Anda mungkin juga menyukai
- Manpower (Uia) Progress Equipments / Plant Operational (Uia)Dokumen8 halamanManpower (Uia) Progress Equipments / Plant Operational (Uia)Irfan AyubBelum ada peringkat
- Crypto Portfolio Performance and Market AnalysisDokumen12 halamanCrypto Portfolio Performance and Market AnalysisWaseem Ahmed DawoodBelum ada peringkat
- Handout of English For PsychologyDokumen75 halamanHandout of English For PsychologyRivan Dwi AriantoBelum ada peringkat
- PPO TMP GLP GoLiveCutoverPlanDokumen20 halamanPPO TMP GLP GoLiveCutoverPlanSAP AuthorBelum ada peringkat
- 6 Strategies For Effective Financial Management Trends in K12 SchoolsDokumen16 halaman6 Strategies For Effective Financial Management Trends in K12 SchoolsRainiel Victor M. CrisologoBelum ada peringkat
- Material Requirement Planning (MRP) and Capacity Requirement Planning (CRP) Authored by DR AdilDokumen105 halamanMaterial Requirement Planning (MRP) and Capacity Requirement Planning (CRP) Authored by DR AdilHarsh VaghelaBelum ada peringkat
- BEXEL Manager-Getting StartedDokumen11 halamanBEXEL Manager-Getting StartedAndres Cedeno TutivenBelum ada peringkat
- Distributed Process Control ReportDari EverandDistributed Process Control ReportBelum ada peringkat
- ET's and Aliens: Problems of Exopolitics - Dec 2009Dokumen8 halamanET's and Aliens: Problems of Exopolitics - Dec 2009Alex KochkinBelum ada peringkat
- A Cost-Effective Rig MoveDokumen4 halamanA Cost-Effective Rig MoveNA NABelum ada peringkat
- Policy Guidelines On Classroom Assessment K12Dokumen88 halamanPolicy Guidelines On Classroom Assessment K12Jardo de la PeñaBelum ada peringkat
- Lean Project Delivery SystemDokumen7 halamanLean Project Delivery SystemSebastian BernalBelum ada peringkat
- CPM and PERT Network Techniques for Construction PlanningDokumen56 halamanCPM and PERT Network Techniques for Construction PlanningDhiraj Gandhi100% (1)
- Document E202 - 2008: Building Information Modeling Protocol ExhibitDokumen9 halamanDocument E202 - 2008: Building Information Modeling Protocol ExhibitAndres Cedeno TutivenBelum ada peringkat
- Process Analysis Note PDFDokumen10 halamanProcess Analysis Note PDFPierrePMMartinBelum ada peringkat
- G10 ICT Lesson1 - Types and Parts of ComputerDokumen4 halamanG10 ICT Lesson1 - Types and Parts of ComputerJOHN RIMMON TAQUISO0% (1)
- Chapter 3 Work Flow and Batch Processing MNDokumen87 halamanChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- Geometry Solving Problems (Circles)Dokumen36 halamanGeometry Solving Problems (Circles)Hero MirasolBelum ada peringkat
- Raman Spectroscopy: 1 Theoretical BasisDokumen9 halamanRaman Spectroscopy: 1 Theoretical BasisJèManziBelum ada peringkat
- Pro-Coat Case StudyDokumen6 halamanPro-Coat Case StudyKaranPahawaBelum ada peringkat
- 2200SRM0724 (04 2005) Us en PDFDokumen98 halaman2200SRM0724 (04 2005) Us en PDFMayerson AlmaoBelum ada peringkat
- Materi 2 - Process AnalysisDokumen28 halamanMateri 2 - Process AnalysisGaganNugrahaPutraBelum ada peringkat
- Process Fundamentals Practice Questions: NstructionsDokumen19 halamanProcess Fundamentals Practice Questions: NstructionsDheeraj SinghBelum ada peringkat
- Sistemas de Producción SecuenciaciónDokumen19 halamanSistemas de Producción SecuenciaciónMilton LeónBelum ada peringkat
- 2007 VD Conference LinebalancingDokumen6 halaman2007 VD Conference LinebalancingM. IBRAN ANUGRAH -Belum ada peringkat
- Lecture-3 Operations Scheduling - SentDokumen17 halamanLecture-3 Operations Scheduling - Sentaswin.v25exBelum ada peringkat
- Manufacturing Models Chapter SummaryDokumen4 halamanManufacturing Models Chapter SummaryManhBelum ada peringkat
- IE 386 Lab Slides 9 - Time StudyDokumen21 halamanIE 386 Lab Slides 9 - Time Studyislam sharafBelum ada peringkat
- OM - Case - Analysis - Donner Company Case ReportDokumen8 halamanOM - Case - Analysis - Donner Company Case Reportpusparghya pakrasiBelum ada peringkat
- Commonly Used Approaches to Real-Time SchedulingDokumen25 halamanCommonly Used Approaches to Real-Time SchedulingAdal ArasuBelum ada peringkat
- Banker's Algorithm: Assignment 3 - Fall 2009 V202: Operating Systems Nathan HullDokumen4 halamanBanker's Algorithm: Assignment 3 - Fall 2009 V202: Operating Systems Nathan Hullsantosh_11_09Belum ada peringkat
- Abes Engineering College Department of Civil Engineering: Construction Technology & Management (NCE-603)Dokumen64 halamanAbes Engineering College Department of Civil Engineering: Construction Technology & Management (NCE-603)AAKASH SRIVASTAVABelum ada peringkat
- Process Selection and Facility Layout: Learning ObjectivesDokumen25 halamanProcess Selection and Facility Layout: Learning ObjectivesWinter NaiBelum ada peringkat
- Application of Ranked Positional Weight Method For Assembly Line Balancing - A Case StudyDokumen6 halamanApplication of Ranked Positional Weight Method For Assembly Line Balancing - A Case Studysitam_nitj4202Belum ada peringkat
- Team 1 - Fast - Pick - Flow - FinalDokumen20 halamanTeam 1 - Fast - Pick - Flow - Finalapi-3713539Belum ada peringkat
- Lecture 9-10 Project ManagementDokumen118 halamanLecture 9-10 Project ManagementAngel ParekhBelum ada peringkat
- Bütünleşik İmalat Chapter 3Dokumen11 halamanBütünleşik İmalat Chapter 3berk öngaziBelum ada peringkat
- Work SamplingDokumen35 halamanWork SamplingMulat TeshomeBelum ada peringkat
- Module 3 TacticsDokumen36 halamanModule 3 TacticsJamesBelum ada peringkat
- Module 3 TacticsDokumen36 halamanModule 3 TacticsJamesBelum ada peringkat
- Chapter Six: Process Selection and Facility LayoutDokumen87 halamanChapter Six: Process Selection and Facility LayoutDion GalizaBelum ada peringkat
- Analisa Data ProduktivitasDokumen17 halamanAnalisa Data ProduktivitasBahtiar AfandiBelum ada peringkat
- LayoutDokumen41 halamanLayoutAPAPAPAPAPBelum ada peringkat
- Manufactring Mangement Project 2Dokumen10 halamanManufactring Mangement Project 2Hazem ElbannaBelum ada peringkat
- Hemisfic Methods For Flexible Flow Ime Scheduling: Sandeep Koehher, Harvard University, Cambridge, MassachusettsDokumen16 halamanHemisfic Methods For Flexible Flow Ime Scheduling: Sandeep Koehher, Harvard University, Cambridge, MassachusettsDimitri CayardBelum ada peringkat
- Process Analysis - HoutDokumen12 halamanProcess Analysis - HoutANN MARY JOSE PGP 2023-25 BatchBelum ada peringkat
- 6729594_48009799_EE038-2-2-ESAAPD2F2311ENGassigDokumen9 halaman6729594_48009799_EE038-2-2-ESAAPD2F2311ENGassigjoelososi876Belum ada peringkat
- Project ManagementDokumen26 halamanProject ManagementMax GuptaBelum ada peringkat
- Process Analysis: Harish RaoDokumen26 halamanProcess Analysis: Harish RaoKanav GuptaBelum ada peringkat
- The Rate Monotonic Scheduling Algorithm: Exact Characterization and Average Case BehaviorDokumen6 halamanThe Rate Monotonic Scheduling Algorithm: Exact Characterization and Average Case BehaviorazadiractaBelum ada peringkat
- Line Balancing On Wiring Harness Assembly LineDokumen6 halamanLine Balancing On Wiring Harness Assembly LineAhmad Bin Ismail KhanBelum ada peringkat
- Effort EstimationDokumen13 halamanEffort Estimationrohitsanjai79Belum ada peringkat
- PM Methods for Planning & Scheduling ProjectsDokumen30 halamanPM Methods for Planning & Scheduling ProjectsJames OwusuBelum ada peringkat
- RTS Chapter 2-3Dokumen28 halamanRTS Chapter 2-3Anonymous 4iFUXUT100% (1)
- Manufactring Mangement Project 2Dokumen8 halamanManufactring Mangement Project 2Hazem ElbannaBelum ada peringkat
- CMPE3001 Homework on OS Concepts, Processes, Scheduling, SynchronizationDokumen1 halamanCMPE3001 Homework on OS Concepts, Processes, Scheduling, SynchronizationsnobshitBelum ada peringkat
- Analyzing Dredging EfficiencyDokumen11 halamanAnalyzing Dredging EfficiencyAnibal José Gómez ArrietaBelum ada peringkat
- Module I - ANALYSIS of RATE - Architecture - 6th SemDokumen32 halamanModule I - ANALYSIS of RATE - Architecture - 6th SemShrayoshree DuttaBelum ada peringkat
- Minimizing mean completion time in hybrid flowshopsDokumen12 halamanMinimizing mean completion time in hybrid flowshopsOlivia brianneBelum ada peringkat
- LM Cost Estimation - Spreadsheet 3.10.23Dokumen18 halamanLM Cost Estimation - Spreadsheet 3.10.23Jose Antonio Mamani VilcaBelum ada peringkat
- Resource and Process ManagementDokumen98 halamanResource and Process ManagementPiyush KolteBelum ada peringkat
- Lecture 4b - Construction Planning Technique - NEWDokumen39 halamanLecture 4b - Construction Planning Technique - NEWNURSASHA FAREESHA MARZUKIBelum ada peringkat
- AIAG & VDA FMEA Handbook Errata SheetDokumen8 halamanAIAG & VDA FMEA Handbook Errata Sheetr aBelum ada peringkat
- Emad 21522379 Type A KWH PDFDokumen8 halamanEmad 21522379 Type A KWH PDFEMAD ABDULRAHMAN ABDULLAH HASAN MASHRAH -Belum ada peringkat
- Final Year Project Presentation For End Semester On Some Aspects of Line Balancing On Assembly LineDokumen70 halamanFinal Year Project Presentation For End Semester On Some Aspects of Line Balancing On Assembly LineBob AbrahamBelum ada peringkat
- Analysis of Productivity by Comparing Mivan and Conventional FormworkDokumen6 halamanAnalysis of Productivity by Comparing Mivan and Conventional Formworkmahesh pandeyBelum ada peringkat
- Scheduling Approach For A Wafer Fab With Re-Entrant Flows and Photo Dedication ConstraintsDokumen5 halamanScheduling Approach For A Wafer Fab With Re-Entrant Flows and Photo Dedication ConstraintsThe IjbmtBelum ada peringkat
- Sp11-Quiz1 SolnDokumen20 halamanSp11-Quiz1 SolnPrashant PrashantBelum ada peringkat
- MICHAEL BROWN-NSI-Planning and Scheduling Machine PDFDokumen7 halamanMICHAEL BROWN-NSI-Planning and Scheduling Machine PDFRAMONBelum ada peringkat
- Scheduling With Limited Machine Availability: Invited ReviewDokumen15 halamanScheduling With Limited Machine Availability: Invited ReviewreferyBelum ada peringkat
- OSDokumen20 halamanOSfaiyaz pardiwalaBelum ada peringkat
- Jin FinalDokumen23 halamanJin FinalrajsrinidhiBelum ada peringkat
- Structural Sample DrawingDokumen1 halamanStructural Sample DrawingAndres Cedeno TutivenBelum ada peringkat
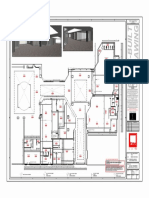
- Second Floor PlanDokumen1 halamanSecond Floor PlanAndres Cedeno TutivenBelum ada peringkat
- Building ModelsDokumen1 halamanBuilding ModelsAndres Cedeno TutivenBelum ada peringkat
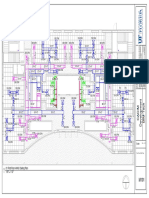
- 1/8" 1'-0" 1 01 First Floor HVAC Ceiling PlanDokumen10 halaman1/8" 1'-0" 1 01 First Floor HVAC Ceiling PlanAndres Cedeno TutivenBelum ada peringkat
- Framing Work Block Done - Rev CDokumen3 halamanFraming Work Block Done - Rev CAndres Cedeno TutivenBelum ada peringkat
- CI1697-R - Bridge Modeling Approaches HandoutDokumen22 halamanCI1697-R - Bridge Modeling Approaches HandoutAndres Cedeno TutivenBelum ada peringkat
- House PhotosDokumen16 halamanHouse PhotosAndres Cedeno TutivenBelum ada peringkat
- Hatfield Plaza - AB - Combined Floor Plan - Area A - TEMPLATEDokumen1 halamanHatfield Plaza - AB - Combined Floor Plan - Area A - TEMPLATEAndres Cedeno TutivenBelum ada peringkat
- BIM NamingDokumen8 halamanBIM NamingAndres Cedeno TutivenBelum ada peringkat
- Window Door SchedulesDokumen1 halamanWindow Door SchedulesAndres Cedeno TutivenBelum ada peringkat
- 1976 - House Technical Drawings PDFDokumen5 halaman1976 - House Technical Drawings PDFAndres Cedeno TutivenBelum ada peringkat
- Dipanel Galvalume PDFDokumen1 halamanDipanel Galvalume PDFAndres Cedeno TutivenBelum ada peringkat
- Dipanel Galvalume PDFDokumen1 halamanDipanel Galvalume PDFAndres Cedeno TutivenBelum ada peringkat
- Concept DrawingsDokumen4 halamanConcept DrawingsAndres Cedeno TutivenBelum ada peringkat
- Cedeno - Assignment - L10 - Sheet - A103 - East and West ElevationsDokumen1 halamanCedeno - Assignment - L10 - Sheet - A103 - East and West ElevationsAndres Cedeno TutivenBelum ada peringkat
- Dataflex Letters 170129300764Dokumen2 halamanDataflex Letters 170129300764Andres Cedeno TutivenBelum ada peringkat
- Cedeno - Final Model LogDokumen5 halamanCedeno - Final Model LogAndres Cedeno TutivenBelum ada peringkat
- Research AssignmentDokumen3 halamanResearch AssignmentAndres Cedeno TutivenBelum ada peringkat
- Koskela-Application of The New Production Philosophy To CosntructionDokumen81 halamanKoskela-Application of The New Production Philosophy To CosntructionlmonteroBelum ada peringkat
- 05 Positive Vs Negative Iteration in DesignDokumen12 halaman05 Positive Vs Negative Iteration in DesignMelvin MolinaBelum ada peringkat
- Last Planner SystemDokumen192 halamanLast Planner SystemJose Stein GuerreroBelum ada peringkat
- Applying Lean Construction To Loss Control: Xavier BriosoDokumen11 halamanApplying Lean Construction To Loss Control: Xavier BriosoLuis Fernando Cruzalegui BonillaBelum ada peringkat
- Introduction To Project Planning - Bus Stop Case StudyDokumen28 halamanIntroduction To Project Planning - Bus Stop Case StudyAndres Cedeno TutivenBelum ada peringkat
- LCI Glossary01152014 PDFDokumen7 halamanLCI Glossary01152014 PDFAndres Cedeno TutivenBelum ada peringkat
- Last Planner SystemDokumen192 halamanLast Planner SystemJose Stein GuerreroBelum ada peringkat
- Research AssignmentDokumen3 halamanResearch AssignmentAndres Cedeno TutivenBelum ada peringkat
- Discuss in Details With Appropriate Examples What Factors Could Lead To Sympatric and Allopatric SpeciationDokumen5 halamanDiscuss in Details With Appropriate Examples What Factors Could Lead To Sympatric and Allopatric SpeciationKhairul ShahmiBelum ada peringkat
- Krashen's 5 Hypotheses of Second Language AcquisitionDokumen69 halamanKrashen's 5 Hypotheses of Second Language Acquisitionabdo mohamedBelum ada peringkat
- German composer known for political worksDokumen4 halamanGerman composer known for political worksGeorge PikBelum ada peringkat
- A Cautionary Tale of Psychoanalysis and SchizophreniaDokumen30 halamanA Cautionary Tale of Psychoanalysis and SchizophreniaJona JoyBelum ada peringkat
- Week 1 Amanda CeresaDokumen2 halamanWeek 1 Amanda CeresaAmanda CeresaBelum ada peringkat
- Technical Specifications For The: LAMBDA 950 UV/Vis/NIR and LAMBDA 850 UV/Vis SpectrophotometersDokumen4 halamanTechnical Specifications For The: LAMBDA 950 UV/Vis/NIR and LAMBDA 850 UV/Vis SpectrophotometersDiogo GálicoBelum ada peringkat
- Accomplishment Report - 1st and 2nd SemDokumen41 halamanAccomplishment Report - 1st and 2nd Semshailean azulBelum ada peringkat
- New Democracy June-August 2017Dokumen32 halamanNew Democracy June-August 2017Communist Party of India - Marxist Leninist - New DemocracyBelum ada peringkat
- Ernst & Young: Public Sector Compensation ReviewDokumen88 halamanErnst & Young: Public Sector Compensation ReviewThe Vancouver SunBelum ada peringkat
- Banking & Finance Awareness 2016 (Jan-Nov) by AffairsCloudDokumen167 halamanBanking & Finance Awareness 2016 (Jan-Nov) by AffairsCloudkaushikyBelum ada peringkat
- INTERNSHIP REPORT 3 PagesDokumen4 halamanINTERNSHIP REPORT 3 Pagesali333444Belum ada peringkat
- ASBMR 14 Onsite Program Book FINALDokumen362 halamanASBMR 14 Onsite Program Book FINALm419703Belum ada peringkat
- ADSL Line Driver Design Guide, Part 2Dokumen10 halamanADSL Line Driver Design Guide, Part 2domingohBelum ada peringkat
- SOLUS Is An Autonomous System That Enables Hyper-Personalized Engagement With Individual Customers at ScaleDokumen3 halamanSOLUS Is An Autonomous System That Enables Hyper-Personalized Engagement With Individual Customers at ScaleShikhaBelum ada peringkat
- Interpleader Actions in The Ugandan Civil ProcedureDokumen6 halamanInterpleader Actions in The Ugandan Civil ProcedureLevis M AtukwatseBelum ada peringkat
- Chapter 1. Introduction To TCPIP NetworkingDokumen15 halamanChapter 1. Introduction To TCPIP NetworkingPoojitha NagarajaBelum ada peringkat
- Extinction - WikipediaDokumen14 halamanExtinction - Wikipediaskline3Belum ada peringkat
- ArenavirusDokumen29 halamanArenavirusRamirez GiovarBelum ada peringkat
- Mock Exam 2Dokumen33 halamanMock Exam 2Althea Karmylle M. BonitaBelum ada peringkat
- Research Online Research OnlineDokumen11 halamanResearch Online Research OnlineMunib HussainBelum ada peringkat