Anda mungkin juga menyukai
- Ensayos de tracción: determinar propiedades mecánicasDokumen11 halamanEnsayos de tracción: determinar propiedades mecánicasAlexis CalleBelum ada peringkat
- Cilindradora de Perfiles - Vers1Dokumen103 halamanCilindradora de Perfiles - Vers1akarczBelum ada peringkat
- Ecuación de Paris. Fatiga PDFDokumen6 halamanEcuación de Paris. Fatiga PDFmaikonson100% (1)
- Propiedadesde Los MaterialesDokumen16 halamanPropiedadesde Los MaterialesCarlos VillegasBelum ada peringkat
- Ensayo tensiónDokumen5 halamanEnsayo tensiónJUAN MIGUEL PARRA ULLOABelum ada peringkat
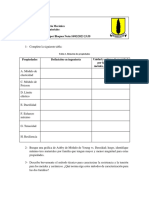
- Tarea 1-2023-IIDokumen2 halamanTarea 1-2023-IILuis Angel Padilla FlorezBelum ada peringkat
- Eje Diseño 1Dokumen34 halamanEje Diseño 1VICTORBelum ada peringkat
- Ensayo de TracciónDokumen5 halamanEnsayo de TracciónArthur UracahuaBelum ada peringkat
- Ensayo de tracción: Propiedades mecánicasDokumen9 halamanEnsayo de tracción: Propiedades mecánicasBrandon Tamara ChipaBelum ada peringkat
- Separata 3 (RM) UnacDokumen22 halamanSeparata 3 (RM) UnacBerinssonScottHernandezSucsoBelum ada peringkat
- Vigas CurvasDokumen10 halamanVigas CurvasEdy David RamírezBelum ada peringkat
- Problemas PropuestosDokumen101 halamanProblemas PropuestosRoman GualdieriBelum ada peringkat
- P4 Es PDFDokumen8 halamanP4 Es PDFAinoaBelum ada peringkat
- Diseño de una viga de madera sometida a flexiónDokumen5 halamanDiseño de una viga de madera sometida a flexiónDaniela GrandaBelum ada peringkat
- Guía de Ensayo de Tensión de MetalesDokumen18 halamanGuía de Ensayo de Tensión de MetalesJeniffer Katerine Carrillo GomezBelum ada peringkat
- Lab#1 AA RS MRDokumen13 halamanLab#1 AA RS MRRickyozztBelum ada peringkat
- Acoples FlexiblesDokumen10 halamanAcoples FlexiblesRomel Valqui RamirezBelum ada peringkat
- Práctica Ensayo de TracciónDokumen5 halamanPráctica Ensayo de TracciónValeria VelascoBelum ada peringkat
- 100000m03t-Guia N°2-Labelare01-Ensayo de TracciónDokumen9 halaman100000m03t-Guia N°2-Labelare01-Ensayo de TracciónVeronica CcosiBelum ada peringkat
- Diseño Preliminar de Tabiques Acoplados Con DisipadoresDokumen13 halamanDiseño Preliminar de Tabiques Acoplados Con DisipadoresAlejandro ForteBelum ada peringkat
- Load CellsDokumen9 halamanLoad CellsMikelDonostiBelum ada peringkat
- Sobre Resistencia Local en Doce Edificios de Hormigón ArmadoDokumen18 halamanSobre Resistencia Local en Doce Edificios de Hormigón ArmadoSeba LópezBelum ada peringkat
- Eiib Guadeproblemaspropuestos 160727203209 PDFDokumen97 halamanEiib Guadeproblemaspropuestos 160727203209 PDFMarlon Damian100% (1)
- 100000m03t-Guia N2-Labelare01-Ensayo de TracciónDokumen9 halaman100000m03t-Guia N2-Labelare01-Ensayo de TracciónAnderson Deneby VillacrizBelum ada peringkat
- Reporte CMI115 Laboratorio 2Dokumen19 halamanReporte CMI115 Laboratorio 2Enrique Chavez100% (1)
- Analisis Placa de AceroDokumen4 halamanAnalisis Placa de AceroLeonardo AlbornozBelum ada peringkat
- Informe 2 Ciencias de Los MaterialesDokumen35 halamanInforme 2 Ciencias de Los MaterialesCarbajal JavierBelum ada peringkat
- Informe TensionDokumen12 halamanInforme TensionramenesescBelum ada peringkat
- Prueba de Tensión en Metales y PolímerosDokumen6 halamanPrueba de Tensión en Metales y PolímerosJulian Daza FrancoBelum ada peringkat
- Informe TensionDokumen12 halamanInforme TensionWilson Mauricio YangumaBelum ada peringkat
- Laboratorio Ensayo de TracciónDokumen20 halamanLaboratorio Ensayo de TracciónCielo Taboada LluenBelum ada peringkat
- Taller 8 ResueltoDokumen7 halamanTaller 8 Resueltohandel17% (6)
- Laboratorio Probetas de Acero y ConcretoDokumen16 halamanLaboratorio Probetas de Acero y Concretodarwin garcia segoviaBelum ada peringkat
- Falla en Eje de Una Extrusora de LadrillosDokumen5 halamanFalla en Eje de Una Extrusora de LadrillosNilson Nájera RicardoBelum ada peringkat
- Ensayo de estabilidad en probetas de varillas de acero corrugadoDokumen12 halamanEnsayo de estabilidad en probetas de varillas de acero corrugadoOscarBelum ada peringkat
- Resolución de problemas de deflexión y pendiente de vigas elásticasDokumen80 halamanResolución de problemas de deflexión y pendiente de vigas elásticasGuiluer100% (1)
- Laboratorio N 1Dokumen10 halamanLaboratorio N 1happy4e0% (1)
- Sistema de barras sometidas a torsiónDokumen4 halamanSistema de barras sometidas a torsiónSebastian David Villa NabajaBelum ada peringkat
- Compresion Diametral de Sellos Ceramicos ComercialesDokumen9 halamanCompresion Diametral de Sellos Ceramicos ComercialesJMU SELLOS MECANICOSBelum ada peringkat
- Informe Ensayo de TensiónDokumen5 halamanInforme Ensayo de TensiónJuan Sebastian Tovar MendezzBelum ada peringkat
- Informe Lab 1 Ing MaterialesDokumen20 halamanInforme Lab 1 Ing MaterialesPedro Navaja EspinozaBelum ada peringkat
- Paper IV SefeDokumen10 halamanPaper IV SefeHoracio Ramos SaldañaBelum ada peringkat
- Ensayo de Flexion en AceroDokumen8 halamanEnsayo de Flexion en AceroCamy DayanyBelum ada peringkat
- Relación de Diagrama Momento-Curvatura y Momento-Rotación en Secciones de Acero Estructural.Dokumen27 halamanRelación de Diagrama Momento-Curvatura y Momento-Rotación en Secciones de Acero Estructural.Jorge PalominoBelum ada peringkat
- RECALCADODokumen28 halamanRECALCADOHugo Ernesto Botina MolinaBelum ada peringkat
- Informe Mecánica de MaterialesDokumen19 halamanInforme Mecánica de MaterialesLuis E Araujo LeonBelum ada peringkat
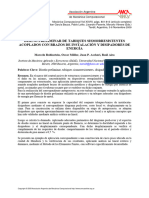
- ISSN: 1692-7257 - Volumen 1 - Número 35 - 2020 Revista Colombiana de Tecnologías de AvanzadaDokumen5 halamanISSN: 1692-7257 - Volumen 1 - Número 35 - 2020 Revista Colombiana de Tecnologías de AvanzadajeancarloBelum ada peringkat
- Qdoc - Tips - Separata 3 RmunacDokumen22 halamanQdoc - Tips - Separata 3 RmunacHector Paredes CernaBelum ada peringkat
- IWE - Tema 3.5 Comportamiento de Las Estructuras Soldadas Bajo Diferentes Cargas - Rev3Dokumen49 halamanIWE - Tema 3.5 Comportamiento de Las Estructuras Soldadas Bajo Diferentes Cargas - Rev3Marco AntonioBelum ada peringkat
- PDF Ensayo de Traccion en Probetas Metalica de Seccion Circular y Rectangularpdf - CompressDokumen8 halamanPDF Ensayo de Traccion en Probetas Metalica de Seccion Circular y Rectangularpdf - CompressYady MasacelaBelum ada peringkat
- Propiedades mecánicas materiales ingenieríaDokumen4 halamanPropiedades mecánicas materiales ingenieríaJuan Andrés Sánchez OspinaBelum ada peringkat
- Ensayos Dinamicos de LaboratorioDokumen19 halamanEnsayos Dinamicos de LaboratorioJuan SebastiánBelum ada peringkat
- Guia Practicas1 Mecanica de MaterialesDokumen9 halamanGuia Practicas1 Mecanica de MaterialesAndres CuevaBelum ada peringkat
- Guia Ensayo de FlexionDokumen7 halamanGuia Ensayo de FlexionRonnie DelgadoBelum ada peringkat
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDari EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFPenilaian: 4.5 dari 5 bintang4.5/5 (7)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDari EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoPenilaian: 4.5 dari 5 bintang4.5/5 (12)
- Elementos de concreto reforzado IIDari EverandElementos de concreto reforzado IIPenilaian: 5 dari 5 bintang5/5 (1)
- Resistencia de materiales: algunos temas especiales (Segunda edición)Dari EverandResistencia de materiales: algunos temas especiales (Segunda edición)Penilaian: 3 dari 5 bintang3/5 (4)
- Limite de FluenciaDokumen42 halamanLimite de FluenciaEstefany Ortiz CarmonaBelum ada peringkat
- Incertidumbre Ensayo de Tension PDFDokumen21 halamanIncertidumbre Ensayo de Tension PDFRaul Humberto Mora VillamizarBelum ada peringkat
- Limite ConvencionalesDokumen3 halamanLimite ConvencionalesRitchie DanielBelum ada peringkat
- Ciencia e Ingenieria de Los Materiales-Callister PDFDokumen803 halamanCiencia e Ingenieria de Los Materiales-Callister PDFKawah Kevin Max100% (9)
- Resumen Metodo de RigidezDokumen36 halamanResumen Metodo de RigidezMatias Parada Gonzalez100% (1)
- Crank Nicolson (Matlab)Dokumen9 halamanCrank Nicolson (Matlab)Estefany Ortiz CarmonaBelum ada peringkat
- Diseño de Un EstanqueDokumen46 halamanDiseño de Un EstanqueEstefany Ortiz CarmonaBelum ada peringkat
- 3-Difusion en Solidos v2 PDFDokumen6 halaman3-Difusion en Solidos v2 PDFDin Chico ComunBelum ada peringkat
- 084 Cambio Manual 02tpdf3483 111005123939 Phpapp01 PDFDokumen32 halaman084 Cambio Manual 02tpdf3483 111005123939 Phpapp01 PDFEstefany Ortiz CarmonaBelum ada peringkat
- Apuntes Engranajes TransparenciasDokumen22 halamanApuntes Engranajes TransparenciasGioRi Marco AurelioBelum ada peringkat
- 1370620046918Dokumen9 halaman1370620046918Ramiro TiconaBelum ada peringkat
- Cajas de cambios mecánicas: componentes críticos y fallas más comunesDokumen19 halamanCajas de cambios mecánicas: componentes críticos y fallas más comunesCesar Muñoz OssesBelum ada peringkat
- RoscasDokumen57 halamanRoscasEstefany Ortiz CarmonaBelum ada peringkat
- 1 Introduccion PDFDokumen30 halaman1 Introduccion PDFyuri_caroBelum ada peringkat
- Portico PDFDokumen7 halamanPortico PDFEstefany Ortiz CarmonaBelum ada peringkat
- Capitulo4 PDFDokumen91 halamanCapitulo4 PDFJoseLuisRodriguezMirandaBelum ada peringkat
- Web2.Ucsc - CL Coyarzo Apuntes AE INC4103-05Dokumen42 halamanWeb2.Ucsc - CL Coyarzo Apuntes AE INC4103-05Luis Gustavo La RosaBelum ada peringkat
- Technyl PDFDokumen1 halamanTechnyl PDFEstefany Ortiz CarmonaBelum ada peringkat
- PorticoDokumen7 halamanPorticoEstefany Ortiz CarmonaBelum ada peringkat
- Uniones SoldadasDokumen28 halamanUniones Soldadasthordeasgard100% (5)
- RoscasDokumen57 halamanRoscasEstefany Ortiz CarmonaBelum ada peringkat
- Elementos de Maquinas HamrockDokumen942 halamanElementos de Maquinas HamrockEstefany Ortiz CarmonaBelum ada peringkat
- Clase 03Dokumen3 halamanClase 03Estefany Ortiz CarmonaBelum ada peringkat
- 1 Introduccion PDFDokumen30 halaman1 Introduccion PDFyuri_caroBelum ada peringkat
- Calculos Cruz de Malta PDFDokumen7 halamanCalculos Cruz de Malta PDFEstefany Ortiz CarmonaBelum ada peringkat
- Diseño MecánicoDokumen1 halamanDiseño MecánicoEstefany Ortiz CarmonaBelum ada peringkat
- Diseño de Elementos de Máquinas - FairesDokumen828 halamanDiseño de Elementos de Máquinas - Fairesajmoran83% (12)
- Preguntas Administracion PRUEBA 2Dokumen3 halamanPreguntas Administracion PRUEBA 2Estefany Ortiz CarmonaBelum ada peringkat
- NCH 2369 of 2003 Diseno Sismico de Estructuras e Instalaciones Industriales PDFDokumen131 halamanNCH 2369 of 2003 Diseno Sismico de Estructuras e Instalaciones Industriales PDFVale Ulloa Fritz100% (4)
- Lab. de Accionamiento Nro4 2011Dokumen11 halamanLab. de Accionamiento Nro4 2011Juan Orihuela EnriquezBelum ada peringkat
- SotoDokumen4 halamanSotoFleming Jiminian100% (2)
- Croquis Tanque Gasoil TQL Logistic C.A.Dokumen2 halamanCroquis Tanque Gasoil TQL Logistic C.A.Efrain HernandezBelum ada peringkat
- Reacciones Analiticas de Los Cationes de Primer Grupo 1Dokumen11 halamanReacciones Analiticas de Los Cationes de Primer Grupo 1Danny Santana Guerrero0% (1)
- Cálculo Mecánico II-material de Estudio-Semana 2-Unidad III-imperfecciones Estructurales en Los Metales y Deformación de Los MetalesDokumen24 halamanCálculo Mecánico II-material de Estudio-Semana 2-Unidad III-imperfecciones Estructurales en Los Metales y Deformación de Los MetalesMalu LeonBelum ada peringkat
- Guia 31 El TransformadorDokumen3 halamanGuia 31 El TransformadorGómez MichaelBelum ada peringkat
- Afilado del cuchillo para calzadoDokumen5 halamanAfilado del cuchillo para calzadoObed SusunagaBelum ada peringkat
- Definiciones de términos de termodinámicaDokumen2 halamanDefiniciones de términos de termodinámicaGabrielaMusiitaLedesmaC100% (1)
- I Texto Riegos y DrenajesDokumen21 halamanI Texto Riegos y DrenajesAncelmo Perez TzorinBelum ada peringkat
- Presentacion Formaleta Metalica AndescolDokumen12 halamanPresentacion Formaleta Metalica Andescolandres_hernandez_30Belum ada peringkat
- PRÁCTICA 3 FluidosDokumen2 halamanPRÁCTICA 3 FluidosKeith RodríguezBelum ada peringkat
- Cuchara Trituradora Marca MontabertDokumen4 halamanCuchara Trituradora Marca MontabertOthoniel CastillaBelum ada peringkat
- Fila 1 Centrifuga j600 Solbat (M)Dokumen14 halamanFila 1 Centrifuga j600 Solbat (M)Teresa Rosas Guzmán67% (3)
- Cinetica Quimica (Ecuaciones Integradas de Velocidad)Dokumen6 halamanCinetica Quimica (Ecuaciones Integradas de Velocidad)Miroslav Alulema CuestaBelum ada peringkat
- UNE-EN - 13373 2003 Métodos de Ensayo para Piedra NaturalDokumen24 halamanUNE-EN - 13373 2003 Métodos de Ensayo para Piedra NaturalJose TeisBelum ada peringkat
- Trucos Útiles Al Crear Nuestros Archivos BatchDokumen6 halamanTrucos Útiles Al Crear Nuestros Archivos BatchmanumelenasBelum ada peringkat
- (Ex) Une-En Iso 20200 2016Dokumen2 halaman(Ex) Une-En Iso 20200 2016Danniela HernandezBelum ada peringkat
- Manual Descalcificador AlhambraDokumen16 halamanManual Descalcificador AlhambraAure CorralBelum ada peringkat
- Atenuadores Terminal AireDokumen15 halamanAtenuadores Terminal AireRo Saul CohenBelum ada peringkat
- Practica 1Dokumen15 halamanPractica 1Alexys RodriguezBelum ada peringkat
- 2.1 Introducción A La Energía EólicaDokumen76 halaman2.1 Introducción A La Energía Eólicadamian100% (1)
- Caso FinalDokumen8 halamanCaso FinalTWO StudioBelum ada peringkat
- Monografia Cadena de Suministros ProveedoresDokumen18 halamanMonografia Cadena de Suministros ProveedoresLuis Ricardo MoscosoBelum ada peringkat
- A13m429 Amecfw 4501736840 0017Dokumen56 halamanA13m429 Amecfw 4501736840 0017Jose Carlos Moraga LópezBelum ada peringkat
- P 23Dokumen1 halamanP 23David MoyaBelum ada peringkat
- Procedimiento de Diseño SPTDokumen6 halamanProcedimiento de Diseño SPTLuis MontañoBelum ada peringkat
- Cinética y electroquímicaDokumen11 halamanCinética y electroquímicaLuis Avalos RodasBelum ada peringkat
- Equivalente ArenaDokumen4 halamanEquivalente ArenaSebastián CamachoBelum ada peringkat
- Peugeot Partner DieselDokumen2 halamanPeugeot Partner DieselScanner Camiones Cáceres100% (8)
- Dictamen FinalDokumen40 halamanDictamen FinalMau TrigoBelum ada peringkat