadoraDokumen7 halamanAmef FresadoraElder Nuñez SBelum ada peringkat
- Caso UT PDFDokumen4 halamanCaso UT PDFgerajohaBelum ada peringkat
- Mantenimiento planificado o progresivo según TPMDokumen13 halamanMantenimiento planificado o progresivo según TPMJavier CancinoBelum ada peringkat
- Modulo de TribologiaDokumen396 halamanModulo de Tribologiamiranda reyBelum ada peringkat
- 7 Preguntas Básicas Del RCMDokumen1 halaman7 Preguntas Básicas Del RCMlmendezg188% (8)
- UPN-GEMAN - WA-sem-7NDokumen100 halamanUPN-GEMAN - WA-sem-7NOshin Hoyos TapiaBelum ada peringkat
- Ejemplos de Aplicación de Mantenimiento de La Calidad o HinshitsuDokumen2 halamanEjemplos de Aplicación de Mantenimiento de La Calidad o Hinshitsuelian112Belum ada peringkat
- Pilar Seguridad y AmbienteDokumen7 halamanPilar Seguridad y AmbienteCarlos Davila100% (1)
- Astilleros LuguensiDokumen10 halamanAstilleros LuguensiFrank AntonhyBelum ada peringkat
- Indicadores de mantenimiento línea producciónDokumen1 halamanIndicadores de mantenimiento línea produccióndanielaarceBelum ada peringkat
- IM003 2021 II Sesion06 07 v1.0Dokumen136 halamanIM003 2021 II Sesion06 07 v1.0EdgarBelum ada peringkat
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDokumen3 halamanCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasRafael PimentelBelum ada peringkat
- Introducción Al Mantenimiento Industrial PDFDokumen2 halamanIntroducción Al Mantenimiento Industrial PDFYozef Pazmiño100% (1)
- 04 - Lista y Codificación de EquiposDokumen6 halaman04 - Lista y Codificación de Equiposkarol tapia0% (1)
- Practica Et. Diagrama H-M1 28.09.2021 - StefanDokumen22 halamanPractica Et. Diagrama H-M1 28.09.2021 - StefanStefan Giannini Brocca YatacoBelum ada peringkat
- La Compañía de Cemento GibraltarDokumen3 halamanLa Compañía de Cemento GibraltarPol MalagaBelum ada peringkat
- Carta de LubricaciónDokumen3 halamanCarta de LubricaciónSergio Robledo50% (2)
- Mantenimiento AutonomoDokumen6 halamanMantenimiento Autonomodelfo100% (2)
- Mantenimiento de áreas administrativasDokumen12 halamanMantenimiento de áreas administrativasJhan Frank Fuentes Jimenez50% (2)
- Mantenimiento Preventivo Maquina Compactadora BloquesDokumen14 halamanMantenimiento Preventivo Maquina Compactadora BloquesFernando BravoBelum ada peringkat
- Ejercicios de TMP Equipo 3Dokumen15 halamanEjercicios de TMP Equipo 3Diana Puescas OjedaBelum ada peringkat
- Chapman Cap. 7.Dokumen20 halamanChapman Cap. 7.Bill Gaco100% (1)
- Consulta - NTPD - (Normas de Tiempo Predeterminado)Dokumen11 halamanConsulta - NTPD - (Normas de Tiempo Predeterminado)Austin OrtegaBelum ada peringkat
- Taller 1 Torre de BabelDokumen3 halamanTaller 1 Torre de BabelDELIABelum ada peringkat
- Mejoras en Tequilera AgaverosDokumen26 halamanMejoras en Tequilera AgaverosMiguel Jose Lopez FloresBelum ada peringkat
- Ejercicio - CriticidadDokumen4 halamanEjercicio - CriticidadEdilson Jhonatan Adhes Julca MarceloBelum ada peringkat
- 02 Red de AireDokumen21 halaman02 Red de AireAlejandro BetancurBelum ada peringkat
- Gestion Takt TimeDokumen4 halamanGestion Takt TimeStefy VillarrealBelum ada peringkat
- Ef - Sesao - Berru Nolasco AstridDokumen5 halamanEf - Sesao - Berru Nolasco AstridAstrid CarolinaBelum ada peringkat
- Plan Agregado: Caso CarpinteriaDokumen8 halamanPlan Agregado: Caso CarpinteriaAnonymous vkslCWVdhzBelum ada peringkat
- Lila Compresores de TornilloDokumen7 halamanLila Compresores de TornilloHernan GuerraBelum ada peringkat
- 2 EP Ingeniería de Mantenimiento B1Dokumen2 halaman2 EP Ingeniería de Mantenimiento B1Renzo PinedoBelum ada peringkat
- T.P.M. en fábrica calzadoDokumen1 halamanT.P.M. en fábrica calzadoNELSONHUGOBelum ada peringkat
- Requerimientos de Espacio y Ergonomía en El Diseño de Estación de ManufacturaDokumen8 halamanRequerimientos de Espacio y Ergonomía en El Diseño de Estación de ManufacturaAlejo TorresBelum ada peringkat
- Mantenimiento Total Productivo (TPM)Dokumen39 halamanMantenimiento Total Productivo (TPM)Elizabeth estefany Choque loza100% (1)
- TEMA 1 Unidad 2Dokumen10 halamanTEMA 1 Unidad 2erik valerioBelum ada peringkat
- Semana 3 Mantenimiento Productivo TotalDokumen38 halamanSemana 3 Mantenimiento Productivo Totalantonio rodriguezBelum ada peringkat
- MODELADO de TRASPORTE Articulo Investigacion de OperacionesDokumen9 halamanMODELADO de TRASPORTE Articulo Investigacion de OperacionesFarley ZamudioBelum ada peringkat
- Compras y aprovisionamiento: funciones y procesos claveDokumen54 halamanCompras y aprovisionamiento: funciones y procesos claveFarley ZamudioBelum ada peringkat
- Actividades Auxiliares Del HombreDokumen25 halamanActividades Auxiliares Del HombreFarley ZamudioBelum ada peringkat
- Flujograma Del Vino ActualDokumen38 halamanFlujograma Del Vino ActualFarley ZamudioBelum ada peringkat
- Material EsDokumen23 halamanMaterial EsFarley ZamudioBelum ada peringkat
- Localización ExpoDokumen34 halamanLocalización ExpoFarley ZamudioBelum ada peringkat
- Diseño de Planta Vino TintoDokumen9 halamanDiseño de Planta Vino TintoFarley ZamudioBelum ada peringkat
- Oficina SDokumen22 halamanOficina SFarley ZamudioBelum ada peringkat
- EdificioDokumen31 halamanEdificioFarley ZamudioBelum ada peringkat
- Flujograma Del Vino BienDokumen20 halamanFlujograma Del Vino BienFarley ZamudioBelum ada peringkat
- Flujograma Del Vino ActualDokumen38 halamanFlujograma Del Vino ActualFarley ZamudioBelum ada peringkat
- Decreto 1686 2012Dokumen40 halamanDecreto 1686 2012Flor Marina Achury DelgadoBelum ada peringkat
- Flujograma Del Vino ActualDokumen38 halamanFlujograma Del Vino ActualFarley ZamudioBelum ada peringkat
- Finanzas 2018-1Dokumen7 halamanFinanzas 2018-1Farley ZamudioBelum ada peringkat
- Maquinaria para UvaDokumen66 halamanMaquinaria para Uvaipla_mecanicoBelum ada peringkat
- P&G Consolidado ECOPETROL PDFDokumen1 halamanP&G Consolidado ECOPETROL PDFValentina LópezBelum ada peringkat
- Mosto Del Vinio IcontecDokumen5 halamanMosto Del Vinio IcontecFarley ZamudioBelum ada peringkat
- Estados Financieros Diciembre 17pdfHOMECENTERDokumen114 halamanEstados Financieros Diciembre 17pdfHOMECENTERFarley ZamudioBelum ada peringkat
- Estados Financieros Basico Bajo NIC NIIFDokumen233 halamanEstados Financieros Basico Bajo NIC NIIFJuan Domingo Padilla VazquezBelum ada peringkat
- NTC 223 Vinos prácticas elaboraciónDokumen5 halamanNTC 223 Vinos prácticas elaboraciónFarley ZamudioBelum ada peringkat
- Estado Finan ElectrohuilaDokumen1 halamanEstado Finan ElectrohuilaFarley ZamudioBelum ada peringkat
- Ficha Tecnica VinoDokumen2 halamanFicha Tecnica VinoFarley ZamudioBelum ada peringkat
- 2.1.1. Principios de Manejo de Materiales 2 (48959 Bytes)Dokumen2 halaman2.1.1. Principios de Manejo de Materiales 2 (48959 Bytes)IsaiTunBelum ada peringkat
- Costo Minimo 4Dokumen1 halamanCosto Minimo 4Farley ZamudioBelum ada peringkat
- Flujograma Del VinoDokumen1 halamanFlujograma Del VinoFarley ZamudioBelum ada peringkat
- NTC 293Dokumen5 halamanNTC 293Diego AmayaBelum ada peringkat
- Explicación 0222 de 2011-Abr-14 PDFDokumen22 halamanExplicación 0222 de 2011-Abr-14 PDFCarlos Andres EspinosaBelum ada peringkat
- Manual Recursos FisicosDokumen70 halamanManual Recursos FisicosMaria Eugenia Rodriguez TovarBelum ada peringkat
- Sistema Reproductor Masculino (Puntos)Dokumen6 halamanSistema Reproductor Masculino (Puntos)mariaBelum ada peringkat
- Formulario Socioeconomico Actualizado 2019 PDFDokumen2 halamanFormulario Socioeconomico Actualizado 2019 PDFEMANUELBelum ada peringkat
- FDS - 2 Metil 1 PropanolDokumen5 halamanFDS - 2 Metil 1 PropanolCarlos Diego SotoBelum ada peringkat
- Anexo I NORMATIVA GENERAL JJDD 2020-2021Dokumen10 halamanAnexo I NORMATIVA GENERAL JJDD 2020-2021Alex AndreicaBelum ada peringkat
- Laboratorio 2-Diseño de ConcretoDokumen64 halamanLaboratorio 2-Diseño de ConcretoRodrigo Limachi HuacreBelum ada peringkat
- Guia de Estudio para Aprobar El Examen de Binance Futures 3704Dokumen21 halamanGuia de Estudio para Aprobar El Examen de Binance Futures 3704Nicolás-AndreaSerranoBelum ada peringkat
- Funciones y estructura de la placentaDokumen2 halamanFunciones y estructura de la placentaLeandra Mamani ChoqueBelum ada peringkat
- Renta Nacional BrutaDokumen2 halamanRenta Nacional BrutamopliqBelum ada peringkat
- Concussion y La Encefalopatia Traumatica CronicaDokumen2 halamanConcussion y La Encefalopatia Traumatica CronicaHillary V Guillermo AngelesBelum ada peringkat
- M4 Resumen MOOC CIDH VFDokumen10 halamanM4 Resumen MOOC CIDH VFMolina PerlaBelum ada peringkat
- Manejo de dispositivos electrónicos en aplicaciones reales y domiciliariasDokumen9 halamanManejo de dispositivos electrónicos en aplicaciones reales y domiciliariasChrystal CastleBelum ada peringkat
- Municipalidad de MiracostaDokumen2 halamanMunicipalidad de MiracostaJian SotoBelum ada peringkat
- El DebateDokumen4 halamanEl Debatesebastian Gabriel ZafraBelum ada peringkat
- PMA Humedal El Curibano - Neiva PDFDokumen273 halamanPMA Humedal El Curibano - Neiva PDFMaira OlarteBelum ada peringkat
- 3 Jomi Anexos Sem 7 y 8Dokumen23 halaman3 Jomi Anexos Sem 7 y 8MAYRA DANIELA PARDO ESCOBEDOBelum ada peringkat
- 6º Personal Social - III BimestreDokumen8 halaman6º Personal Social - III Bimestreayde menendezBelum ada peringkat
- Acta de Entrega de RecepcionDokumen2 halamanActa de Entrega de RecepcionMOISES ALAVABelum ada peringkat
- Selección y Eficiencia en El Ganado de CarneDokumen4 halamanSelección y Eficiencia en El Ganado de CarneRepositorio de la Biblioteca de la DEA-MAG-PYBelum ada peringkat
- Los ManglaresDokumen4 halamanLos ManglaresAlexia EspinozaBelum ada peringkat
- Biometrias 2Dokumen517 halamanBiometrias 2Mike Sanso100% (1)
- Ii Feria Minera Escolar 2019 PDFDokumen19 halamanIi Feria Minera Escolar 2019 PDFAnonymous 49CnD2RBelum ada peringkat
- Historia de Poza RicaDokumen1 halamanHistoria de Poza RicaAtzhiri VenturaBelum ada peringkat