Anda mungkin juga menyukai
- Cuadernillos Preparate Unidos ComprimidoDokumen923 halamanCuadernillos Preparate Unidos Comprimidolucia100% (1)
- Yacimiento Mantoverde 1Dokumen10 halamanYacimiento Mantoverde 1Omara ValentinaBelum ada peringkat
- Ciclo de Vida-Acero de RefuerzoDokumen23 halamanCiclo de Vida-Acero de RefuerzoJazmin Guadalupe Reyes MarínBelum ada peringkat
- Escorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaDari EverandEscorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaBelum ada peringkat
- Emisiones de Fundiciones FerrosasDokumen15 halamanEmisiones de Fundiciones FerrosasDaniel CanalesBelum ada peringkat
- Remediación de SuelosDokumen17 halamanRemediación de SuelosLuisa CamachoBelum ada peringkat
- 239mi Extraccion Por SolventesDokumen10 halaman239mi Extraccion Por SolventesJavier Juarez100% (1)
- Contaminación Química Del Agua de Consumo de Cerro deDokumen7 halamanContaminación Química Del Agua de Consumo de Cerro deRichard JanampaBelum ada peringkat
- Residuos Sólidos IndustrialesDokumen49 halamanResiduos Sólidos IndustrialesJelssy Huaringa Yupanqui0% (1)
- Balance Metalurgico Del FeDokumen6 halamanBalance Metalurgico Del FeYenny Julissa Quispe MendozaBelum ada peringkat
- Siderurgia y acería (EDokumen6 halamanSiderurgia y acería (EEmerson SivinchaBelum ada peringkat
- Concentración de MineralesDokumen5 halamanConcentración de MineralesMax Andres Robles AlvaradoBelum ada peringkat
- Informe AtacochaDokumen113 halamanInforme AtacochaJAMESBelum ada peringkat
- Reciclaje de AluminioDokumen5 halamanReciclaje de Aluminioielou0Belum ada peringkat
- Tesis Restauracion Ecologica de Tierras MinadasDokumen27 halamanTesis Restauracion Ecologica de Tierras MinadasOmar QuirozBelum ada peringkat
- Tarea ResueltaDokumen3 halamanTarea ResueltaRichard R. GómezBelum ada peringkat
- Valorización de Escoria Metalúrgica de La Industria Del CobreDokumen118 halamanValorización de Escoria Metalúrgica de La Industria Del Cobrecarlos120118100% (1)
- Acido Nitrico Material CorrosivoDokumen4 halamanAcido Nitrico Material CorrosivokellyminotBelum ada peringkat
- La Cerámica Es Uno de Los Productos Que Genera Más Impacto Ambiental Desde El Mismo Momento de Su Fabricación Hasta Su EliminaciónDokumen2 halamanLa Cerámica Es Uno de Los Productos Que Genera Más Impacto Ambiental Desde El Mismo Momento de Su Fabricación Hasta Su EliminaciónJuan Pablo Martinez Olaya100% (1)
- Horno Electrico 2011Dokumen64 halamanHorno Electrico 2011frank100% (2)
- TIOUREADokumen4 halamanTIOUREAMila MilasBelum ada peringkat
- Hidrometalurgia Del CobreDokumen35 halamanHidrometalurgia Del CobreLuzBraBelum ada peringkat
- Siderurgia y Diagrama de Fases FinalDokumen69 halamanSiderurgia y Diagrama de Fases FinalJurgen Kevin SolisBelum ada peringkat
- Caracterizacion de Agua de MinaDokumen35 halamanCaracterizacion de Agua de MinaCarlos Jhoan100% (1)
- TioureaDokumen10 halamanTioureanancyBelum ada peringkat
- TostacionDokumen5 halamanTostacionRoberto Morales DmzBelum ada peringkat
- Cales Dolomiticas para La SiderurgDokumen62 halamanCales Dolomiticas para La SiderurgJESUS FRANCISCO DUARTEBelum ada peringkat
- Fundiciones Ferrosas Emisiones PDFDokumen42 halamanFundiciones Ferrosas Emisiones PDFnardo antonio llanos matus100% (1)
- Danny Castillo LixiviacionDokumen8 halamanDanny Castillo LixiviacionRenzo Paolo Davila MedinaBelum ada peringkat
- BISMUTODokumen20 halamanBISMUTOLalyCarmen EspinozaBelum ada peringkat
- Empresa Administradora Cerro S.A.C.Dokumen5 halamanEmpresa Administradora Cerro S.A.C.Jordan OlivaresBelum ada peringkat
- Contaminación Por Metales Pesados en Suelo Provocada Por La Industria MineraDokumen5 halamanContaminación Por Metales Pesados en Suelo Provocada Por La Industria MineraPatrick Diaz LBelum ada peringkat
- Manejo Del CianuroDokumen47 halamanManejo Del CianuroJose Matos100% (1)
- La SiderurgiaDokumen27 halamanLa SiderurgiaSole Garcia BelloBelum ada peringkat
- Obtención de Cobre A Partir de BiolixiviaciónDokumen14 halamanObtención de Cobre A Partir de BiolixiviaciónDaniel Emilio Castro NavarroBelum ada peringkat
- Industria Pesquera en El Perú...Dokumen6 halamanIndustria Pesquera en El Perú...Ximena CastilloBelum ada peringkat
- La industria del litio en ChileDokumen14 halamanLa industria del litio en ChileKarla Fernández50% (2)
- ArcillasDokumen6 halamanArcillasanon_840275619Belum ada peringkat
- Tipos de Hornos para AceroDokumen3 halamanTipos de Hornos para AceroGuido Alejandro Vila MontañoBelum ada peringkat
- METALURGIADokumen51 halamanMETALURGIAMarlonGaitanOlivasBelum ada peringkat
- ELECTROOBTENCIONDokumen6 halamanELECTROOBTENCIONChristian SantamariaBelum ada peringkat
- ANEXO 1B Responsiva Diaria NiñosDokumen1 halamanANEXO 1B Responsiva Diaria NiñosJesus Figeroa CardenazBelum ada peringkat
- Contaminación Del Agua A Causa de La MineríaDokumen5 halamanContaminación Del Agua A Causa de La MineríaLuis Perez0% (1)
- Ejercicios de Siderurgia 2 Unidad 1Dokumen8 halamanEjercicios de Siderurgia 2 Unidad 1Ale SKBelum ada peringkat
- Proceso Metalurgico Del HierroDokumen35 halamanProceso Metalurgico Del HierromisaelBelum ada peringkat
- Evolucion Geologica de La TierraDokumen14 halamanEvolucion Geologica de La TierraangelBelum ada peringkat
- Que es la Soldadura AluminotermicaDokumen6 halamanQue es la Soldadura AluminotermicaMarvin William Montes CristoBelum ada peringkat
- EwDokumen2 halamanEwCamila Ignacia Uribe RodriguezBelum ada peringkat
- Tema 15. - Durabilidad Del Cemento de Aluminato de CalcioDokumen44 halamanTema 15. - Durabilidad Del Cemento de Aluminato de CalcioANABelum ada peringkat
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDokumen8 halamanConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoBelum ada peringkat
- Acero Aluminotermico Nuevas AplicasionesDokumen4 halamanAcero Aluminotermico Nuevas AplicasionesCandice SparksBelum ada peringkat
- Procesos Pirometalurgicos Del Cobre, Oro Y Plata: Ing° José Castillo MontalvánDokumen151 halamanProcesos Pirometalurgicos Del Cobre, Oro Y Plata: Ing° José Castillo Montalvánkaty lopez arrietaBelum ada peringkat
- Lixiviación de Minerales Complejos de CuDokumen15 halamanLixiviación de Minerales Complejos de CuFelipe FernandezBelum ada peringkat
- Ciudades Planificas en El PeruDokumen31 halamanCiudades Planificas en El PeruCarlos EchegarayBelum ada peringkat
- U2) Minerales de HierroDokumen76 halamanU2) Minerales de HierroKnos PeBelum ada peringkat
- Protección tuberías cobreDokumen7 halamanProtección tuberías cobreeduardo andres rodriguez pobleteBelum ada peringkat
- CALCOPIRITADokumen4 halamanCALCOPIRITADoux RaBelum ada peringkat
- CAN-Mercosur-Perú-CubaDokumen10 halamanCAN-Mercosur-Perú-CubaGabriel Marchena RiosBelum ada peringkat
- Programas de Protección Regional de Áreas Prioritarias de grandes ballenas en el golfo de California y costa occidental de Baja California Sur: Propuestas de conservaciónDari EverandProgramas de Protección Regional de Áreas Prioritarias de grandes ballenas en el golfo de California y costa occidental de Baja California Sur: Propuestas de conservaciónBelum ada peringkat
- Laminas de TechoDokumen18 halamanLaminas de TechoDiego Quesada CoronadoBelum ada peringkat
- Combustibles SiderurgicosDokumen10 halamanCombustibles SiderurgicosGabriel Rodríguez SuttaBelum ada peringkat
- Tipos de documentos de identidad, entidades financieras y comprobantes de pagoDokumen4 halamanTipos de documentos de identidad, entidades financieras y comprobantes de pagosonia717Belum ada peringkat
- FORMATO LIBRO CAJA Y BANCOS 2do UDokumen14 halamanFORMATO LIBRO CAJA Y BANCOS 2do UThalia QuispeBelum ada peringkat
- Caratula PPP Iii ContabilidadDokumen1 halamanCaratula PPP Iii ContabilidadThalia QuispeBelum ada peringkat
- Healthy Food Habits for TeensDokumen4 halamanHealthy Food Habits for TeensThalia QuispeBelum ada peringkat
- Examen de Contabilidad II - Asientos ContablesDokumen2 halamanExamen de Contabilidad II - Asientos ContablesThalia QuispeBelum ada peringkat
- Acciones importantes secundaria 3er 4to gradoDokumen2 halamanAcciones importantes secundaria 3er 4to gradoThalia QuispeBelum ada peringkat
- 8modelo de Horario PPPDokumen2 halaman8modelo de Horario PPPThalia QuispeBelum ada peringkat
- Ejercicios Del Libro Caja y Bancos en ClaseDokumen2 halamanEjercicios Del Libro Caja y Bancos en ClaseThalia QuispeBelum ada peringkat
- 234 - Formato11 (FORMATO Libro Caja y Bancos)Dokumen2 halaman234 - Formato11 (FORMATO Libro Caja y Bancos)rubemm80% (5)
- Etiqueta de Archivo PPP IiiDokumen1 halamanEtiqueta de Archivo PPP IiiThalia QuispeBelum ada peringkat
- Estructura Informe PPP IIIDokumen2 halamanEstructura Informe PPP IIIThalia QuispeBelum ada peringkat
- Lista de Cotejo Nro 01Dokumen1 halamanLista de Cotejo Nro 01Thalia QuispeBelum ada peringkat
- Inglés A1 3ro y 4to (Activity 1) Exp 9Dokumen2 halamanInglés A1 3ro y 4to (Activity 1) Exp 9Thalia QuispeBelum ada peringkat
- Inglés A1 3ro y 4to (Activity 1) Exp 8Dokumen3 halamanInglés A1 3ro y 4to (Activity 1) Exp 8Thalia QuispeBelum ada peringkat
- Aprendo en Casa Experiencia 9 Actividad 1 5to.Dokumen8 halamanAprendo en Casa Experiencia 9 Actividad 1 5to.Thalia QuispeBelum ada peringkat
- CT Act 4 Exp 8Dokumen11 halamanCT Act 4 Exp 8Thalia QuispeBelum ada peringkat
- EnsayoDokumen3 halamanEnsayoThalia QuispeBelum ada peringkat
- Acróstico Sheyla 5to CDokumen1 halamanAcróstico Sheyla 5to CThalia Quispe50% (2)
- ACTIVIDAD 3 - CcssDokumen3 halamanACTIVIDAD 3 - CcssThalia QuispeBelum ada peringkat
- Flotación de minerales oxidados de plomoDokumen13 halamanFlotación de minerales oxidados de plomoThalia QuispeBelum ada peringkat
- Caracterización mineralógica y ensayos de concentración gravedad de mina auríferaDokumen37 halamanCaracterización mineralógica y ensayos de concentración gravedad de mina auríferaThalia QuispeBelum ada peringkat
- Balance de Husco y Caldera (Autoguardado)Dokumen32 halamanBalance de Husco y Caldera (Autoguardado)Thalia QuispeBelum ada peringkat
- Lavado continuo en contracorriente para la extracción de oroDokumen0 halamanLavado continuo en contracorriente para la extracción de oroandy3011Belum ada peringkat
- 20Dokumen8 halaman20jhcelecBelum ada peringkat
- Proyecto de Investigacion CTDokumen9 halamanProyecto de Investigacion CTThalia QuispeBelum ada peringkat
- Evaluacion - en - La - Recuperacion Mina KoricolquiDokumen54 halamanEvaluacion - en - La - Recuperacion Mina KoricolquiThalia QuispeBelum ada peringkat
- BALANCE TOTALLLLzxczxczxczxcLLDokumen29 halamanBALANCE TOTALLLLzxczxczxczxcLLThalia QuispeBelum ada peringkat
- Act 3 Exp 8 TutoriaDokumen1 halamanAct 3 Exp 8 TutoriaThalia QuispeBelum ada peringkat
- Renovación EstudiantilDokumen1 halamanRenovación EstudiantilThalia QuispeBelum ada peringkat
- Manual de Bombas de Aguas NegrasDokumen7 halamanManual de Bombas de Aguas Negrasalonso guerreroBelum ada peringkat
- Propuesta ProyectoDokumen5 halamanPropuesta ProyectohernandoBelum ada peringkat
- La Materia y Su Clasificación1Dokumen5 halamanLa Materia y Su Clasificación1Gabriel Suyon campañaBelum ada peringkat
- 07 Mineralogia Descriptiva 2016Dokumen53 halaman07 Mineralogia Descriptiva 2016daniaBelum ada peringkat
- Disoluciones Quimicas PDFDokumen38 halamanDisoluciones Quimicas PDFDaniel CamiloBelum ada peringkat
- Cuadro Sinoptico OrganicaDokumen3 halamanCuadro Sinoptico OrganicaFabiola MedinaBelum ada peringkat
- 03.03 Analisis de Costos Unitarios LINEA DE REBOSE Y LIMPIADokumen4 halaman03.03 Analisis de Costos Unitarios LINEA DE REBOSE Y LIMPIALuis Angel CoylaBelum ada peringkat
- Obtencion de Hidroxidos y AcidosDokumen3 halamanObtencion de Hidroxidos y AcidosAriel BenavidesBelum ada peringkat
- Entregable FinalDokumen71 halamanEntregable FinalPeter SuarezBelum ada peringkat
- ACUARIOSDokumen96 halamanACUARIOSJuanBelum ada peringkat
- Tubo Galvanizado y Negro StandarDokumen1 halamanTubo Galvanizado y Negro StandarFrancisco Bolognesi VeraBelum ada peringkat
- Especificaciones Técnicas CasetaDokumen29 halamanEspecificaciones Técnicas Casetaadrian guerreroBelum ada peringkat
- LaminadoDokumen5 halamanLaminadoSergioBueno96Belum ada peringkat
- Actividades Página 147Dokumen8 halamanActividades Página 147Marco0% (1)
- El Reciclaje Es Un Proceso Cuyo Objetivo Es Convertir Desechos en Nuevos Productos o en Materia Prima para Su Posterior UtilizaciónDokumen10 halamanEl Reciclaje Es Un Proceso Cuyo Objetivo Es Convertir Desechos en Nuevos Productos o en Materia Prima para Su Posterior UtilizaciónLuciianitoh CapellanBelum ada peringkat
- 6a-Diseño de Mezcla II ParteDokumen54 halaman6a-Diseño de Mezcla II ParteGustavoCastañedaLópezBelum ada peringkat
- Nosotros PROYECTO LADRILLERAS SAN DIEGO Investigacion CaulitativaDokumen14 halamanNosotros PROYECTO LADRILLERAS SAN DIEGO Investigacion CaulitativaCarlos Mercado SalasBelum ada peringkat
- Dsa-01 Arquitectura Plano de Arrastre Hidraulico Tipo IDokumen1 halamanDsa-01 Arquitectura Plano de Arrastre Hidraulico Tipo IGermain Joshua Chávez ÁngelesBelum ada peringkat
- Análisis de precios unitarios para excavación y trazo de edificio multifamiliarDokumen14 halamanAnálisis de precios unitarios para excavación y trazo de edificio multifamiliarCMarcos VilasBelum ada peringkat
- Vucetich - Especificaciones TecnicasDokumen26 halamanVucetich - Especificaciones Tecnicasvicvarg3235Belum ada peringkat
- Examen PretensadoDokumen1 halamanExamen Pretensadomaria molinaBelum ada peringkat
- Segundo LaboratorioDokumen5 halamanSegundo Laboratoriofrancbio95Belum ada peringkat
- Universidad Nacional Jorge Basadre GrohmannDokumen11 halamanUniversidad Nacional Jorge Basadre Grohmannyesung Yan leeBelum ada peringkat
- Carta de Presentacion Gpovilla S.A. de C.V.Dokumen5 halamanCarta de Presentacion Gpovilla S.A. de C.V.miriam dominguezBelum ada peringkat
- Análisis de Enlaces DoblesDokumen7 halamanAnálisis de Enlaces DoblesAC DanikaBelum ada peringkat
- Ciclohexano Ensayo ExposicionDokumen2 halamanCiclohexano Ensayo ExposicionColombia AgroFraganciaBelum ada peringkat
- 12X20X40 Bloque R8 3P IntermedioDokumen1 halaman12X20X40 Bloque R8 3P IntermedioDaniel VillarrealBelum ada peringkat
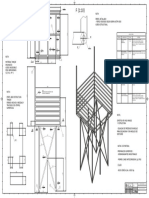
- Perfil redondo de acero estructural para soportes verticales y horizontales de tanque de almacenamientoDokumen1 halamanPerfil redondo de acero estructural para soportes verticales y horizontales de tanque de almacenamientoMiguel Eduardo Arcos ArevaloBelum ada peringkat
- Procesos de Producción de Cloro y Sosa CausticaDokumen12 halamanProcesos de Producción de Cloro y Sosa CausticaEdgardoBelum ada peringkat
- Proyecto Analizador de HidrogenoDokumen213 halamanProyecto Analizador de HidrogenoÁngel ÁlvarezBelum ada peringkat