Anda mungkin juga menyukai
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Research Plan at Japanese University: 1. Research Theme/Preliminary TitleDokumen1 halamanResearch Plan at Japanese University: 1. Research Theme/Preliminary TitleFuad EngineBelum ada peringkat
- DDokumen36 halamanDFuad EngineBelum ada peringkat
- CrackerDokumen15 halamanCrackerFuad EngineBelum ada peringkat
- RPi GPIO Python Quickstart GuideaaDokumen2 halamanRPi GPIO Python Quickstart GuideaaFuad EngineBelum ada peringkat
- Struk ListrikDokumen1 halamanStruk ListrikFuad EngineBelum ada peringkat
- Weighted Average Operators Generated by N-Dimensional Overlaps and An Application in Decision MakingDokumen6 halamanWeighted Average Operators Generated by N-Dimensional Overlaps and An Application in Decision MakingFuad EngineBelum ada peringkat
- Manual PDFDokumen178 halamanManual PDFFuad EngineBelum ada peringkat
- Matlab (FUAD MAHFUDIANTO)Dokumen14 halamanMatlab (FUAD MAHFUDIANTO)Fuad EngineBelum ada peringkat
- Fuad MahfudiantoDokumen17 halamanFuad MahfudiantoFuad EngineBelum ada peringkat
- 2017 - Lab 2 Microcontroller and Basic I - 1Dokumen21 halaman2017 - Lab 2 Microcontroller and Basic I - 1Fuad EngineBelum ada peringkat
- Power "FUAD MAHFUDIANTO"Dokumen52 halamanPower "FUAD MAHFUDIANTO"Fuad EngineBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Chem 11 Mole Review Ch3 PDFDokumen4 halamanChem 11 Mole Review Ch3 PDFCarl Agape DavisBelum ada peringkat
- ABB IRB 2400 SpecificatiiDokumen2 halamanABB IRB 2400 Specificatiialin.butunoi865Belum ada peringkat
- Applied Thermodynamics C211 PDFDokumen173 halamanApplied Thermodynamics C211 PDFSubham AcharyaBelum ada peringkat
- Medium Voltage - CELLPACKDokumen12 halamanMedium Voltage - CELLPACKfreddysh4330Belum ada peringkat
- Siemens SONOLINE SL-1CDokumen37 halamanSiemens SONOLINE SL-1CCosty100% (2)
- MP EM Ass 16: Biot-Savart LawDokumen14 halamanMP EM Ass 16: Biot-Savart LawBlueAstro63% (8)
- Synthesis and Characterization of Mandur BhasmaDokumen8 halamanSynthesis and Characterization of Mandur BhasmaYousuf SahadBelum ada peringkat
- The Temperature of Water Is Kept Constant During SwimmingDokumen2 halamanThe Temperature of Water Is Kept Constant During SwimmingBizay MarikhuBelum ada peringkat
- Omae2009 79047Dokumen6 halamanOmae2009 79047Mehdi Ghoddosi100% (1)
- Digital To Analog Converter (DAC)Dokumen32 halamanDigital To Analog Converter (DAC)Rajesh PaudyalBelum ada peringkat
- DLM ValidationDokumen7 halamanDLM ValidationSandilya KambampatiBelum ada peringkat
- Heat SPM Mind MapDokumen6 halamanHeat SPM Mind MapAzaizulAhmadBelum ada peringkat
- Cell Biology Cell Structures and Their FunctionsDokumen30 halamanCell Biology Cell Structures and Their FunctionsMing Shahir SalehBelum ada peringkat
- Transport Phenomena QuizDokumen2 halamanTransport Phenomena QuizDtf6969Belum ada peringkat
- CFX MultiphaseDokumen2 halamanCFX MultiphaseNiamul Baqui100% (1)
- Effects of Partial Replacement of Cement With Marble Dust Powder On Properties of ConcreteDokumen5 halamanEffects of Partial Replacement of Cement With Marble Dust Powder On Properties of ConcreteIJIRSTBelum ada peringkat
- MercerizationDokumen2 halamanMercerizationLohit MohapatraBelum ada peringkat
- SE 602 Surface Characterization Techniques: Text BooksDokumen4 halamanSE 602 Surface Characterization Techniques: Text BooksSreekanth IyerBelum ada peringkat
- Which Is Formed First, in Structural Geology Fold Then Fault or Fault Then FoldDokumen13 halamanWhich Is Formed First, in Structural Geology Fold Then Fault or Fault Then Foldanicetus namangBelum ada peringkat
- Computer Project # 1 - Interpolation, Differentiation and IntegrationDokumen1 halamanComputer Project # 1 - Interpolation, Differentiation and IntegrationKetan RsBelum ada peringkat
- 2014-04-11 The Very Big and The Very Small, OptimizationDokumen5 halaman2014-04-11 The Very Big and The Very Small, OptimizationsamjshahBelum ada peringkat
- Introduction To ANSYS WorkbenchDokumen29 halamanIntroduction To ANSYS WorkbenchSudhanwa KulkarniBelum ada peringkat
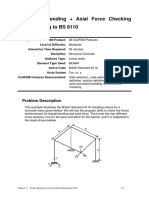
- Biaxial Bending + Axial Force Checking According To BS 8110Dokumen39 halamanBiaxial Bending + Axial Force Checking According To BS 8110HectoreRodriguezlBelum ada peringkat
- Mitutoyo - Czujniki Linear Gage - PRE1474 (2) - 2018 ENDokumen64 halamanMitutoyo - Czujniki Linear Gage - PRE1474 (2) - 2018 END.T.100% (1)
- Physics CHP T 19Dokumen39 halamanPhysics CHP T 19RmyBelum ada peringkat
- Modern Control Design With MATLAB and SIMULINKDokumen518 halamanModern Control Design With MATLAB and SIMULINKPrajwal Bikram Thapa94% (17)
- Review Article: Liposomes For Use in Gene DeliveryDokumen13 halamanReview Article: Liposomes For Use in Gene DeliveryParagRoyBelum ada peringkat
- SEM 1 MCA 11 MathematicsDokumen379 halamanSEM 1 MCA 11 MathematicsMalatesh HavanagiBelum ada peringkat
- Tolerance Accumulation and Analysis (GD&T)Dokumen80 halamanTolerance Accumulation and Analysis (GD&T)Kishor kumar Bhatia50% (4)
- DANI SolutionsDokumen164 halamanDANI SolutionsSORIN AVRAMESCUBelum ada peringkat