Anda mungkin juga menyukai
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!hector diazBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Si 12 2011 PDFDokumen2 halamanSi 12 2011 PDFHectorBelum ada peringkat
- Dec11 Si PDFDokumen2 halamanDec11 Si PDFspaceheaterBelum ada peringkat
- Galvanized Slip-Critical ConnectionsDokumen2 halamanGalvanized Slip-Critical Connectionsaams_sBelum ada peringkat
- SCBF X-Brace Bolt Hole Sizes: If You'Ve Ever Asked Yourself "Why?"Dokumen2 halamanSCBF X-Brace Bolt Hole Sizes: If You'Ve Ever Asked Yourself "Why?"Juan Esteban Torres DuqueBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoBelum ada peringkat
- Steel Interchange: Drift LimitsDokumen2 halamanSteel Interchange: Drift Limitsmaxeytm_839061685Belum ada peringkat
- Si 5 2014 PDFDokumen2 halamanSi 5 2014 PDFhector diazBelum ada peringkat
- EJ Fisher BracingwithJoistsDokumen6 halamanEJ Fisher BracingwithJoistsGabby KenBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steelwise PDFDokumen3 halamanSteelwise PDFrohalestatBelum ada peringkat
- Site FixesDokumen4 halamanSite FixesBalaji SampathBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Fillet Weld Terminations Built-Up Column DesignDokumen2 halamanSteel Interchange: Fillet Weld Terminations Built-Up Column Designhector diazBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen8 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!JitendraBelum ada peringkat
- ASIC Steel Interchange - Shear Flow in Plastic DesignDokumen2 halamanASIC Steel Interchange - Shear Flow in Plastic DesignMikeBelum ada peringkat
- Penetration Into The Base Metal: If You'Ve Ever Asked Yourself "Why?"Dokumen2 halamanPenetration Into The Base Metal: If You'Ve Ever Asked Yourself "Why?"Ganesh AdityaBelum ada peringkat
- Si 08 2012 PDFDokumen2 halamanSi 08 2012 PDFhector diazBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- 6.5. Bolt Installation: 5.1. What Can Be Done To Prevent The Nut From Loosening?Dokumen3 halaman6.5. Bolt Installation: 5.1. What Can Be Done To Prevent The Nut From Loosening?Ahmed LepdaBelum ada peringkat
- AISC - Splice ConferenceDokumen4 halamanAISC - Splice ConferenceKamal HalawiBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steelwise PDFDokumen3 halamanSteelwise PDFYan Naung KoBelum ada peringkat
- The Design of Anchor Rods Has Become Complex and Cumbersome With The Development of TheDokumen8 halamanThe Design of Anchor Rods Has Become Complex and Cumbersome With The Development of Theani145yadavBelum ada peringkat
- Si 03 2013 PDFDokumen2 halamanSi 03 2013 PDFhector diazBelum ada peringkat
- Clase Dise o Anclajes PDFDokumen59 halamanClase Dise o Anclajes PDFFran Barrera AlbornozBelum ada peringkat
- Modern Steel Construction's MonthlyDokumen2 halamanModern Steel Construction's MonthlyapirakqBelum ada peringkat
- QuizDokumen2 halamanQuizMamu ToothBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourDokumen2 halamanSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send Yourgv Sathishkumar KumarBelum ada peringkat
- Si 10 2012 PDFDokumen2 halamanSi 10 2012 PDFhector diazBelum ada peringkat
- Discussion - The Behavior and Load-Carrying Capacity of Unstiffened Seated Beam ConnectionsDokumen6 halamanDiscussion - The Behavior and Load-Carrying Capacity of Unstiffened Seated Beam Connectionsyyanan1118Belum ada peringkat
- Anchor Bolt TolerancesDokumen3 halamanAnchor Bolt TolerancesRam BabuBelum ada peringkat
- Steel Interchange: How To Specify AESS Gusset Plate DesignDokumen2 halamanSteel Interchange: How To Specify AESS Gusset Plate Designhector diazBelum ada peringkat
- Steel Interchange: Shear LagDokumen2 halamanSteel Interchange: Shear Laghector diazBelum ada peringkat
- Steel Use of OmegaDokumen2 halamanSteel Use of OmegaWesly CenterwallBelum ada peringkat
- CH 7 Simple Beam End Connections-9-13Dokumen60 halamanCH 7 Simple Beam End Connections-9-13JakesBelum ada peringkat
- Bolt Entering Direction PDFDokumen2 halamanBolt Entering Direction PDFaams_sBelum ada peringkat
- Si 10 2013 PDFDokumen2 halamanSi 10 2013 PDFhector diazBelum ada peringkat
- Tolerating TolerancesDokumen3 halamanTolerating TolerancesgrtunaBelum ada peringkat
- Modern Steel Construction's MonthlyDokumen2 halamanModern Steel Construction's MonthlyircivilcivilBelum ada peringkat
- SQ 17Dokumen2 halamanSQ 17Alparslan GureBelum ada peringkat
- HSS Steel AvailabilityDokumen2 halamanHSS Steel Availabilityaams_sBelum ada peringkat
- Anchor Bolt TolleranceDokumen1 halamanAnchor Bolt Tolleranceghost6626Belum ada peringkat
- Felxural Strength of A Box Section PDFDokumen2 halamanFelxural Strength of A Box Section PDFaams_sBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Si 01 2012 PDFDokumen2 halamanSi 01 2012 PDFAnonymous sfQEKGACgKBelum ada peringkat
- Struc Steel Erection Aids PDFDokumen3 halamanStruc Steel Erection Aids PDFIbrahem HakamBelum ada peringkat
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersDokumen2 halamanSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazBelum ada peringkat
- Connection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Dokumen47 halamanConnection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Rajesh Jellelu100% (6)
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!esgsBelum ada peringkat
- 30 Rules For Good Connections.5Dokumen4 halaman30 Rules For Good Connections.5chipchipperson100% (1)
- Simple Shear ConnectionsDokumen3 halamanSimple Shear ConnectionsMena M. ZakiBelum ada peringkat
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDari EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsPenilaian: 4 dari 5 bintang4/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Si 02 2015Dokumen2 halamanSi 02 2015Andres CasadoBelum ada peringkat
- Si 05 2015Dokumen2 halamanSi 05 2015Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Si 03 2015 PDFDokumen2 halamanSi 03 2015 PDFAndres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Si 05 2018Dokumen2 halamanSi 05 2018Andres CasadoBelum ada peringkat
- Si 11 2015 PDFDokumen2 halamanSi 11 2015 PDFAndres CasadoBelum ada peringkat
- Si 04 2016Dokumen2 halamanSi 04 2016Andres CasadoBelum ada peringkat
- Si 07 2016Dokumen2 halamanSi 07 2016Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Si 12 2016Dokumen2 halamanSi 12 2016Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- Beam ConnectionDokumen2 halamanBeam Connectioneduardox1Belum ada peringkat
- C#Dokumen17 halamanC#thorian2Belum ada peringkat
- Avamar KB 000471330Dokumen1 halamanAvamar KB 000471330jaykkamalBelum ada peringkat
- PMC200 User ManualDokumen107 halamanPMC200 User Manualaalinares1Belum ada peringkat
- Konica Minolta Bizhub 165 User GuideDokumen146 halamanKonica Minolta Bizhub 165 User GuideAnonymous gptX7l0ARXBelum ada peringkat
- UnderstandingDokumen110 halamanUnderstandingsreedevi gummadiBelum ada peringkat
- Coastal Construction ManualDokumen279 halamanCoastal Construction ManualRomina Roxana Rivera LemonaoBelum ada peringkat
- VIS Steel BrochureDokumen40 halamanVIS Steel Brochurehoang tran vanBelum ada peringkat
- Electrical Works and CodesDokumen35 halamanElectrical Works and CodesĢI ĢIBelum ada peringkat
- Niche Lifts Brochure Passenger 01Dokumen8 halamanNiche Lifts Brochure Passenger 01xavierjeffBelum ada peringkat
- AGM May2013 OrnamentalsDokumen90 halamanAGM May2013 OrnamentalsDianette BetaBelum ada peringkat
- Airbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) ComponentsDokumen34 halamanAirbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) Componentsolegprikhodko2809Belum ada peringkat
- IM12-IS: Ice Maker/Maquina de Hacer Hielo Instruction Manual/Manual de InstruccionesDokumen20 halamanIM12-IS: Ice Maker/Maquina de Hacer Hielo Instruction Manual/Manual de Instruccionesoscar salvadorBelum ada peringkat
- More GoogleDokumen3 halamanMore GoogleSerge TarashchanskyBelum ada peringkat
- AWS Certified Sysops Associate BlueprintDokumen2 halamanAWS Certified Sysops Associate BlueprintsajidscribdBelum ada peringkat
- BREEAM Assessing Health and Wellbeing in BuildingsDokumen16 halamanBREEAM Assessing Health and Wellbeing in BuildingspcastrorBelum ada peringkat
- Construction of Heydar Aliyev Center by Zaha Hadid (Part 1) Adelto AdeltoDokumen13 halamanConstruction of Heydar Aliyev Center by Zaha Hadid (Part 1) Adelto AdeltoRAJ AGRAWAL33% (3)
- TDokumen280 halamanTPeggy GreenBelum ada peringkat
- Implementasi Konsep Arsitektur High-Tech Pada Desain Fitness and Wellness Center Di PekanbaruDokumen12 halamanImplementasi Konsep Arsitektur High-Tech Pada Desain Fitness and Wellness Center Di PekanbaruAmaterasuBelum ada peringkat
- Design of SlabsDokumen53 halamanDesign of Slabsgrkvani10Belum ada peringkat
- Comparative Study On RCC Beam With and Without Carbon Fibre Reinforced Polymer Using Ansys SoftwareDokumen5 halamanComparative Study On RCC Beam With and Without Carbon Fibre Reinforced Polymer Using Ansys SoftwareEditor IJTSRDBelum ada peringkat
- Material SpecificationDokumen3 halamanMaterial SpecificationRobert M. Longo, AIABelum ada peringkat
- ELO 2011 - For - BPDokumen8 halamanELO 2011 - For - BPAndrei FlorentinBelum ada peringkat
- Girishpote DBA KUWAITDokumen7 halamanGirishpote DBA KUWAITMusa TahirliBelum ada peringkat
- Modular Construction From Projects To Products Full Report NEWDokumen34 halamanModular Construction From Projects To Products Full Report NEWmathew simonBelum ada peringkat
- Topic 6 Electrical Services To BuildingsDokumen14 halamanTopic 6 Electrical Services To Buildingsullhan84100% (1)
- Pengaruh Suspender Tipe Vertical Dan Inclined Terhadap Kestabilan Jembatan GantungDokumen10 halamanPengaruh Suspender Tipe Vertical Dan Inclined Terhadap Kestabilan Jembatan GantungMuhammad RidhaBelum ada peringkat
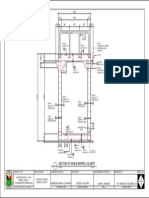
- Section of Single Barrel CulvertDokumen1 halamanSection of Single Barrel CulvertJaymark SorianoBelum ada peringkat
- SAP INTERVIEW QueDokumen2 halamanSAP INTERVIEW QueManas Kumar SahooBelum ada peringkat
- 10 GS-08 - Air Conditioning - Ventilation SystemDokumen111 halaman10 GS-08 - Air Conditioning - Ventilation SystemshivvaramBelum ada peringkat