Anda mungkin juga menyukai
- Marco Teórico Sig Sixma, PokayokeDokumen5 halamanMarco Teórico Sig Sixma, PokayokeedwarBelum ada peringkat
- Validación de Sistemas ComputarizadosDokumen73 halamanValidación de Sistemas ComputarizadosLawrence Mejia100% (2)
- Método de Camerón para planes de muestreo simpleDokumen7 halamanMétodo de Camerón para planes de muestreo simpleAlejandro Balderas0% (3)
- L - TPD - 104 - 3 ELABORACIÓN DE ISOMÉTRICO DE TUBERÍASDokumen12 halamanL - TPD - 104 - 3 ELABORACIÓN DE ISOMÉTRICO DE TUBERÍASJhonny Rafael Blanco Caura100% (2)
- Mecanismos básicos de la palancaDokumen6 halamanMecanismos básicos de la palancaCarmenCeciliaBritoVasquez0% (1)
- BIMBODokumen5 halamanBIMBOCLASES ITS BAÑOSBelum ada peringkat
- Propuesta PokayokeDokumen33 halamanPropuesta PokayokeLuis RomeroBelum ada peringkat
- Plan de MantenimientoDokumen37 halamanPlan de MantenimientoAdelaida García Lares0% (1)
- Carga finita vs infinita: planificación de capacidad y recursosDokumen2 halamanCarga finita vs infinita: planificación de capacidad y recursosAraceli GinesBelum ada peringkat
- Variabilidades de MejoraDokumen4 halamanVariabilidades de MejoraMaru Caro100% (3)
- Presentacion Imco Servicios 2015 VFDokumen85 halamanPresentacion Imco Servicios 2015 VFCHARLES HUMBERTO100% (1)
- Diagrama de Proceso Pan BIMBODokumen1 halamanDiagrama de Proceso Pan BIMBOChristian Israel Garcia SalvadorBelum ada peringkat
- Compare Las Siguientes Máquinas Con Base en Sus Valores Presentes. Utilice I 12% AnualDokumen3 halamanCompare Las Siguientes Máquinas Con Base en Sus Valores Presentes. Utilice I 12% AnualJosé Raúl Chapoñán PantaleónBelum ada peringkat
- Cadena de Suministro de AmazonDokumen2 halamanCadena de Suministro de Amazonvertices digitalBelum ada peringkat
- Md07 Vista Colectiva de Necesidades de PlanificacionDokumen5 halamanMd07 Vista Colectiva de Necesidades de PlanificacionEdwards GarciaBelum ada peringkat
- Trabajo Final Nissan ContenidoDokumen25 halamanTrabajo Final Nissan ContenidoJuan Carlos ValenzuelaBelum ada peringkat
- Ensayo Ingenieria IndustrialDokumen6 halamanEnsayo Ingenieria IndustrialJorge Rodolfo Ortiz MoralesBelum ada peringkat
- PS-P-19 Procedimiento Aplicación de Sandblasting y Pintura Rev. 0Dokumen16 halamanPS-P-19 Procedimiento Aplicación de Sandblasting y Pintura Rev. 0maira sanabriaBelum ada peringkat
- La Coca Cola LogisticaDokumen2 halamanLa Coca Cola Logisticadomingo arevalo100% (1)
- Procedimiento de trabajo seguro en espacios confinadosDokumen3 halamanProcedimiento de trabajo seguro en espacios confinadosIngTermineitorQuispeBelum ada peringkat
- Muda de Productos DefectuososDokumen16 halamanMuda de Productos DefectuososKuroi Kanjō NashiBelum ada peringkat
- Ejemplo de La Aplicación de Lean Manufacturing en La Empresa BIMBODokumen2 halamanEjemplo de La Aplicación de Lean Manufacturing en La Empresa BIMBOOmar Van Groot43% (7)
- Ensayo Sobre Exelencia OperativaDokumen7 halamanEnsayo Sobre Exelencia OperativaBronee OnneBelum ada peringkat
- Análisis de iniciativas de calidad en XeroxDokumen1 halamanAnálisis de iniciativas de calidad en XeroxDiego Málaga TerneroBelum ada peringkat
- Mantenimiento IndustrialDokumen6 halamanMantenimiento IndustrialferBelum ada peringkat
- CONTROLDokumen5 halamanCONTROLliliBelum ada peringkat
- Mantenimiento Calzado SAcDokumen8 halamanMantenimiento Calzado SAcHar VasKzBelum ada peringkat
- Balance de ComproDokumen2 halamanBalance de Comprowocman0% (1)
- Grupo PeñafielDokumen11 halamanGrupo PeñafielYei Cardenas100% (1)
- 3.4.metodos Automotizados para Generar AlternativasDokumen15 halaman3.4.metodos Automotizados para Generar AlternativasChucho Carvajal100% (1)
- DIAGRAMA DE PARETO, EnvasadoDokumen2 halamanDIAGRAMA DE PARETO, EnvasadoElías ArriolaBelum ada peringkat
- Six Sigma Polleria La EspadaDokumen15 halamanSix Sigma Polleria La EspadaYemis Alva Palacios50% (2)
- Cálculo de capacidades requeridas vs disponibles mediante CRP para la planificación de recursosDokumen7 halamanCálculo de capacidades requeridas vs disponibles mediante CRP para la planificación de recursosMoises Bardales CerquínBelum ada peringkat
- Implementando termómetro para prevenir defectos en desmolde de pastelesDokumen2 halamanImplementando termómetro para prevenir defectos en desmolde de pastelesOmar Baca75% (4)
- Curriculum VitaeDokumen2 halamanCurriculum Vitaericardo lian rodriguezBelum ada peringkat
- Cemex ReporteDokumen9 halamanCemex ReporteDeysi De La Cruz Flores0% (1)
- Tecnologías de Empaque y Codificación de Productos Almacenados.Dokumen25 halamanTecnologías de Empaque y Codificación de Productos Almacenados.Carlos GomezBelum ada peringkat
- Ciclo CMM para mejora continuaDokumen5 halamanCiclo CMM para mejora continuaDiego Torres Reyes100% (1)
- Mapa Conceptual Modelo ScorDokumen1 halamanMapa Conceptual Modelo Scorjunior100% (1)
- Premio Baja California A La Calidad y CompetitividadDokumen3 halamanPremio Baja California A La Calidad y CompetitividadJuan CorderoBelum ada peringkat
- Certificaciones Grupo ModeloDokumen2 halamanCertificaciones Grupo ModeloJavier Ramiro CristobalBelum ada peringkat
- Planeacion Financiera Mercado de Dinero y Capital Nere&NoraDokumen5 halamanPlaneacion Financiera Mercado de Dinero y Capital Nere&NoranoraBelum ada peringkat
- Modelo CentroideDokumen4 halamanModelo CentroidebrujomaximoBelum ada peringkat
- VENTAJAS DEL METODO DE SUAVIZACION EXPONENCIAL SIMPLE - KenDokumen8 halamanVENTAJAS DEL METODO DE SUAVIZACION EXPONENCIAL SIMPLE - KenKennedy minayaBelum ada peringkat
- Investigación Experimental (TALLER DE INVESTIGACION 1)Dokumen8 halamanInvestigación Experimental (TALLER DE INVESTIGACION 1)Hecsali SalinasBelum ada peringkat
- Políticas de reemplazo y capacitación RHDokumen5 halamanPolíticas de reemplazo y capacitación RHtlilayatziBelum ada peringkat
- Ensayo de Mantenimiento AutonomoDokumen3 halamanEnsayo de Mantenimiento Autonomojhon possoBelum ada peringkat
- Unidad 3 - 3.4 Depreciacion de Saldo Decreciente Ingenieria EconomicaDokumen1 halamanUnidad 3 - 3.4 Depreciacion de Saldo Decreciente Ingenieria EconomicaGénesis Acosta75% (8)
- Glosario Estudio Del TrabajoDokumen13 halamanGlosario Estudio Del TrabajoRamón Bolívar100% (1)
- Control ConceptosDokumen2 halamanControl ConceptosSergio Ecm100% (1)
- Semanas 25 Boligrafo 1Dokumen20 halamanSemanas 25 Boligrafo 1luis angel rodriguez gayossoBelum ada peringkat
- Caso ForsaDokumen1 halamanCaso ForsaEdgar QuispeBelum ada peringkat
- Capacidad de DiseñoDokumen2 halamanCapacidad de Diseñonelson bessoneBelum ada peringkat
- 9s Empresa de PanaderiaDokumen11 halaman9s Empresa de PanaderiaGilberto GallardoBelum ada peringkat
- Ruta más corta para rescatar minero atrapadoDokumen9 halamanRuta más corta para rescatar minero atrapadoMaría Dionicio PetroBelum ada peringkat
- Tortillería (Implantacion Del TPM)Dokumen9 halamanTortillería (Implantacion Del TPM)Wero Gracia33% (3)
- Unidad 4Dokumen46 halamanUnidad 4Osvaldo CuevasBelum ada peringkat
- Factor de RitmoDokumen10 halamanFactor de Ritmoabrahamvega2716Belum ada peringkat
- Riesgos de Un Manejo Ineficiente de MaterialesDokumen8 halamanRiesgos de Un Manejo Ineficiente de MaterialesDomingo Sebastian OsorioBelum ada peringkat
- Beneficios de postular al Premio Nacional a la CalidadDokumen6 halamanBeneficios de postular al Premio Nacional a la CalidadSamuel p100% (1)
- Resumen Ejecutivo Tecnico y FinancieroDokumen53 halamanResumen Ejecutivo Tecnico y FinancieroAdrian Ryan50% (2)
- 6 2 2 2Dokumen41 halaman6 2 2 2Amparito Peña Cano100% (3)
- Ejemplo CPMDokumen2 halamanEjemplo CPMFrancisco PootBelum ada peringkat
- RegresionDokumen5 halamanRegresionEl DavidBelum ada peringkat
- Caracteristicas Del Sistema de Produccion FlexibleDokumen6 halamanCaracteristicas Del Sistema de Produccion FlexiblelupitaBelum ada peringkat
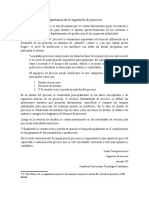
- Importancia de La Ingeniería de ProcesosDokumen2 halamanImportancia de La Ingeniería de ProcesosSika Correa100% (1)
- Manufactura Esbelta Aplicada A Una Empresa GalleterDokumen4 halamanManufactura Esbelta Aplicada A Una Empresa GalleterCARLOS100% (1)
- Manufactura EsbeltaDokumen13 halamanManufactura EsbeltaEmanuel NievesBelum ada peringkat
- Manufactura Esbelta Aplicada A Una Línea de GalletasDokumen14 halamanManufactura Esbelta Aplicada A Una Línea de GalletasWill Farfan UrquizoBelum ada peringkat
- PracticaDokumen2 halamanPracticaBETOBelum ada peringkat
- 2fili AbelDokumen2 halaman2fili AbelBETOBelum ada peringkat
- 2fili AbelDokumen2 halaman2fili AbelBETOBelum ada peringkat
- Que Es Manufactura EsbeltaDokumen1 halamanQue Es Manufactura EsbeltaBETOBelum ada peringkat
- Ingenieria RobustaDokumen3 halamanIngenieria RobustaLuis G HernándezBelum ada peringkat
- Analisis Del Cumplimiento de Los Procedimientos Ciberseguridad en La ArmadaDokumen38 halamanAnalisis Del Cumplimiento de Los Procedimientos Ciberseguridad en La ArmadaJonathan VillamarBelum ada peringkat
- PaletizacionDokumen56 halamanPaletizacionCharly MonterosBelum ada peringkat
- ABCDokumen3 halamanABCJunior Emilio Valle100% (1)
- Matriz Legal - EjemploDokumen1 halamanMatriz Legal - EjemploLucasBelum ada peringkat
- 22 Sikafloor 3 Quartz TopDokumen3 halaman22 Sikafloor 3 Quartz TopRob MarBelum ada peringkat
- Auditoria TrinormaDokumen6 halamanAuditoria TrinormaSalinas CinthyaBelum ada peringkat
- Manual LG WM9WB6Dokumen48 halamanManual LG WM9WB6Ivan MunozBelum ada peringkat
- Cuadro SocialDokumen2 halamanCuadro SocialHugo H MorelBelum ada peringkat
- Chacon FinalDokumen78 halamanChacon FinalEbfm EbfmBelum ada peringkat
- Trabajo fin master sobre mejora de calidad superficial de tubosDokumen12 halamanTrabajo fin master sobre mejora de calidad superficial de tubosAlberto Mack Padilla NietoBelum ada peringkat
- Cimentaciones de Una Casa de 1 y Dos PisosDokumen22 halamanCimentaciones de Una Casa de 1 y Dos PisosSebastián QuirogaBelum ada peringkat
- EJERCICIO PARA PRACticar EFDokumen4 halamanEJERCICIO PARA PRACticar EFKobaBelum ada peringkat
- Anteproyecto Lab. IdiomasDokumen21 halamanAnteproyecto Lab. IdiomasMar MOmlBelum ada peringkat
- Especificaciones TecnicasDokumen50 halamanEspecificaciones TecnicasIrex FalconBelum ada peringkat
- Creacion e Implementación de Una Pagina Web A Una EmpresaDokumen16 halamanCreacion e Implementación de Una Pagina Web A Una Empresajose raulBelum ada peringkat
- Auditoría informática: funciones y controlesDokumen24 halamanAuditoría informática: funciones y controlesOrlando Jose Marcano SalazarBelum ada peringkat
- Teorias Sobre La Fatig1Dokumen12 halamanTeorias Sobre La Fatig1Andrés Bahamón CedeñoBelum ada peringkat
- Extracción de VaporubDokumen5 halamanExtracción de VaporubDaniel PiñaBelum ada peringkat
- Indicadores de gestión empresariales: definición y objetivosDokumen30 halamanIndicadores de gestión empresariales: definición y objetivosivanchothechampeonBelum ada peringkat