Anda mungkin juga menyukai
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Dari EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Penilaian: 5 dari 5 bintang5/5 (1)
- Composites MaterialDokumen47 halamanComposites MaterialNarkedamilli Tulasi RadhaBelum ada peringkat
- Seminar-2 ReportDokumen34 halamanSeminar-2 ReportAISHWARYABelum ada peringkat
- Composites (Byprem LataDokumen48 halamanComposites (Byprem LatalvvjkhpoggpskjzcpwBelum ada peringkat
- Composite Materials: Module I - Introduction Lectures 1 To 2Dokumen8 halamanComposite Materials: Module I - Introduction Lectures 1 To 2Vivek SBelum ada peringkat
- Composite Materials 2 Marks All 5 UnitsDokumen31 halamanComposite Materials 2 Marks All 5 UnitsM.ThirunavukkarasuBelum ada peringkat
- Unit-I TO Composite MaterialsDokumen40 halamanUnit-I TO Composite MaterialsSaisurendra VeerlaBelum ada peringkat
- 08 Chapter1Dokumen63 halaman08 Chapter1Inam Ul Haq100% (1)
- Netaji Subhash University of Technology: Home Assignment OnDokumen27 halamanNetaji Subhash University of Technology: Home Assignment OnParshant YadavBelum ada peringkat
- Composite MaterialDokumen67 halamanComposite MaterialQs 19Belum ada peringkat
- Chapter 1 To 5Dokumen47 halamanChapter 1 To 5Somanathan SubashBelum ada peringkat
- Lecture NotesDokumen44 halamanLecture NotesRaj KumarBelum ada peringkat
- Composite Material NotesDokumen19 halamanComposite Material NotesManjunath ShettarBelum ada peringkat
- UNIT 1 NotesDokumen44 halamanUNIT 1 NotesArun KumarBelum ada peringkat
- Natural Fiber-Reinforced Polymer CompositesDokumen17 halamanNatural Fiber-Reinforced Polymer Compositesjuang21Belum ada peringkat
- Materi Komposit - Prof. Anne ZulfiaDokumen59 halamanMateri Komposit - Prof. Anne ZulfiaMuhammad ThohariBelum ada peringkat
- Composite Materials: Composite Materials Are Made From Two or More Constituent Materials WithDokumen30 halamanComposite Materials: Composite Materials Are Made From Two or More Constituent Materials Withkiko generalBelum ada peringkat
- Fabrication of Composite Natural FiberDokumen30 halamanFabrication of Composite Natural FiberAditya GuptaBelum ada peringkat
- Composite FinalDokumen35 halamanComposite FinalSiddharth Kumar MauryaBelum ada peringkat
- Composite Materials: Unit 1Dokumen2 halamanComposite Materials: Unit 1maheshBelum ada peringkat
- ME363 Composite Materials and MechanicsDokumen3 halamanME363 Composite Materials and Mechanicsnandan144Belum ada peringkat
- COMPOSITES FinalDokumen29 halamanCOMPOSITES FinalJOSEPH REFUERZOBelum ada peringkat
- Chapter 16 AviDokumen12 halamanChapter 16 Avianton_deocampoBelum ada peringkat
- UntitledDokumen3 halamanUntitledashish RautBelum ada peringkat
- Load Transfer From Matrix To FiberDokumen10 halamanLoad Transfer From Matrix To FiberNisha RaniBelum ada peringkat
- Investigation of Mechanical Properties of Corn Fiber Reinforced With Biodegradable ResinDokumen4 halamanInvestigation of Mechanical Properties of Corn Fiber Reinforced With Biodegradable ResinRaja SajinBelum ada peringkat
- Composites6 TH SemDokumen30 halamanComposites6 TH SemAbhishek BhalchandraBelum ada peringkat
- Polymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic ResinsDokumen27 halamanPolymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic Resinsgidlavinay100% (1)
- Unit Ii Polymer Matrix CompositesDokumen121 halamanUnit Ii Polymer Matrix CompositesKarthick PrasadBelum ada peringkat
- Composite Material ReportDokumen22 halamanComposite Material ReportDevesh RajputBelum ada peringkat
- New Microsoft Office Word DocumentDokumen55 halamanNew Microsoft Office Word Documentkarnabalu100% (2)
- Developement of Hybrid Composite Using Natural FiberDokumen22 halamanDevelopement of Hybrid Composite Using Natural FiberSubham TalukdarBelum ada peringkat
- Study On Durability of Natural Fibre Concrete Composites Using Mechanical Strength and Microstructural PropertiesDokumen11 halamanStudy On Durability of Natural Fibre Concrete Composites Using Mechanical Strength and Microstructural PropertiesdivakarBelum ada peringkat
- Composite Materials - Ramazonov SaidjahonDokumen58 halamanComposite Materials - Ramazonov SaidjahonOysanam KenjaevaBelum ada peringkat
- Composites GrooverDokumen32 halamanComposites GrooverhilaldemirBelum ada peringkat
- Comparison of Jute Fiber Over Glass FibeDokumen5 halamanComparison of Jute Fiber Over Glass FibeBobby LupangoBelum ada peringkat
- Polymer Matrix CompositesDokumen84 halamanPolymer Matrix Compositesعلي الشمريBelum ada peringkat
- MSM Carbon FibreDokumen35 halamanMSM Carbon FibrelokeshkrkushwahaBelum ada peringkat
- CompositesDokumen24 halamanCompositesjrevanthmaniBelum ada peringkat
- Composite Fabrication Via The VARTM ProcessDokumen7 halamanComposite Fabrication Via The VARTM ProcessRaghu Raja PandiyanBelum ada peringkat
- Inorganic Fibers Lecture Class NoteDokumen23 halamanInorganic Fibers Lecture Class NoteGemeda GebinoBelum ada peringkat
- Group 3 - Composite MaterialsDokumen68 halamanGroup 3 - Composite MaterialsCARLIN JOSH MENDOZABelum ada peringkat
- Carbon Composite Material Used in Space ShuttlesDokumen11 halamanCarbon Composite Material Used in Space Shuttlesthangella_nagendraBelum ada peringkat
- Reinforced PolymerDokumen5 halamanReinforced PolymerIsakBelum ada peringkat
- 1da15me002 1Dokumen6 halaman1da15me002 1Rahul Darshan Srt100% (2)
- Polymers and Its TypesDokumen9 halamanPolymers and Its TypesZarnain khanBelum ada peringkat
- Introduction To CompositesDokumen44 halamanIntroduction To CompositesSyed Muhammad AliBelum ada peringkat
- Compositematerials 170302065645Dokumen48 halamanCompositematerials 170302065645vuliencn100% (1)
- Selection of Matrix and ReinforcementDokumen29 halamanSelection of Matrix and ReinforcementRanjit KumarBelum ada peringkat
- PolymersDokumen13 halamanPolymersVaibhav ShrivastavaBelum ada peringkat
- Metal Matrix Composites (MMCS) : Presented byDokumen23 halamanMetal Matrix Composites (MMCS) : Presented byKrishnarjun ParidaBelum ada peringkat
- Classification of CompositesDokumen4 halamanClassification of CompositeshijzainBelum ada peringkat
- Composite Materialslab Text BookDokumen49 halamanComposite Materialslab Text BookSHAHBAZ PBelum ada peringkat
- CM - Question Bank - Unit I IIDokumen2 halamanCM - Question Bank - Unit I IIpatlninadBelum ada peringkat
- Title of ResearchDokumen6 halamanTitle of ResearchNkem OkonkwoBelum ada peringkat
- MachenicalDokumen45 halamanMachenicalNaveesh GuptaBelum ada peringkat
- Introduction To Composite MaterialsDokumen3 halamanIntroduction To Composite Materialsvenugopal_aeroBelum ada peringkat
- FibresDokumen73 halamanFibresmydaddy123Belum ada peringkat
- Engineering MaterialsDokumen53 halamanEngineering MaterialsRAGINI PASUPULETIBelum ada peringkat
- Closed Moulding ProcessDokumen8 halamanClosed Moulding ProcessprasannabalajiBelum ada peringkat
- Drawing Disbursing OfcrDokumen23 halamanDrawing Disbursing OfcrRandy VidsBelum ada peringkat
- 151-Bankers Indemnity PolicyDokumen10 halaman151-Bankers Indemnity PolicyRandy VidsBelum ada peringkat
- Indian Institute of Banking & Finance: Maker Towers, F' Wing, 19 Floor, Cuffe Parade Mumbai 400 005Dokumen2 halamanIndian Institute of Banking & Finance: Maker Towers, F' Wing, 19 Floor, Cuffe Parade Mumbai 400 005Randy VidsBelum ada peringkat
- Me6016 Question BankDokumen28 halamanMe6016 Question BankRandy VidsBelum ada peringkat
- JCB Genuine AntifreezeDokumen1 halamanJCB Genuine AntifreezeВладимир ШведBelum ada peringkat
- Ice-Lined Refrigerator: Refrigeration SystemDokumen2 halamanIce-Lined Refrigerator: Refrigeration SystemfranslalaBelum ada peringkat
- CE 241 Materials Science Solutions of Problem Set 3Dokumen14 halamanCE 241 Materials Science Solutions of Problem Set 3yasin yttBelum ada peringkat
- Chapter 2 MasonryDokumen81 halamanChapter 2 MasonryNabin MahatoBelum ada peringkat
- Abbattitore Di Temperatura Mod. BF-P101 - UKDokumen3 halamanAbbattitore Di Temperatura Mod. BF-P101 - UKConrado TangariBelum ada peringkat
- Winkler Curved Beam TheoryDokumen21 halamanWinkler Curved Beam TheoryMuluken TemesgenBelum ada peringkat
- WaterDokumen9 halamanWaterRakshit GhanghasBelum ada peringkat
- Design PhilosophyDokumen49 halamanDesign PhilosophyAnuj ChandiwalaBelum ada peringkat
- Engineering Data - McQUay R410a PDFDokumen100 halamanEngineering Data - McQUay R410a PDFHenry Phan75% (4)
- Technical Information: The Stelrad You Know and So Much MoreDokumen2 halamanTechnical Information: The Stelrad You Know and So Much MoreSunnyBelum ada peringkat
- Cie-126 p2 MergedDokumen52 halamanCie-126 p2 MergedGanigan GajoBelum ada peringkat
- Heat ExchangersDokumen66 halamanHeat ExchangerssafwanBelum ada peringkat
- Technical Regulations For RoadsDokumen14 halamanTechnical Regulations For RoadsAlexe FloreaBelum ada peringkat
- Materials For Hip Prostheses: A Review of Wear and Loading ConsiderationsDokumen26 halamanMaterials For Hip Prostheses: A Review of Wear and Loading ConsiderationsEka NatsvlishviliBelum ada peringkat
- Method Statement For Installation & Termination of LV Cables & WiresDokumen4 halamanMethod Statement For Installation & Termination of LV Cables & WiresDong Vanra100% (2)
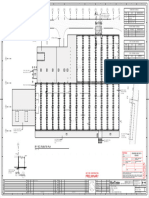
- P23008-St-Ti Tree Dry Mess-Rvt21-001 - Sheet - 7m-5650-S-00005 - Dry Mess Foundation PlanDokumen1 halamanP23008-St-Ti Tree Dry Mess-Rvt21-001 - Sheet - 7m-5650-S-00005 - Dry Mess Foundation Planmaodcb5Belum ada peringkat
- Nebosh Fire Certificate Element 4 Part 1 Issue Oct 2011Dokumen53 halamanNebosh Fire Certificate Element 4 Part 1 Issue Oct 2011RK100% (3)
- To Understand Different Components of VCR System and To Determine Its COPDokumen6 halamanTo Understand Different Components of VCR System and To Determine Its COPMohit MinzBelum ada peringkat
- Kranthi Kumar CVDokumen5 halamanKranthi Kumar CVAmanBelum ada peringkat
- Formwork: A Study of Its Various Types, Materials AND Construction TechniquesDokumen39 halamanFormwork: A Study of Its Various Types, Materials AND Construction Techniquessujan pokhrelBelum ada peringkat
- Datasheet & Installation ManualDokumen26 halamanDatasheet & Installation Manualnadeem UddinBelum ada peringkat
- Purpose of Master Batch PPA in PEDokumen49 halamanPurpose of Master Batch PPA in PEin_abhay2706Belum ada peringkat
- Maxflux SAF-8 (LS) : Agglomerated Basic Flux For Submerged Arc WeldingDokumen1 halamanMaxflux SAF-8 (LS) : Agglomerated Basic Flux For Submerged Arc WeldingPrashant KumarBelum ada peringkat
- Lecture 10 - Bulk Forming - Reduction & ExtrusionDokumen29 halamanLecture 10 - Bulk Forming - Reduction & ExtrusionSebastian OrdoñezBelum ada peringkat
- Exam July AnswersDokumen30 halamanExam July AnswersLuis Enrique MadureriBelum ada peringkat
- TIMKEN - BearingsDokumen476 halamanTIMKEN - Bearingsbube2Belum ada peringkat
- Sample Heat Exchanger U-TUBE ReportDokumen66 halamanSample Heat Exchanger U-TUBE Report9913489806Belum ada peringkat
- BN - 5687 Hexalobular Socket Pan Head Machine Screws Fully Threaded (A2)Dokumen3 halamanBN - 5687 Hexalobular Socket Pan Head Machine Screws Fully Threaded (A2)MSD ENGRBelum ada peringkat
- 1 Stress and StrainDokumen14 halaman1 Stress and StraincikmonBelum ada peringkat
- APP129Dokumen10 halamanAPP129Gary LoBelum ada peringkat