Anda mungkin juga menyukai
- Problemas de Dibujo MecanicoDokumen42 halamanProblemas de Dibujo MecanicoEsther Serafin FaustinoBelum ada peringkat
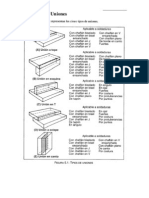
- Manual de Soldadura Und 5 Tipos de UnionesDokumen18 halamanManual de Soldadura Und 5 Tipos de Unionesdesk__asgBelum ada peringkat
- Efectos Por La Forma Del AlaDokumen6 halamanEfectos Por La Forma Del AlaJerónimo PérezBelum ada peringkat
- Estructuras Metalicas Proyecto Por Estados Limites Ejemplos de AplicacionDokumen49 halamanEstructuras Metalicas Proyecto Por Estados Limites Ejemplos de AplicacionJesonBelum ada peringkat
- Análisis de Polea (Damper) y Búsqueda de Origen de FallaDokumen7 halamanAnálisis de Polea (Damper) y Búsqueda de Origen de FallaNico GordonBelum ada peringkat
- TEMA 2 - Uniones Soldadas y Tecnicas de SoldeoDokumen19 halamanTEMA 2 - Uniones Soldadas y Tecnicas de SoldeoJuan Hernández100% (4)
- Diseño Acero - CABRERODokumen0 halamanDiseño Acero - CABREROEduardo Yayo Quispe CozBelum ada peringkat
- Capítulo 2Dokumen11 halamanCapítulo 2benitez1969917Belum ada peringkat
- Manual de Soldadura Und 5 Tipos de UnionesDokumen18 halamanManual de Soldadura Und 5 Tipos de UnionesGustavoWalterosLarrotta100% (3)
- Bogota 2011 Convention PDFDokumen78 halamanBogota 2011 Convention PDFtrinhvantienhcm100% (2)
- Diseño Estructuras Doblados en FRio.Dokumen12 halamanDiseño Estructuras Doblados en FRio.Capacitacion TecnicaBelum ada peringkat
- Manual de Soldadura Und 5 Tipos de UnionesDokumen18 halamanManual de Soldadura Und 5 Tipos de UnionesJose Balladares100% (1)
- Limites y AjustesDokumen4 halamanLimites y AjustesDanny Daniel Quintos0% (1)
- Split Tone Fashion PresentationDokumen23 halamanSplit Tone Fashion PresentationKEYCLIN BRIHI LIMA TORRESBelum ada peringkat
- Capitulo 5 Representacion de Elementos de Maquinas RoscadasDokumen20 halamanCapitulo 5 Representacion de Elementos de Maquinas RoscadaschaufitamasnaBelum ada peringkat
- Pozos MutilateralesDokumen33 halamanPozos MutilateralesPatricia TorresBelum ada peringkat
- Ot-0323-2024 Ob2123p Reemplazo Del Ground Idle Solenoid Del Moto - 001Dokumen18 halamanOt-0323-2024 Ob2123p Reemplazo Del Ground Idle Solenoid Del Moto - 001sergiobustamante147Belum ada peringkat
- Terminologia Del AlaDokumen4 halamanTerminologia Del AlaJerónimo PérezBelum ada peringkat
- 4 - Soldadura SemiautomaticaDokumen44 halaman4 - Soldadura SemiautomaticaJose Callupe VargasBelum ada peringkat
- 19386750-Hitachi 4jj1 Interim Tier 4 Compatible Engine Service ManualDokumen1.002 halaman19386750-Hitachi 4jj1 Interim Tier 4 Compatible Engine Service ManualNigel McClayBelum ada peringkat
- Engineering Drawing 11Dokumen4 halamanEngineering Drawing 11mahhelalBelum ada peringkat
- Engineering Drawing 16Dokumen6 halamanEngineering Drawing 16mahhelalBelum ada peringkat
- Analisis de Costos Turbinas de GasDokumen113 halamanAnalisis de Costos Turbinas de Gasricardo marzialiBelum ada peringkat
- Op. 5729 - 20130731 - 0001Dokumen1 halamanOp. 5729 - 20130731 - 0001Yoni Gonzales AlarconBelum ada peringkat
- Manual Del Diseno para Concreto - Acero Ecatepec, S.ADokumen51 halamanManual Del Diseno para Concreto - Acero Ecatepec, S.ABlanca Rosa Díaz de León Hernandez100% (1)
- Ficha Tecnica Soga EstaticaDokumen1 halamanFicha Tecnica Soga EstaticaDiego Armando AuroraBelum ada peringkat
- Engineering Drawing 19Dokumen9 halamanEngineering Drawing 19mahhelalBelum ada peringkat
- Herramientas Empleadas AutomotrizDokumen34 halamanHerramientas Empleadas AutomotrizARANBelum ada peringkat
- Metalurgia de La SoldaduraDokumen29 halamanMetalurgia de La SoldaduraAlucar ArrecalieroBelum ada peringkat
- Ejemplo 7-1 Cojinete de ManguitoDokumen4 halamanEjemplo 7-1 Cojinete de ManguitoEdgar Gabriel OrtizBelum ada peringkat
- P17054coll22 356Dokumen85 halamanP17054coll22 356Cristian Manuel Daza MafiolisBelum ada peringkat
- Manual Instalacion Swep 1Dokumen4 halamanManual Instalacion Swep 1Cn RomaBelum ada peringkat
- Ciclones Krebs. - Principios y VariablesDokumen14 halamanCiclones Krebs. - Principios y VariablesGIANCARLO ALEJANDRO OLIVERA BELTRANBelum ada peringkat
- AG322SE (28Dic23-12Ene24)Dokumen6 halamanAG322SE (28Dic23-12Ene24)facuervo5Belum ada peringkat
- Simbologia para Planos de ProcesoDokumen33 halamanSimbologia para Planos de ProcesoVanessa Edith Baez VicencioBelum ada peringkat
- Instructivo Doblacon Tecnicas de Doblado de Tubo ConduitDokumen12 halamanInstructivo Doblacon Tecnicas de Doblado de Tubo Conduitoespana100% (1)
- Análisis de Polea (Damper) y Búsqueda de Origen de Falla - Ayrton Mora RDokumen5 halamanAnálisis de Polea (Damper) y Búsqueda de Origen de Falla - Ayrton Mora RAyrton MoraBelum ada peringkat
- Procesos de Mecanizado (6) : Dirección Del Flujo de VirutaDokumen14 halamanProcesos de Mecanizado (6) : Dirección Del Flujo de VirutaSteven BrysonBelum ada peringkat
- Carta de Forma de DientesDokumen12 halamanCarta de Forma de DientesLuis Miguel Guevara100% (1)
- Prácticas Festo ElectrohidráulicaDokumen212 halamanPrácticas Festo ElectrohidráulicaSkandynabusBelum ada peringkat
- 22 Ventana - Vidrio PDFDokumen60 halaman22 Ventana - Vidrio PDFdanielatqBelum ada peringkat
- Manual Fresadora CorreaDokumen30 halamanManual Fresadora CorreaAdrian Armero Lopez50% (2)
- Unidad #Iv HéliceDokumen33 halamanUnidad #Iv HéliceGaro MartinezBelum ada peringkat
- Unidad #Iv HeliceDokumen28 halamanUnidad #Iv HeliceCristian Brian ALMARAZ ROCHABelum ada peringkat
- Carta+de+Forma+de+Dientes y MedidasDokumen12 halamanCarta+de+Forma+de+Dientes y Medidasjesusarjona05Belum ada peringkat
- Miel SN Marcos - Eres Mi Dios CancioneroDokumen10 halamanMiel SN Marcos - Eres Mi Dios CancioneroNoe Rosales75% (8)
- Diccionario Inglés Español de TuberíasDokumen10 halamanDiccionario Inglés Español de TuberíasvazagusBelum ada peringkat
- Collo BdenrDokumen1 halamanCollo BdenrFrancis RodriguezBelum ada peringkat
- Pontificia Universidad Católica Del Perú: Sección Ingeniería MecánicaDokumen45 halamanPontificia Universidad Católica Del Perú: Sección Ingeniería MecánicaRenzo Rios RoqueBelum ada peringkat
- Perforacion Direccional SimulacionDokumen33 halamanPerforacion Direccional SimulacionKellys Paola Lanza GilBelum ada peringkat
- Mecanismos - Mabie - Cap - 7 y 8Dokumen61 halamanMecanismos - Mabie - Cap - 7 y 8Eduardo Nuñez Cruz93% (14)
- DeformacionesDokumen19 halamanDeformacionesPelayo RodrigoBelum ada peringkat
- Comparativa de Alternativas de Orejas1Dokumen9 halamanComparativa de Alternativas de Orejas1ABNERBelum ada peringkat
- Comandos BasicosDokumen4 halamanComandos BasicosJose AmbrocioBelum ada peringkat
- GFPI-F-135 - Guia - de - Aprendizaje SimbolDokumen25 halamanGFPI-F-135 - Guia - de - Aprendizaje SimbolInspectores BogotaBelum ada peringkat
- Compendio técnico de guitarra clásica aplicado al repertorioDari EverandCompendio técnico de guitarra clásica aplicado al repertorioBelum ada peringkat
- POL1 - 1 - PLANO DE CONJUNTO - Rev 0Dokumen1 halamanPOL1 - 1 - PLANO DE CONJUNTO - Rev 0Emilio Jose Andia AbregiBelum ada peringkat
- Planilla Matt 51 Construccion Mat 51Dokumen2 halamanPlanilla Matt 51 Construccion Mat 51Emilio Jose Andia AbregiBelum ada peringkat
- Propuesta Manual de Llenado de EncuenstaDokumen35 halamanPropuesta Manual de Llenado de EncuenstaEmilio Jose Andia AbregiBelum ada peringkat
- Equipos para Operaciones I. Tanque ReactorDokumen14 halamanEquipos para Operaciones I. Tanque ReactorEmilio Jose Andia AbregiBelum ada peringkat
- Unidad de Rescate e Incendios ConsejoDokumen6 halamanUnidad de Rescate e Incendios ConsejoEmilio Jose Andia AbregiBelum ada peringkat
- Shock Ortostático-Grupo 1Dokumen7 halamanShock Ortostático-Grupo 1Emilio Jose Andia AbregiBelum ada peringkat
- Manual Proceso Constructivo Torres de ComunicacionDokumen33 halamanManual Proceso Constructivo Torres de ComunicacionEmilio Jose Andia AbregiBelum ada peringkat
- Plano de Evacuación ClerhpDokumen1 halamanPlano de Evacuación ClerhpEmilio Jose Andia AbregiBelum ada peringkat
- Ea 318Dokumen1 halamanEa 318Emilio Jose Andia AbregiBelum ada peringkat
- PSST Tecnosim 2022Dokumen5 halamanPSST Tecnosim 2022Emilio Jose Andia AbregiBelum ada peringkat
- Cronograma - CongresoDokumen4 halamanCronograma - CongresoEmilio Jose Andia AbregiBelum ada peringkat
- Compilatorio TEEX HSE Cursos CompletosDokumen15 halamanCompilatorio TEEX HSE Cursos CompletosEmilio Jose Andia AbregiBelum ada peringkat
- Sup IzajeDokumen1 halamanSup IzajeEmilio Jose Andia AbregiBelum ada peringkat
- EXTINTORESDokumen1 halamanEXTINTORESEmilio Jose Andia AbregiBelum ada peringkat
- Diapositivas - Guia para Elaborar El PSSTDokumen42 halamanDiapositivas - Guia para Elaborar El PSSTEmilio Jose Andia Abregi50% (2)
- 4 - Lista Sustancias Peligrosas - DancoDokumen3 halaman4 - Lista Sustancias Peligrosas - DancoEmilio Jose Andia AbregiBelum ada peringkat
- Free Book - Connect.spanishDokumen20 halamanFree Book - Connect.spanishEmilio Jose Andia AbregiBelum ada peringkat
- Ficha Tecnica Extintores Manuales SepDokumen2 halamanFicha Tecnica Extintores Manuales SepEmilio Jose Andia AbregiBelum ada peringkat
- Hoja de Seguridad Gas Natural 1 IdentifiDokumen2 halamanHoja de Seguridad Gas Natural 1 IdentifiEmilio Jose Andia AbregiBelum ada peringkat
- Problemas Resueltos de AlgoritmosDokumen17 halamanProblemas Resueltos de AlgoritmosDubanBelum ada peringkat
- 2023CV JavieraAlaideElizabethHerreraPedrozaDokumen5 halaman2023CV JavieraAlaideElizabethHerreraPedrozaCatherine Cordón AlfaroBelum ada peringkat
- Novenario CompletoDokumen92 halamanNovenario CompletoDiseño en tu CorreoBelum ada peringkat
- Ficha Tecnica VirexDokumen4 halamanFicha Tecnica VirexDiego SoláBelum ada peringkat
- Martin GuerreDokumen25 halamanMartin GuerreSAt41Belum ada peringkat
- Problema Cantidad de Movimiento ResueltoDokumen3 halamanProblema Cantidad de Movimiento ResueltoevangelinaBelum ada peringkat
- Chonta CuestionarioDokumen43 halamanChonta CuestionarioCarlos BustamanteBelum ada peringkat
- Linea de Tiempo Corriente PreclásicaDokumen1 halamanLinea de Tiempo Corriente PreclásicaRosa EstradaBelum ada peringkat
- Sesión 01 - Ii SemestreDokumen48 halamanSesión 01 - Ii SemestreEdgar Norabuena FigueroaBelum ada peringkat
- Aptitud AcadémicaDokumen30 halamanAptitud AcadémicabelliytBelum ada peringkat
- ESTEQUIOMETRIADokumen12 halamanESTEQUIOMETRIAnancy100% (1)
- Evaluación de Las Prácticas FormativasDokumen40 halamanEvaluación de Las Prácticas FormativasnataliBelum ada peringkat
- Cellebrite Desktop User Manual - SpanishDokumen88 halamanCellebrite Desktop User Manual - SpanishavogelpBelum ada peringkat
- Evidencia Examen Amortizacion y Fondos de Amortizacion Mayo 2020Dokumen16 halamanEvidencia Examen Amortizacion y Fondos de Amortizacion Mayo 2020Yarettzi PG0% (1)
- Ideas Claves Unidad 1Dokumen36 halamanIdeas Claves Unidad 1Tatiana Samantha Coello MendozaBelum ada peringkat
- La Espiritualidad DueloDokumen23 halamanLa Espiritualidad DueloLudoteca FunipriBelum ada peringkat
- Antomía Del Hipotálamo e HipófisisDokumen21 halamanAntomía Del Hipotálamo e HipófisisAlexis HernandezBelum ada peringkat
- Cartilla Quimica 2022Dokumen22 halamanCartilla Quimica 2022Mariana GrimaldiBelum ada peringkat
- 67 Pemex SRHRLDokumen7 halaman67 Pemex SRHRLPos Yo YoBelum ada peringkat
- Ideas y Consejos para Un Restaurante ExitosoDokumen5 halamanIdeas y Consejos para Un Restaurante ExitosoЛюдмила МарченкоBelum ada peringkat
- Barreras para La Participación de Los JóvenesDokumen7 halamanBarreras para La Participación de Los JóvenesJavier ArocaBelum ada peringkat
- Fuentes-De-Informaci NDokumen8 halamanFuentes-De-Informaci NAlejandra HernándezBelum ada peringkat
- Formato Informe PyP Final!!!Dokumen15 halamanFormato Informe PyP Final!!!ANDREA JULIANA OLMOS ROJASBelum ada peringkat
- Especificaciones Tecnicas DrywallDokumen16 halamanEspecificaciones Tecnicas DrywallNilocasas83% (35)
- Trabajo FarmacologiaDokumen10 halamanTrabajo FarmacologiaToto Donoso JaurèsBelum ada peringkat
- Resumen Biología Molecular PolioDokumen8 halamanResumen Biología Molecular PolioMaria Alejandra Martinez MoraBelum ada peringkat
- Que Es Un OvniDokumen19 halamanQue Es Un OvniJonathan Alexander Escalera ChanBelum ada peringkat
- TRABAJO - Cimentaciones Profundas Por Pilotes - Tipo AIIIDokumen25 halamanTRABAJO - Cimentaciones Profundas Por Pilotes - Tipo AIIIjelsi roddyBelum ada peringkat
- Tesis Mercadeo, Frank Gomez - Lulibet Dostal-1Dokumen100 halamanTesis Mercadeo, Frank Gomez - Lulibet Dostal-1Gereliz Arias100% (1)
- 59 Casos Practicos Educacion Primaria (257 Paginas)Dokumen257 halaman59 Casos Practicos Educacion Primaria (257 Paginas)Lucia Bermejo100% (1)