Anda mungkin juga menyukai
- AU 304 Vehicle DynamicsDokumen95 halamanAU 304 Vehicle DynamicsAli Abdullah Khan100% (1)
- Chapter1-Nature of StatisticsDokumen10 halamanChapter1-Nature of StatisticsNelia Olaso InsonBelum ada peringkat
- Chapter 7 Linkage, Recombination, and Eukaryotic Gene MappingDokumen20 halamanChapter 7 Linkage, Recombination, and Eukaryotic Gene MappingSiamHashan100% (1)
- Ornament & Crime 1.3.0 User ManualDokumen49 halamanOrnament & Crime 1.3.0 User ManualGiona VintiBelum ada peringkat
- Total Plant Performance Management:: A Profit-Building Plan to Promote, Implement, and Maintain Optimum Performance Throughout Your PlantDari EverandTotal Plant Performance Management:: A Profit-Building Plan to Promote, Implement, and Maintain Optimum Performance Throughout Your PlantBelum ada peringkat
- Golden Ratio PropertiesDokumen6 halamanGolden Ratio Propertiesneiljain421Belum ada peringkat
- Bohn - 2013 - Operations Management Reading Managing QualityDokumen27 halamanBohn - 2013 - Operations Management Reading Managing QualityMasiel Escalante CardenasBelum ada peringkat
- Product Development: A Structured Approach to Consumer Product Development, Design, and ManufactureDari EverandProduct Development: A Structured Approach to Consumer Product Development, Design, and ManufacturePenilaian: 5 dari 5 bintang5/5 (4)
- Class 1 Devices: Case Studies in Medical Devices DesignDari EverandClass 1 Devices: Case Studies in Medical Devices DesignBelum ada peringkat
- Amm 2010 N3Dokumen101 halamanAmm 2010 N31110004Belum ada peringkat
- Mix Design PresentationDokumen313 halamanMix Design Presentationbsk109Belum ada peringkat
- Direct Instruction 1Dokumen6 halamanDirect Instruction 1api-314997078100% (1)
- Chapter 1Dokumen41 halamanChapter 1api-268597715Belum ada peringkat
- Quality (student)Dokumen5 halamanQuality (student)Vexci (Voile.)Belum ada peringkat
- Group5 - Case Study 1 4Dokumen14 halamanGroup5 - Case Study 1 4JENILINE MIZALBelum ada peringkat
- Heizer Om10 Irm Ch06Dokumen15 halamanHeizer Om10 Irm Ch06kickand1100% (2)
- Total Quality Management: in American IndustryDokumen8 halamanTotal Quality Management: in American IndustryChandra FebriantoBelum ada peringkat
- Total Quality Management: in American IndustryDokumen8 halamanTotal Quality Management: in American IndustryChandra FebriantoBelum ada peringkat
- Ge16701 - Total Quality Management Unit - IDokumen29 halamanGe16701 - Total Quality Management Unit - IthamizmaniBelum ada peringkat
- TQM Question BankDokumen49 halamanTQM Question Bankbheema3035Belum ada peringkat
- UAS BING Ferdy Setyaluhur 2001061057Dokumen11 halamanUAS BING Ferdy Setyaluhur 2001061057kibooBelum ada peringkat
- Dwnload Full Quality and Performance Excellence 7th Edition Evans Solutions Manual PDFDokumen35 halamanDwnload Full Quality and Performance Excellence 7th Edition Evans Solutions Manual PDFtetteykaheif100% (7)
- ManagementDokumen69 halamanManagementMaria PachoBelum ada peringkat
- Leaders in the Quality Revolution: Deming, Juran, Crosby and moreDokumen52 halamanLeaders in the Quality Revolution: Deming, Juran, Crosby and moreTracy FowlerBelum ada peringkat
- Chapter 1 TQM Evolution Ppt2Dokumen33 halamanChapter 1 TQM Evolution Ppt2MALLIKARJUNBelum ada peringkat
- Gurus (Philosophers) of Quality ManagementDokumen5 halamanGurus (Philosophers) of Quality ManagementGisselle CollinsBelum ada peringkat
- Rawlings QuinnDokumen13 halamanRawlings QuinnLolo Eisa0% (2)
- Qualitative Research Insights From Focus Groups And Depth InterviewsDokumen40 halamanQualitative Research Insights From Focus Groups And Depth Interviewsviper1402Belum ada peringkat
- TQM Question Bank - Watermark PDFDokumen51 halamanTQM Question Bank - Watermark PDFS B MALLURBelum ada peringkat
- Chapter 1: TQM Evolution: Powerpoint Created By: Juan Paolo G. BiscochoDokumen32 halamanChapter 1: TQM Evolution: Powerpoint Created By: Juan Paolo G. BiscochoArgem Jay PorioBelum ada peringkat
- Chap - 1Dokumen24 halamanChap - 1Shresth KotishBelum ada peringkat
- Chapter 5 - : Total Quality ManagementDokumen53 halamanChapter 5 - : Total Quality ManagementSiswoyo SuwidjiBelum ada peringkat
- Defining Quality: Defined Quality. However, Defining Quality Is Not As Easy As It May Seem, Because DifferentDokumen3 halamanDefining Quality: Defined Quality. However, Defining Quality Is Not As Easy As It May Seem, Because Differentsrinivasa_rcBelum ada peringkat
- EFB Summary Week 3Dokumen37 halamanEFB Summary Week 3Blanca Luz Escobar YauriBelum ada peringkat
- TQM Success at MotorolaDokumen57 halamanTQM Success at MotorolaAdriana CarinanBelum ada peringkat
- Deming's Quality Philosophy and its Influence in JapanDokumen16 halamanDeming's Quality Philosophy and its Influence in JapanAkshi ChandyokeBelum ada peringkat
- Cadence & Slang (2nd Edition - Chapter 1 of 7)Dokumen17 halamanCadence & Slang (2nd Edition - Chapter 1 of 7)Omar FarooqBelum ada peringkat
- Concept of Quality and TQM: Chapter - 1 Dr. Shyamal GomesDokumen18 halamanConcept of Quality and TQM: Chapter - 1 Dr. Shyamal GomesShreyaSomvanshiBelum ada peringkat
- Understanding Cultural Symbols and Consumer IdentitiesDokumen50 halamanUnderstanding Cultural Symbols and Consumer Identitiesiin100% (1)
- Bahasa Inggris UASDokumen5 halamanBahasa Inggris UASdewi nurmaniaBelum ada peringkat
- AMOREPACIFIC's Global Success Through Breakthrough InnovationDokumen7 halamanAMOREPACIFIC's Global Success Through Breakthrough InnovationachlaBelum ada peringkat
- Full Download Operations and Supply Chain Management For The 21st Century 1st Edition Boyer Solutions ManualDokumen36 halamanFull Download Operations and Supply Chain Management For The 21st Century 1st Edition Boyer Solutions Manualbenjaminlaw0o100% (32)
- Unit I: Quality ManagementDokumen22 halamanUnit I: Quality ManagementMohdazeem KhanBelum ada peringkat
- Research Total Quality ManagementDokumen10 halamanResearch Total Quality ManagementKerol Arkie TarrielaBelum ada peringkat
- Unit EightDokumen5 halamanUnit EightMarta FerrisBelum ada peringkat
- Managing Global Operations: 5th Term MBA-2016Dokumen4 halamanManaging Global Operations: 5th Term MBA-2016gedleBelum ada peringkat
- Module 1 Wed Bsacore6Dokumen4 halamanModule 1 Wed Bsacore6Kryzzel JonBelum ada peringkat
- M2 What Is Quality Hoyer & HoyerDokumen11 halamanM2 What Is Quality Hoyer & HoyerlsgmzBelum ada peringkat
- Management Accounting AssignmentDokumen18 halamanManagement Accounting AssignmentChing PohBelum ada peringkat
- Quality and Performance Excellence 7th Edition Evans Solutions ManualDokumen25 halamanQuality and Performance Excellence 7th Edition Evans Solutions ManualJeremyJonesjkfe100% (36)
- Actividad de Aprendizaje 2 Evidencia 2: Workshop "Products and Services"Dokumen4 halamanActividad de Aprendizaje 2 Evidencia 2: Workshop "Products and Services"Jennyfer Babilonia DiazBelum ada peringkat
- Which Is More Important? Quality Management or Management of QualityDokumen32 halamanWhich Is More Important? Quality Management or Management of QualityChandramouli RBelum ada peringkat
- POQ MGMTDokumen53 halamanPOQ MGMTAruna FeltzBelum ada peringkat
- Quality Circles - 2Dokumen52 halamanQuality Circles - 2p ganeshBelum ada peringkat
- TQM StackDokumen106 halamanTQM StackLearner's LicenseBelum ada peringkat
- Innovation ManagementDokumen14 halamanInnovation ManagementRK100% (1)
- Philosophies and FrameworksDokumen52 halamanPhilosophies and FrameworksRohit SoniBelum ada peringkat
- Chapter 1 Activity (Entrep 1) - 125605Dokumen10 halamanChapter 1 Activity (Entrep 1) - 125605CALIWA, MAICA JEAN R.Belum ada peringkat
- What Is QualityDokumen3 halamanWhat Is Qualitysubhash kumar1958100% (2)
- History of TQMDokumen23 halamanHistory of TQMVarsha PandeyBelum ada peringkat
- Total Quality Management ProjectDokumen14 halamanTotal Quality Management ProjectMrityunjay PathakBelum ada peringkat
- Lean ThinkingDokumen2 halamanLean ThinkingMMFAWZYBelum ada peringkat
- Bombardier CEO on Transforming Company Culture to Focus on Customers and EmployeesDokumen7 halamanBombardier CEO on Transforming Company Culture to Focus on Customers and EmployeesRamaa KumarBelum ada peringkat
- Core ConceptsDokumen6 halamanCore Conceptsnagendra_6391Belum ada peringkat
- Chapter 1Dokumen44 halamanChapter 1Argem Jay PorioBelum ada peringkat
- Bus Com Student Diary Sections 1-5Dokumen8 halamanBus Com Student Diary Sections 1-5YashBelum ada peringkat
- Maintaining A Focus On Continuous Improvement (Inglés) (Artículo) Autor Rizwan U. Farooqui, Syed M. AhmedDokumen10 halamanMaintaining A Focus On Continuous Improvement (Inglés) (Artículo) Autor Rizwan U. Farooqui, Syed M. AhmedFatima Carola Laura AyalaBelum ada peringkat
- Topic 7 Quality Circles For TQM Antonico John Flocerpido R.Dokumen16 halamanTopic 7 Quality Circles For TQM Antonico John Flocerpido R.Antonico, John Flocerpido R.Belum ada peringkat
- Cheap International Flights from Oman to IndiaDokumen2 halamanCheap International Flights from Oman to IndiaRahul TannaBelum ada peringkat
- Dessert Bakery Business PlanDokumen30 halamanDessert Bakery Business PlanRahul TannaBelum ada peringkat
- CV 5Dokumen2 halamanCV 5Rahul TannaBelum ada peringkat
- Pwo. Tutorial 27.10.15Dokumen8 halamanPwo. Tutorial 27.10.15Rahul TannaBelum ada peringkat
- SG Visa FormDokumen2 halamanSG Visa FormRahul TannaBelum ada peringkat
- FF##FF: Yffi:t-"Dokumen1 halamanFF##FF: Yffi:t-"Rahul TannaBelum ada peringkat
- Popularity of Credit Cards Issued by Different Banks BahrainDokumen33 halamanPopularity of Credit Cards Issued by Different Banks BahrainRahul TannaBelum ada peringkat
- JNCM2E QB 2A01MC eDokumen23 halamanJNCM2E QB 2A01MC eJason LauBelum ada peringkat
- JFNR 201801Dokumen12 halamanJFNR 201801saprifarmasiBelum ada peringkat
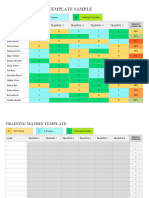
- IC Training Matrix Template Sample 11623Dokumen5 halamanIC Training Matrix Template Sample 11623Nithin MathaiBelum ada peringkat
- Control of Smps A Refresher Part 3Dokumen13 halamanControl of Smps A Refresher Part 3Alvaro Javier Baños RiveraBelum ada peringkat
- Modal Space - in Our Own Little World: by Pete AvitabileDokumen2 halamanModal Space - in Our Own Little World: by Pete AvitabileLuigi1721Belum ada peringkat
- FIN534 Homework Set 3Dokumen2 halamanFIN534 Homework Set 3Harsh SinglaBelum ada peringkat
- Green FunctionDokumen15 halamanGreen Functionjitendra25252Belum ada peringkat
- Drawing Circles using Midpoint AlgorithmDokumen2 halamanDrawing Circles using Midpoint AlgorithmMATTHEW JALOWE MACARANASBelum ada peringkat
- 6 - ASurvey - Leveling Part 2 - Other Leveling Methods - 1730672714 PDFDokumen35 halaman6 - ASurvey - Leveling Part 2 - Other Leveling Methods - 1730672714 PDFChichi ChannelBelum ada peringkat
- Tutsheet 5Dokumen2 halamanTutsheet 5vishnuBelum ada peringkat
- INFERENTIAL STATISTICS: Hypothesis Testing: Learning ObjectivesDokumen5 halamanINFERENTIAL STATISTICS: Hypothesis Testing: Learning Objectiveslynette cantosBelum ada peringkat
- CHEM 336 Bomb Calorimetry Lab ExperimentDokumen3 halamanCHEM 336 Bomb Calorimetry Lab ExperimentSerenityBelum ada peringkat
- Loan EMI Calculator: Download Free App From Play Store atDokumen9 halamanLoan EMI Calculator: Download Free App From Play Store atkantilal rathodBelum ada peringkat
- Stacks and QueuesDokumen21 halamanStacks and QueuesDhivya NBelum ada peringkat
- OR Techniques for Operations ResearchDokumen24 halamanOR Techniques for Operations ResearchSaravanan Jayaraman100% (2)
- MAC 1147 Exam 3 PaperDokumen5 halamanMAC 1147 Exam 3 PaperNeil BreenBelum ada peringkat
- Effect of Attenuation and Distortion in Transmission LineDokumen16 halamanEffect of Attenuation and Distortion in Transmission Lineமணி பிரபுBelum ada peringkat
- 04 RecursionDokumen21 halaman04 RecursionRazan AbabBelum ada peringkat
- Basic Programming LogicDokumen18 halamanBasic Programming LogicSuvarchala DeviBelum ada peringkat
- A Tutorial On Combinatorics An Enumeration in Music TheoryDokumen22 halamanA Tutorial On Combinatorics An Enumeration in Music TheoryGrandeBoiBelum ada peringkat
- Welcome To CMSC 250 Discrete StructuresDokumen13 halamanWelcome To CMSC 250 Discrete StructuresKyle HerockBelum ada peringkat