Anda mungkin juga menyukai
- Ductos para OxigenoDokumen19 halamanDuctos para OxigenoJuan Carlos Cerrato CruzBelum ada peringkat
- Pdvsa: Manual de Ingenieria de DiseñoDokumen7 halamanPdvsa: Manual de Ingenieria de Diseñoluismanuel.g10Belum ada peringkat
- 2 Captacion, Separacion y Compresion 2009Dokumen66 halaman2 Captacion, Separacion y Compresion 2009David Knutti VidaurreBelum ada peringkat
- In06001 INSPECCION DE TQS PDFDokumen18 halamanIn06001 INSPECCION DE TQS PDFcperez10000Belum ada peringkat
- Proc-Transf Calor-003 - Revisado CLCH - R9 PDFDokumen76 halamanProc-Transf Calor-003 - Revisado CLCH - R9 PDFOscar GaliciaBelum ada peringkat
- Evaluación del proceso de deshidratación MEG para el desarrollo del campo MargaritaDokumen10 halamanEvaluación del proceso de deshidratación MEG para el desarrollo del campo MargaritaHaider Pérez SánchezBelum ada peringkat
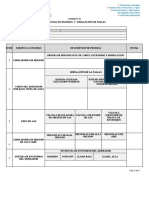
- Protocolo de Pruebas y Simulacion de Fallas Caldera de 800 BHPDokumen2 halamanProtocolo de Pruebas y Simulacion de Fallas Caldera de 800 BHPMARTIN FRANCISCO JIMENEZ ALIAGABelum ada peringkat
- Pretratamiento Convencional Vs UltrafiltraciónDokumen29 halamanPretratamiento Convencional Vs Ultrafiltración@sssBelum ada peringkat
- Int. Tubo y CorazaDokumen27 halamanInt. Tubo y CorazaBeth Santiss100% (1)
- Simulación de circuitos LTSDokumen20 halamanSimulación de circuitos LTSmatias vegaBelum ada peringkat
- CentroManejoLiquidosBloqueNejoDokumen52 halamanCentroManejoLiquidosBloqueNejogeny9658090% (1)
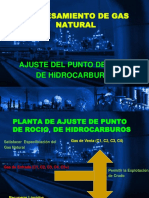
- Ajuste de Punto de Rocio Rev-1Dokumen32 halamanAjuste de Punto de Rocio Rev-1Luis Alberto Flores CarballoBelum ada peringkat
- Especificaciones de VálvulasDokumen88 halamanEspecificaciones de VálvulasCésar SantanaBelum ada peringkat
- Cme 40 2011 Ole Petroperu BasesDokumen60 halamanCme 40 2011 Ole Petroperu BaseseduardoBelum ada peringkat
- Lubricacion en Equipos Rotativos CGDokumen20 halamanLubricacion en Equipos Rotativos CGcesarBelum ada peringkat
- Código ASME y Normas TEMA para Intercambiadores de CalorDokumen5 halamanCódigo ASME y Normas TEMA para Intercambiadores de CalorHerrera Ramses JoestarBelum ada peringkat
- Ec2 3011709 18001 Id Cin GG 001Dokumen22 halamanEc2 3011709 18001 Id Cin GG 001Danilo Valenzuela100% (1)
- Procedimiento Seguro Protección CatódicaDokumen16 halamanProcedimiento Seguro Protección CatódicaE&E - SUPERVISIÓN HSEBelum ada peringkat
- Trampa ScrapperDokumen27 halamanTrampa Scrapperperea_hernan100% (1)
- Guía para Solución de Problemas en Una Bomba CentrífugaDokumen7 halamanGuía para Solución de Problemas en Una Bomba CentrífugaUlises ValdezBelum ada peringkat
- Fecha Revisión Observaciones: Memoria DescriptivaDokumen54 halamanFecha Revisión Observaciones: Memoria Descriptivadiego veyzagaBelum ada peringkat
- Hoja de Seguridad Therminol 55Dokumen8 halamanHoja de Seguridad Therminol 55japerezg murphyBelum ada peringkat
- Puesta en Marcha y Entrega de Plantas Químicas y Petroleras (II)Dokumen12 halamanPuesta en Marcha y Entrega de Plantas Químicas y Petroleras (II)Robert MontoyaBelum ada peringkat
- 2 GPK-PRM-02 Medicion de Temperatura (Termometro Electronico)Dokumen3 halaman2 GPK-PRM-02 Medicion de Temperatura (Termometro Electronico)Julian Felipe Noguera CruzBelum ada peringkat
- Suavizacion Agua CursoDokumen22 halamanSuavizacion Agua Cursogustavo_altamirano22Belum ada peringkat
- Ac1080900-Pb0d3-Pd05014 - Filosofía de Operación y Control-Rev ADokumen52 halamanAc1080900-Pb0d3-Pd05014 - Filosofía de Operación y Control-Rev AskeylaBelum ada peringkat
- Pliego Tecnico IPC Planta de Amina Caigua en La VertienteDokumen73 halamanPliego Tecnico IPC Planta de Amina Caigua en La Vertientediego veyzagaBelum ada peringkat
- Mirbla SaDokumen58 halamanMirbla SaAlvaro Reimar Ferrufino Martinez100% (1)
- Instrumentación de compresores PDVSADokumen20 halamanInstrumentación de compresores PDVSALeandro Javier Mora ParedesBelum ada peringkat
- Desarrollo de Un Plan de Mantenimiento Preventivo de Tanques Atmosféricos de Techo Fijo para Almacenamiento de PetróleoDokumen9 halamanDesarrollo de Un Plan de Mantenimiento Preventivo de Tanques Atmosféricos de Techo Fijo para Almacenamiento de Petróleohoke-14Belum ada peringkat
- Contadores de gas con membrana G1.6A y G2.5ADokumen2 halamanContadores de gas con membrana G1.6A y G2.5AagomezyBelum ada peringkat
- 15GIST004-RETSA10-A Registro de Comisionado - CalderaDokumen5 halaman15GIST004-RETSA10-A Registro de Comisionado - CalderaErick Cartagena cajacuriBelum ada peringkat
- Trabajo Plantas AmoniacoDokumen19 halamanTrabajo Plantas AmoniacoDaniela Suárez CárdenasBelum ada peringkat
- Radiografia IndustrialDokumen14 halamanRadiografia IndustrialBladimir Soliz PardoBelum ada peringkat
- Anti Corrosivo para Industria de PetroleoDokumen7 halamanAnti Corrosivo para Industria de PetroleorodrigojuliBelum ada peringkat
- Procedimientos para El Diseño de Intercambiadores de Calor de Tubo y CorazaDokumen16 halamanProcedimientos para El Diseño de Intercambiadores de Calor de Tubo y CorazaFABGOILMANBelum ada peringkat
- Memoria Descriptiva Línea de Flujo - Macolla G5ADokumen46 halamanMemoria Descriptiva Línea de Flujo - Macolla G5Awilliam silva100% (1)
- Enfriamiento metanol 52-32oCDokumen1 halamanEnfriamiento metanol 52-32oCCatalina AcevedoBelum ada peringkat
- Instrumentacion de ReactoresDokumen6 halamanInstrumentacion de ReactoresKarloz Alonzo Rangel Ozornio100% (1)
- Cambiadores de CalorDokumen33 halamanCambiadores de CalorMiguel Montero AlonsoBelum ada peringkat
- NTC3649 PDFDokumen9 halamanNTC3649 PDFEdinsonBelum ada peringkat
- Tea Ko Drum T-MBD-101Dokumen19 halamanTea Ko Drum T-MBD-101carloslimasanchezBelum ada peringkat
- Cañerías de ConducciónDokumen8 halamanCañerías de ConducciónLucas Ezequiel BancoBelum ada peringkat
- Barrido y limpieza de tuberías en instalaciones de ingenieríaDokumen2 halamanBarrido y limpieza de tuberías en instalaciones de ingenieríaMAYRA LUCERO RIVERABelum ada peringkat
- PEP Simbología de Equipo de ProcesoDokumen34 halamanPEP Simbología de Equipo de ProcesoNelly SalgadoBelum ada peringkat
- SDVDokumen2 halamanSDVcecilia_colungBelum ada peringkat
- EstimaciónGasConsumoPCMDokumen1 halamanEstimaciónGasConsumoPCMMarisol Arriaga GonzalesBelum ada peringkat
- Determinacion de La Cantidad de Agua en El Gas NaturalDokumen4 halamanDeterminacion de La Cantidad de Agua en El Gas NaturalLuis Chino SarsuriBelum ada peringkat
- Propuesta para Inhibidor de CorrosiónDokumen61 halamanPropuesta para Inhibidor de CorrosiónRodolfoBelum ada peringkat
- Presentacion 16 Lista de LineasDokumen17 halamanPresentacion 16 Lista de Lineasisrael100% (1)
- Diseño y Cálculo Del Odorizador Por ArrastreDokumen6 halamanDiseño y Cálculo Del Odorizador Por ArrastreJobita JMBelum ada peringkat
- Sistema de Aire de PlantaDokumen45 halamanSistema de Aire de PlantaVidalBelum ada peringkat
- Destilación Tower - P&IDDokumen1 halamanDestilación Tower - P&IDDaríoHidalgoBelum ada peringkat
- Anexo Tecnico Esp-A-002Dokumen115 halamanAnexo Tecnico Esp-A-002Mario ChaparroBelum ada peringkat
- Nte Inen 2903 PDFDokumen14 halamanNte Inen 2903 PDFIbeth ..Belum ada peringkat
- NORMAS TÉCNICAS TEMA CLASE (Presentación)Dokumen30 halamanNORMAS TÉCNICAS TEMA CLASE (Presentación)chejoman1979Belum ada peringkat
- Sistema de Control para La Deshidratación de Gas NaturalDokumen3 halamanSistema de Control para La Deshidratación de Gas NaturalLesbiakarina0% (1)
- Caroca Rodriguez Roberto AntonioDokumen77 halamanCaroca Rodriguez Roberto AntonioJavier Reyes IBelum ada peringkat
- Ind 175 Operaciones Unitarias IDokumen5 halamanInd 175 Operaciones Unitarias ICeleste Marina Fernandez GutierrezBelum ada peringkat
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Dari EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Penilaian: 5 dari 5 bintang5/5 (1)
- Financiamiento Bellaterra PDFDokumen3 halamanFinanciamiento Bellaterra PDFNector MoyanoBelum ada peringkat
- 1 Ing Jose Campos PDFDokumen33 halaman1 Ing Jose Campos PDFAndrew B. Choque ManriqueBelum ada peringkat
- Electrodos de SoldaduraDokumen1 halamanElectrodos de SoldaduraNector MoyanoBelum ada peringkat
- Lista de Chequeo ConsideracionesDokumen1 halamanLista de Chequeo ConsideracionesNector MoyanoBelum ada peringkat
- Informe 14 COVID 19 ChileDokumen5 halamanInforme 14 COVID 19 ChileXexy CeciliaBelum ada peringkat
- Catalogo Bellaterra 2019Dokumen14 halamanCatalogo Bellaterra 2019Nector MoyanoBelum ada peringkat
- Listado de Especialidades PGP 2018 Sta FeDokumen14 halamanListado de Especialidades PGP 2018 Sta FeNector MoyanoBelum ada peringkat
- Formato Iso AndesDokumen4 halamanFormato Iso AndesNector MoyanoBelum ada peringkat
- Inf. TécnicoDokumen15 halamanInf. TécnicoNector MoyanoBelum ada peringkat
- Estrategia de Cuentas Obligatorias 2017-2041Dokumen22 halamanEstrategia de Cuentas Obligatorias 2017-2041Nector MoyanoBelum ada peringkat
- 8.3. - WPS - 10727-01 y 15905-02Dokumen8 halaman8.3. - WPS - 10727-01 y 15905-02Nector MoyanoBelum ada peringkat
- Copia de Listado de Especialidades PGP ConstitucionDokumen9 halamanCopia de Listado de Especialidades PGP ConstitucionNector MoyanoBelum ada peringkat
- Cuidado y MantenimientoDokumen2 halamanCuidado y MantenimientoR Flores CuriñaupaBelum ada peringkat
- 47 - Calculo AFP - Cuenta ObligatoriaDokumen1 halaman47 - Calculo AFP - Cuenta ObligatoriaNector MoyanoBelum ada peringkat
- Cálculo BonoDokumen4 halamanCálculo BonoNector MoyanoBelum ada peringkat
- ASME Sección IX Soldadura Procedimientos CalificaciónDokumen3 halamanASME Sección IX Soldadura Procedimientos CalificaciónNector MoyanoBelum ada peringkat
- SoldadoresDokumen2 halamanSoldadoresNector MoyanoBelum ada peringkat
- Citec7 PDFDokumen4 halamanCitec7 PDFNector MoyanoBelum ada peringkat
- Nector Moyano: Ha Participado en El Siguiente Curso de La Pontificia Universidad Católica Del PerúDokumen1 halamanNector Moyano: Ha Participado en El Siguiente Curso de La Pontificia Universidad Católica Del PerúNector MoyanoBelum ada peringkat
- Base de Datos Piping Línea de SopladoDokumen4 halamanBase de Datos Piping Línea de SopladoNector MoyanoBelum ada peringkat
- Términos y Definiciones End PTDokumen3 halamanTérminos y Definiciones End PTNector MoyanoBelum ada peringkat
- #@Q¡H Flw'o:, RRRLRNDokumen1 halaman#@Q¡H Flw'o:, RRRLRNNector MoyanoBelum ada peringkat
- E2-E20-5 Mecanica CFTDokumen2 halamanE2-E20-5 Mecanica CFTNector MoyanoBelum ada peringkat
- Tema8-Ensayos No DestructivosDokumen56 halamanTema8-Ensayos No DestructivosvagologiaBelum ada peringkat
- Calificación de soldaduras de aluminioDokumen52 halamanCalificación de soldaduras de aluminiomarinogironBelum ada peringkat
- Base de Datos Piping Línea de SopladoDokumen4 halamanBase de Datos Piping Línea de SopladoNector MoyanoBelum ada peringkat
- SoldadoresDokumen2 halamanSoldadoresNector MoyanoBelum ada peringkat
- Cálculo BonoDokumen1 halamanCálculo BonoNector MoyanoBelum ada peringkat
- Ejercicios Recomendados Parcial No 2 Termodinámica I - 202130Dokumen5 halamanEjercicios Recomendados Parcial No 2 Termodinámica I - 202130Esnaider AlvarezBelum ada peringkat
- UntitledDokumen5 halamanUntitledFer UreñaBelum ada peringkat
- InformeLab3-Fuerza de Sustentacion y ArrastreDokumen14 halamanInformeLab3-Fuerza de Sustentacion y ArrastreCleiner Michael Marin BarzolaBelum ada peringkat
- Practica 2 - Balance de Energia1Dokumen1 halamanPractica 2 - Balance de Energia1jeshuelangelBelum ada peringkat
- Cuadro Comparativo-Intercambiadores de CalorDokumen5 halamanCuadro Comparativo-Intercambiadores de CalorSebastián Cabrera SegoviaBelum ada peringkat
- 40DQVDokumen4 halaman40DQVMariaBelum ada peringkat
- Diseño estructural NSR-2010 piscina ChachaguiDokumen38 halamanDiseño estructural NSR-2010 piscina ChachaguiGabriela DelgadoBelum ada peringkat
- Deformacion en VigasDokumen1 halamanDeformacion en VigasCamilo Juyo CastiblancoBelum ada peringkat
- Cerámicos 1.2Dokumen5 halamanCerámicos 1.2ariel dominguez nolascoBelum ada peringkat
- Tensión superficial: efectos y relación con la temperaturaDokumen5 halamanTensión superficial: efectos y relación con la temperaturajhonatan bastoBelum ada peringkat
- Inercia Térmica de Materiales 1Dokumen13 halamanInercia Térmica de Materiales 1CEIDY JOHANNA MESA RICAURTEBelum ada peringkat
- Primera LeyDokumen16 halamanPrimera LeyarmandoBelum ada peringkat
- Flujo de FluidosDokumen34 halamanFlujo de FluidosKatty Varas100% (1)
- Ejercicio Método de PerrineDokumen7 halamanEjercicio Método de PerrineOmar Jose Morales CameloBelum ada peringkat
- Brazo Hidraulico GrupoDokumen18 halamanBrazo Hidraulico GrupoKELLY STEPHANY MELINDA SIMON LOPEZBelum ada peringkat
- Unidades de Medicion Segun Sus VariablesDokumen2 halamanUnidades de Medicion Segun Sus VariablesMaritza PanacualBelum ada peringkat
- Capitulo 3Dokumen62 halamanCapitulo 3Alex TiconaBelum ada peringkat
- Taller Equilibrio QcoDokumen4 halamanTaller Equilibrio QcoDani CVBelum ada peringkat
- Análisis matricial de una parrillaDokumen18 halamanAnálisis matricial de una parrillaAnthony Guerrero FacioBelum ada peringkat
- Informe 11 - Perdidas Por FricciónDokumen9 halamanInforme 11 - Perdidas Por FricciónJose Daniel Lavado FuentesBelum ada peringkat
- Viga Empotrada Con Cargas PuntualesDokumen4 halamanViga Empotrada Con Cargas PuntualesEdwin MamaniBelum ada peringkat
- Transporte de Gases N°2Dokumen42 halamanTransporte de Gases N°2Jean Carlos LatinoBelum ada peringkat
- Flujo de agua a un tanque en techoDokumen4 halamanFlujo de agua a un tanque en techoJuan Alvarado GutiérrezBelum ada peringkat
- Catalogo de Precios TRS SIN IVA PDFDokumen53 halamanCatalogo de Precios TRS SIN IVA PDFISMAEL ENRIQUE VALENCIA JURADOBelum ada peringkat
- Calor Sensible y LatenteDokumen21 halamanCalor Sensible y LatenteMatt QMBelum ada peringkat
- Apéndice E - Propiedades Del Aire PDFDokumen2 halamanApéndice E - Propiedades Del Aire PDFHCBelum ada peringkat
- MTC 309Dokumen11 halamanMTC 309borBelum ada peringkat
- Memoria Prácticas Informatica IEFMDokumen33 halamanMemoria Prácticas Informatica IEFMRubén García MoratoBelum ada peringkat
- Resistencia subrasante pavimentosDokumen41 halamanResistencia subrasante pavimentosmarcela Castro100% (1)
- Medición de Caudal (Descargable)Dokumen58 halamanMedición de Caudal (Descargable)rodrigoBelum ada peringkat