Anda mungkin juga menyukai
- Unit 3. Furnaces: Professional Course in English "Process Technology. Equipment and Systems"Dokumen20 halamanUnit 3. Furnaces: Professional Course in English "Process Technology. Equipment and Systems"Nathalia DelgadoBelum ada peringkat
- An Introduction to Chemical Metallurgy: International Series on Materials Science and TechnologyDari EverandAn Introduction to Chemical Metallurgy: International Series on Materials Science and TechnologyBelum ada peringkat
- Self-healing Ceramic Matrix Composites: A MonographDari EverandSelf-healing Ceramic Matrix Composites: A MonographBelum ada peringkat
- Learn Critical Aspects of Pattern and Mould Making in FoundryDari EverandLearn Critical Aspects of Pattern and Mould Making in FoundryBelum ada peringkat
- Glass 4 - 5 11 - 2015Dokumen70 halamanGlass 4 - 5 11 - 2015Laxman KumarBelum ada peringkat
- Engineering MetalsDokumen9 halamanEngineering Metalsmanhcuongctk39lBelum ada peringkat
- First Magnetic Roasting PlantDokumen17 halamanFirst Magnetic Roasting PlantranjeevkumarBelum ada peringkat
- Furnace Linings Ferrous 01Dokumen12 halamanFurnace Linings Ferrous 01Jennifer Nicky Shaker100% (1)
- Iron Making Unit 2Dokumen72 halamanIron Making Unit 2Prashant NBelum ada peringkat
- Mini Blast FurnaceDokumen16 halamanMini Blast Furnacepkn_pnt9950Belum ada peringkat
- Introduction CO & CCDDokumen14 halamanIntroduction CO & CCDAaditya Sharma100% (1)
- BoilerDokumen90 halamanBoilerMargaret DaughertyBelum ada peringkat
- Design, Manufacturing and Testing of Controlled Stir Casting FurnaceDokumen65 halamanDesign, Manufacturing and Testing of Controlled Stir Casting FurnaceGunabalan Sellan100% (1)
- (Ksw?Tl3Utlon QF This Document Is Unlim!TedDokumen9 halaman(Ksw?Tl3Utlon QF This Document Is Unlim!TedAlfian PangestuBelum ada peringkat
- Design and Thermal Analysis of A Supercritical CFB BoilerDokumen89 halamanDesign and Thermal Analysis of A Supercritical CFB Boilerbharathkumar0310Belum ada peringkat
- Reverberatory FurnaceDokumen8 halamanReverberatory FurnaceAnonymous iAWZ0Z100% (1)
- Powder MetallurgyDokumen96 halamanPowder Metallurgykhare_girishBelum ada peringkat
- Cupola FurnaceDokumen23 halamanCupola Furnacesayan halderBelum ada peringkat
- Ironmaking and Steelmaking Theory and PracticeDokumen9 halamanIronmaking and Steelmaking Theory and PracticeRasul BzBelum ada peringkat
- Oven HeatingDokumen8 halamanOven HeatingbhatrkBelum ada peringkat
- Casestudy On Ricehusk Firing in CFBC by R.nagarajaprasathDokumen8 halamanCasestudy On Ricehusk Firing in CFBC by R.nagarajaprasathNagarajaprasath PremBelum ada peringkat
- Iron and SteelmakingDokumen139 halamanIron and SteelmakingRajatSehgalBelum ada peringkat
- Metallic Materials For Construction of FGD SystemsDokumen21 halamanMetallic Materials For Construction of FGD SystemsClaudia MmsBelum ada peringkat
- 08108057-Open Hearth ProcessDokumen20 halaman08108057-Open Hearth Processkchoudhary86Belum ada peringkat
- Blast Furnace DesignDokumen9 halamanBlast Furnace Designmakarsk2007Belum ada peringkat
- Pig Iron - Blast Furnace RouteDokumen3 halamanPig Iron - Blast Furnace RouteRaden Pambudi PratamaBelum ada peringkat
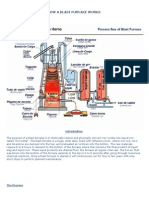
- How A Blast Furnace WorksDokumen7 halamanHow A Blast Furnace WorksprasenjitsayantanBelum ada peringkat
- Smelting Is A Form Of: Blast FurnaceDokumen31 halamanSmelting Is A Form Of: Blast FurnaceLalaine Arabit100% (1)
- CupolaDokumen5 halamanCupolaRajan Goyal100% (2)
- Advances in Oxy Fuel Fired Glass Melting TechnologyDokumen17 halamanAdvances in Oxy Fuel Fired Glass Melting TechnologytedmozbiBelum ada peringkat
- Blast Furnace ChargingDokumen13 halamanBlast Furnace ChargingrajnguptaBelum ada peringkat
- Puzzle of Metals Composition, Properties and Uses: Cast IronDokumen1 halamanPuzzle of Metals Composition, Properties and Uses: Cast IronBOOPBelum ada peringkat
- Mini Blast FurnaceDokumen8 halamanMini Blast FurnaceTAHIR SAIFBelum ada peringkat
- Cupola Furnaces Case StudyDokumen5 halamanCupola Furnaces Case StudyPutt LaLuBelum ada peringkat
- Advances in Thermal Spray TechnologyDokumen3 halamanAdvances in Thermal Spray Technologyinterpon07Belum ada peringkat
- Iron MakingDokumen26 halamanIron Makingsumit ranjanBelum ada peringkat
- HIsmelt - The TechnologyDokumen3 halamanHIsmelt - The Technologyrockstar_raphBelum ada peringkat
- Cupola Furnace Mechanical EngineeringDokumen8 halamanCupola Furnace Mechanical EngineeringMujahid Raza NooriBelum ada peringkat
- Rotary FurnaceDokumen10 halamanRotary Furnaceagbajelola idrisBelum ada peringkat
- Steam Boiler ProjectDokumen32 halamanSteam Boiler ProjectSwastik BhokareBelum ada peringkat
- Melting of Metals: Cupola FurnaceDokumen13 halamanMelting of Metals: Cupola FurnaceRahul RaiBelum ada peringkat
- Foundry PracticeDokumen58 halamanFoundry PracticetrishBelum ada peringkat
- Cvs General Presantation 09Dokumen69 halamanCvs General Presantation 09dertas6641100% (1)
- Producers Gas PlantsDokumen13 halamanProducers Gas PlantsHalil İbrahim KüplüBelum ada peringkat
- Abrasive ManufacturingDokumen10 halamanAbrasive Manufacturinggirish19Belum ada peringkat
- CUMI Emd CatalogDokumen6 halamanCUMI Emd CatalogKARTHIGEYAN.RBelum ada peringkat
- Boiler Furnace PDFDokumen8 halamanBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Belum ada peringkat
- Kalugin Shaftless Hot Stoves For Blast Furnaces (KSS)Dokumen3 halamanKalugin Shaftless Hot Stoves For Blast Furnaces (KSS)Maheswar SethiBelum ada peringkat
- Coke Oven By-Product PlantDokumen9 halamanCoke Oven By-Product PlantYudy TriyogaBelum ada peringkat
- Energy Conservation in Cupola FurnaceDokumen32 halamanEnergy Conservation in Cupola Furnacenayan patel100% (1)
- Cupola FurnaceDokumen27 halamanCupola FurnaceVijay Ganapathy50% (2)
- Design, Manufacturing and Testing of Induction Furnace: Submitted byDokumen65 halamanDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariBelum ada peringkat
- Steelmaking and Casting at The New Minimill of Abinsky Electrometal Works LLCDokumen15 halamanSteelmaking and Casting at The New Minimill of Abinsky Electrometal Works LLCmetudgn100% (2)
- Non-Ferrous Metal SmeltingDokumen47 halamanNon-Ferrous Metal SmeltinggtdomboBelum ada peringkat
- Furnaces and Refractories: 6. WorksheetsDokumen36 halamanFurnaces and Refractories: 6. WorksheetsDHSanjBelum ada peringkat
- Cooling TowersDokumen18 halamanCooling TowersalokpyasiBelum ada peringkat
- Secondary Copper Smelting PDFDokumen9 halamanSecondary Copper Smelting PDFbebe3838Belum ada peringkat
- CokemakingTechnologies ComparisonDokumen9 halamanCokemakingTechnologies Comparisonkselvan_1100% (1)
- The Choice of Materials For Hydraulic TurbinesDokumen29 halamanThe Choice of Materials For Hydraulic TurbinesNIKHIL VERMA50% (2)
- MoCITs Claims Vs Facts-21 January 2011Dokumen34 halamanMoCITs Claims Vs Facts-21 January 2011Siddharth DhyaniBelum ada peringkat
- Figures at GlanceDokumen2 halamanFigures at GlanceRahul SharmaBelum ada peringkat
- Introduction To Helicopter Aerodynamics Workbook - CNATRA P-401 US Navy 2000Dokumen82 halamanIntroduction To Helicopter Aerodynamics Workbook - CNATRA P-401 US Navy 2000Sachin PatelBelum ada peringkat
- Ebook) - Albert Einstein - QuotesDokumen12 halamanEbook) - Albert Einstein - Quotesbuntu001Belum ada peringkat
- Auto AntonymsDokumen3 halamanAuto AntonymsaipshitaBelum ada peringkat
- 2008 PrelimsDokumen31 halaman2008 PrelimsaipshitaBelum ada peringkat
- Symbols Sep 2009Dokumen89 halamanSymbols Sep 2009aipshitaBelum ada peringkat
- CRPF TechDokumen12 halamanCRPF Techsanjeet2287Belum ada peringkat
- Symbols Sep 2009Dokumen89 halamanSymbols Sep 2009aipshitaBelum ada peringkat
- Burj KhalifaDokumen12 halamanBurj KhalifaNishi KapadiaBelum ada peringkat
- Mahesabu Mikocheni - July2018Dokumen10 halamanMahesabu Mikocheni - July2018David SabaflyBelum ada peringkat
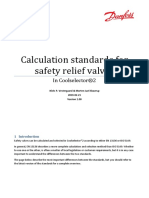
- Calculation Standards For Safety Relief ValvesDokumen2 halamanCalculation Standards For Safety Relief ValvesJulio SaldanhaBelum ada peringkat
- Kitchen Hood Cleaning Checklist-1-2Dokumen2 halamanKitchen Hood Cleaning Checklist-1-2zaimBelum ada peringkat
- Brick Work: Laurie BakerDokumen22 halamanBrick Work: Laurie BakerShaiwal_2997Belum ada peringkat
- Plasma or Flame Spraying SynthesisDokumen6 halamanPlasma or Flame Spraying SynthesisOmeyya TanveerBelum ada peringkat
- Guidance-On-The-Design-Construction-And-Testing-Of-Standard-Rail Tank-Cars-For-The-Transport-Of-Chemicals-In-BulkDokumen15 halamanGuidance-On-The-Design-Construction-And-Testing-Of-Standard-Rail Tank-Cars-For-The-Transport-Of-Chemicals-In-BulkarisandiyusufBelum ada peringkat
- Cere 131.2 EditedDokumen3 halamanCere 131.2 EditedMary Elizabeth SolasBelum ada peringkat
- Acc PSC - NFR - 38 - 2020Dokumen1 halamanAcc PSC - NFR - 38 - 2020kartick adhikaryBelum ada peringkat
- Jet Pump Technical DataDokumen11 halamanJet Pump Technical DataIdelia Cutipa Yauri100% (1)
- 50ucupv PSD enDokumen58 halaman50ucupv PSD enMohd AzharBelum ada peringkat
- Ice Amice SyllabusDokumen57 halamanIce Amice SyllabusBIJAY KRISHNA DAS100% (1)
- Steel-Concrete Composite Slab Design Using ExcelDokumen9 halamanSteel-Concrete Composite Slab Design Using ExcelTasnuva NazmulBelum ada peringkat
- Sum FHT MD-SLDDokumen5 halamanSum FHT MD-SLDNebula RockbandBelum ada peringkat
- PEC Requirements For Adequate Wiring Sigle & Multi Family DwellingDokumen20 halamanPEC Requirements For Adequate Wiring Sigle & Multi Family DwellingEm PeeBelum ada peringkat
- Material Design of Aerated Concrete-An Optimum Performance DesignDokumen6 halamanMaterial Design of Aerated Concrete-An Optimum Performance DesignYuliusRiefAlkhalyBelum ada peringkat
- Circuit DiagramsDokumen63 halamanCircuit DiagramsMax RojasBelum ada peringkat
- Ultrasonic Welding of ThermoplasticsDokumen17 halamanUltrasonic Welding of ThermoplasticsSyed Farhan RazaBelum ada peringkat
- Kovan Grandeur BrochureDokumen14 halamanKovan Grandeur BrochureMax KohBelum ada peringkat
- Soil - Direct Shear Test (Is 2720 - P 13, 1986, Reaff.2011)Dokumen10 halamanSoil - Direct Shear Test (Is 2720 - P 13, 1986, Reaff.2011)siddhi jadhav0% (1)
- Design Equations For Flexural Strengthening of Singly Reinforced RC Rectangular Section With Steel PlatesDokumen9 halamanDesign Equations For Flexural Strengthening of Singly Reinforced RC Rectangular Section With Steel PlatesMagdy Bakry100% (1)
- Technical Materials Ii. Metals: Ferrous Metals - Iron AlloysDokumen4 halamanTechnical Materials Ii. Metals: Ferrous Metals - Iron AlloysAlexis Vicente SandulacheBelum ada peringkat
- Tyco SprinklerDokumen68 halamanTyco SprinklerLuka RadilBelum ada peringkat
- ECSS E ST 32 08C Rev.1 (15october2014)Dokumen23 halamanECSS E ST 32 08C Rev.1 (15october2014)sundar_subash25Belum ada peringkat
- Steel Design 7 Nov 2020Dokumen2 halamanSteel Design 7 Nov 2020Justine Ejay MoscosaBelum ada peringkat
- Hot BoltingDokumen6 halamanHot BoltingNickath Banu100% (1)
- SR - No Description Unit Qty Unit Price Total PriceDokumen4 halamanSR - No Description Unit Qty Unit Price Total Priceatwik EnterprisesBelum ada peringkat
- Load Calculation For Stair CaseDokumen2 halamanLoad Calculation For Stair CaseSantosh Bapu100% (1)
- Efunda - Plate Calculator - Clamped Circular Plate With Uniformly Distributed Loading-12.06.2017Dokumen2 halamanEfunda - Plate Calculator - Clamped Circular Plate With Uniformly Distributed Loading-12.06.2017vinay1999Belum ada peringkat
- Eutectic Cell and Nodule Count in Cast Irons: International Journal of Cast Metals ResearchDokumen8 halamanEutectic Cell and Nodule Count in Cast Irons: International Journal of Cast Metals ResearchKhairul MuzafarBelum ada peringkat