Anda mungkin juga menyukai
- Processos Industriais: Unidade de Extração SupercríticaDari EverandProcessos Industriais: Unidade de Extração SupercríticaPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- CSTR No IsotermicoDokumen2 halamanCSTR No IsotermicoGerardo MejiaBelum ada peringkat
- Operações Unitarias 3 - UmidificaçãoDokumen9 halamanOperações Unitarias 3 - UmidificaçãoCarlos FrançaBelum ada peringkat
- Reporte-7 1Dokumen12 halamanReporte-7 1Yenny GonzálezBelum ada peringkat
- Sedimentador BacthDokumen6 halamanSedimentador BacthYanet CarrionBelum ada peringkat
- AntoineDokumen3 halamanAntoineKarla Cristal Martínez100% (1)
- Filtracion EjemploDokumen1 halamanFiltracion EjemploYesica AltamiranoBelum ada peringkat
- Pcpu 8 V304 R 06Dokumen21 halamanPcpu 8 V304 R 06Francisco Fábio SouzaBelum ada peringkat
- Balance de La Cañaaaa2Dokumen5 halamanBalance de La Cañaaaa2Alicia Xiomara Parraga QuispeBelum ada peringkat
- Tanque Separador - Mebrafe PDFDokumen6 halamanTanque Separador - Mebrafe PDFmarceloBelum ada peringkat
- Solucionário Skoog Cap05Dokumen4 halamanSolucionário Skoog Cap05Bruno TaveiraBelum ada peringkat
- AntoineDokumen18 halamanAntoineLari GrossiBelum ada peringkat
- Tabelas Incropera 6ed A-4 A A-6 v2Dokumen11 halamanTabelas Incropera 6ed A-4 A A-6 v2ironbatjediBelum ada peringkat
- Secagem Fundamentos e EquaçoesDokumen34 halamanSecagem Fundamentos e EquaçoesAndré LuisBelum ada peringkat
- Mecanismos de SecagemDokumen9 halamanMecanismos de SecagemTaize SoaresBelum ada peringkat
- Procedimentos Operacionais Na Secagem Com Alta Temperatura - Reportagem de Capa SEED News Ano XIV - NDokumen3 halamanProcedimentos Operacionais Na Secagem Com Alta Temperatura - Reportagem de Capa SEED News Ano XIV - NjonascamiloBelum ada peringkat
- Métodos de SecagemDokumen4 halamanMétodos de SecagemNayá Paiva0% (1)
- Tipos de SecadoresDokumen15 halamanTipos de SecadoresEsthiyaBelum ada peringkat
- Secadores RotativosDokumen12 halamanSecadores RotativosKaren BobadillaBelum ada peringkat
- Secagem Altas TemperaturasDokumen7 halamanSecagem Altas TemperaturasCamila TeixeiraBelum ada peringkat
- Secadores - VFDokumen58 halamanSecadores - VFGuilherme CapistranoBelum ada peringkat
- Secagem IndustrialDokumen13 halamanSecagem IndustrialEmerson TavaresBelum ada peringkat
- Secadores para Soluções e SuspensõesDokumen7 halamanSecadores para Soluções e SuspensõeskarontyBelum ada peringkat
- Projeto Secador de Casca de BananaDokumen15 halamanProjeto Secador de Casca de BananaMayara TezoniBelum ada peringkat
- 2 Atividade Da RED - Equipamentos de Secagem (Secador) e LiofilizadorDokumen8 halaman2 Atividade Da RED - Equipamentos de Secagem (Secador) e LiofilizadorNaian AzevedoBelum ada peringkat
- Armazenamento de GrãosDokumen17 halamanArmazenamento de GrãosElessandro ManuelBelum ada peringkat
- Trabalho Secadores - Thais CarvalhoDokumen23 halamanTrabalho Secadores - Thais CarvalhoThais CarvalhoBelum ada peringkat
- Pré-Relatório SPRAY DRYERDokumen11 halamanPré-Relatório SPRAY DRYERLeoFida0% (1)
- Manual de Orientações Quanto Aos Procedimentos de Secagem PDFDokumen5 halamanManual de Orientações Quanto Aos Procedimentos de Secagem PDFJoão Carlos RezendeBelum ada peringkat
- Secador de GrãosDokumen6 halamanSecador de GrãosPatricia Hartman BonocielliBelum ada peringkat
- Psicrometria e SecagemDokumen3 halamanPsicrometria e SecagemAbsolon CarvalhoBelum ada peringkat
- Micro-Ondas e LiofilizaçãoDokumen25 halamanMicro-Ondas e LiofilizaçãoJonatan John BoehringerBelum ada peringkat
- Aula Sobre SecagemDokumen78 halamanAula Sobre SecagemThiagoBatistaBelum ada peringkat
- Tipo de SecadoresDokumen21 halamanTipo de SecadoresThera AlbuquerqueBelum ada peringkat
- Operações de Transferência de Calor:: SecagemDokumen19 halamanOperações de Transferência de Calor:: SecagemMaria Fernanda OliveiraBelum ada peringkat
- Trabalho Sobre Processos RevisadoDokumen17 halamanTrabalho Sobre Processos RevisadoCristiano Francisco MatosBelum ada peringkat
- SecagemDokumen87 halamanSecagemCláudia ZanettiBelum ada peringkat
- TRABALHO OPERAÇOES UNITARIAS - Secagem - Aluna: Kariny SantosDokumen30 halamanTRABALHO OPERAÇOES UNITARIAS - Secagem - Aluna: Kariny SantosKariny Bez SantosBelum ada peringkat
- Manual de Sistemas de Secagem Na Indústria de Cerâmica VermelhaDokumen46 halamanManual de Sistemas de Secagem Na Indústria de Cerâmica VermelhaEniclay NunesBelum ada peringkat
- Liofilização Carolina SteinDokumen11 halamanLiofilização Carolina SteinsteincarolinaBelum ada peringkat
- Estudo Do Processo de Secagem de Banana Verde em Leito Pulso-FluidizadoDokumen8 halamanEstudo Do Processo de Secagem de Banana Verde em Leito Pulso-FluidizadoInstituto Mauá de TecnologiaBelum ada peringkat
- Aula 10 - SecagemDokumen55 halamanAula 10 - SecagemLuis FollegattiBelum ada peringkat
- Manual Desumidificador MODELO: - : 1 - Descrição 2 - Instalação 3 - Operação 4 - Manutenção 5 - GarantiaDokumen13 halamanManual Desumidificador MODELO: - : 1 - Descrição 2 - Instalação 3 - Operação 4 - Manutenção 5 - GarantiaLP MaxBelum ada peringkat
- Forma Farmacêutica - Operacoes de Secagem TecnologiaDokumen27 halamanForma Farmacêutica - Operacoes de Secagem TecnologiajoanaussoBelum ada peringkat
- Granulacao Sist CorteDokumen7 halamanGranulacao Sist CortejjpenetoBelum ada peringkat
- Avaliação Energética de Um Secador Do Tipo CavaleteDokumen6 halamanAvaliação Energética de Um Secador Do Tipo CavaletejaoguerraBelum ada peringkat
- Cereais - ConservaçãoDokumen46 halamanCereais - ConservaçãoGabriela Avello CrepaldiBelum ada peringkat
- 18 - Aula PAADokumen47 halaman18 - Aula PAAElton Neves da SilvaBelum ada peringkat
- Relatório de SecagemDokumen9 halamanRelatório de SecagemLívia AlmeidaBelum ada peringkat
- Chiller's em Secadores de AçúcarDokumen7 halamanChiller's em Secadores de AçúcarMurilo RomãoBelum ada peringkat
- Processo de FabricoDokumen13 halamanProcesso de FabricoprofcmBelum ada peringkat
- G13-ATNP-3 - Joao-Paulo-Samuel-ThaisDokumen16 halamanG13-ATNP-3 - Joao-Paulo-Samuel-ThaisThais KerollinyBelum ada peringkat
- Relatório - Secagem Intro e Resultados OkDokumen20 halamanRelatório - Secagem Intro e Resultados OkLetícia MacedoBelum ada peringkat
- Relatório - Secagem FinalDokumen25 halamanRelatório - Secagem FinalLetícia MacedoBelum ada peringkat
- Aerao de Gros 1 PDFDokumen47 halamanAerao de Gros 1 PDFamanda almeidaBelum ada peringkat
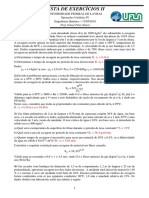
- Lista 2 PDFDokumen2 halamanLista 2 PDFJulia GuimaraesBelum ada peringkat
- Relatório de SecagemDokumen13 halamanRelatório de SecagemYara SenaBelum ada peringkat
- Resumo PpsapaDokumen3 halamanResumo PpsapaBaptista ZaqueuBelum ada peringkat
- Dimensionamento de Um Sistema de Refrigeração para Maçãs: Instituto Superior de Engenharia de LisboaDokumen59 halamanDimensionamento de Um Sistema de Refrigeração para Maçãs: Instituto Superior de Engenharia de Lisboaalexandre anunciacaoBelum ada peringkat
- 1 - Manual de Orientacao Primeira Parte OficialDokumen31 halaman1 - Manual de Orientacao Primeira Parte OficialMarilene100% (2)
- Faltas - Quadro ResumoDokumen4 halamanFaltas - Quadro ResumoAnonymous a39FXdueJoBelum ada peringkat
- A Divina ProporçãoDokumen4 halamanA Divina ProporçãoEduardo ValeiroBelum ada peringkat
- Aula+5+ +Transtorno+Da+Personalidade+BorderlineDokumen9 halamanAula+5+ +Transtorno+Da+Personalidade+BorderlineFERNANDABelum ada peringkat
- Conceito Da Teoria de Motivacao de MaslowDokumen4 halamanConceito Da Teoria de Motivacao de MaslowAntonio LimaBelum ada peringkat
- Alavanca CambioDokumen52 halamanAlavanca CambioPauloFeitoza100% (1)
- Baixar Livro de Filosofia 11a ClasseDokumen49 halamanBaixar Livro de Filosofia 11a ClasseJamila IbrahimoBelum ada peringkat
- Análise de Viabilidade EconômicaDokumen17 halamanAnálise de Viabilidade Econômicael_ruso__83Belum ada peringkat
- Incapacidadelaboral DuilioDokumen34 halamanIncapacidadelaboral DuilioAndrea MascarenhasBelum ada peringkat
- 2° Prova 7° Ano 4° BimestreDokumen2 halaman2° Prova 7° Ano 4° BimestreElielson Dos Santos FernandesBelum ada peringkat
- Aula - Introdução À Educação Do CampoDokumen13 halamanAula - Introdução À Educação Do CampoAstrogildo de FrançaBelum ada peringkat
- Introduçao - Dinâmica Das EstruturasDokumen50 halamanIntroduçao - Dinâmica Das EstruturasBárbara CamposBelum ada peringkat
- O Insólito Nos Contos de O Fio Das Missangas, de Mia CoutoDokumen87 halamanO Insólito Nos Contos de O Fio Das Missangas, de Mia CoutoTiago Souza Motocrossplays100% (1)
- Caso Clínico SAEDokumen7 halamanCaso Clínico SAEValdir GomesBelum ada peringkat
- 2 - Controle de Qualidade Na Farmacia MagistralDokumen71 halaman2 - Controle de Qualidade Na Farmacia Magistralphaela_ma100% (1)
- Ebook Gestão de Finanças PessoaisDokumen133 halamanEbook Gestão de Finanças Pessoaiseversonmachado9482Belum ada peringkat
- Pontos Positivos e Negativos Dos TemperamentosDokumen4 halamanPontos Positivos e Negativos Dos TemperamentosRosiane Portela de Paula Santos100% (1)
- Raciocínio Lógico Matemático Sentencial CESPE-UnB PDFDokumen11 halamanRaciocínio Lógico Matemático Sentencial CESPE-UnB PDFErick MouraBelum ada peringkat
- Dissertação Isadora de AlbuquerqueDokumen43 halamanDissertação Isadora de AlbuquerqueIvyBelum ada peringkat
- Estatística ResumoDokumen23 halamanEstatística Resumotrying to draw things100% (1)
- Simples Carregador de Bateria (CIR3302)Dokumen2 halamanSimples Carregador de Bateria (CIR3302)Darilho Batista IgnacioBelum ada peringkat
- N.T. Revista Literaria em Traducao N 4 PDFDokumen266 halamanN.T. Revista Literaria em Traducao N 4 PDForg22559Belum ada peringkat
- Catálogo de Produtos Skil 2016Dokumen72 halamanCatálogo de Produtos Skil 2016Wellington BonessBelum ada peringkat
- A Classe Dos Adjetivos - Ficha de Trabalho - 5º AnoDokumen3 halamanA Classe Dos Adjetivos - Ficha de Trabalho - 5º AnoMarisa MontesBelum ada peringkat
- CAMILO - PolemicasDokumen8 halamanCAMILO - Polemicasw0lf3nst3inBelum ada peringkat
- Plan0 de Ensino - S.B.C2022.2Dokumen4 halamanPlan0 de Ensino - S.B.C2022.2infoeletronicoBelum ada peringkat
- Rauski. Michelato. Música e Inclusão Social - o Trabalho Da Banda Marcial MaristaDokumen49 halamanRauski. Michelato. Música e Inclusão Social - o Trabalho Da Banda Marcial MaristaEgon Eduardo SBelum ada peringkat
- TD01 Revisão PDFDokumen2 halamanTD01 Revisão PDFraellen magdyelliBelum ada peringkat
- ANTEPROJETODokumen12 halamanANTEPROJETOAfonso SalumbomboBelum ada peringkat
- Estruturas de Madeira 05bDokumen12 halamanEstruturas de Madeira 05bMarcelo Issler Ferreira SousaBelum ada peringkat