Anda mungkin juga menyukai
- Copper and Copper AlloysDokumen3 halamanCopper and Copper Alloyskevin herryBelum ada peringkat
- John Campbell - Stop Pouring - Start CastingDokumen11 halamanJohn Campbell - Stop Pouring - Start Castingcarrespm100% (3)
- Wear Resistance of High Chromium White Cast Iron For Coal Grinding RollsDokumen9 halamanWear Resistance of High Chromium White Cast Iron For Coal Grinding RollsJoseph CureBelum ada peringkat
- MicrostructuresDokumen10 halamanMicrostructuresErin BarryBelum ada peringkat
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFDokumen3 halamanA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanBelum ada peringkat
- Coatings For High Temperature ApplicationsDokumen91 halamanCoatings For High Temperature ApplicationssupendiBelum ada peringkat
- Master Company Profile Shinto 120515Dokumen40 halamanMaster Company Profile Shinto 120515supendiBelum ada peringkat
- Cast IronDokumen15 halamanCast IronJohnBelum ada peringkat
- Alloy Steels 8620: Chemistry DataDokumen6 halamanAlloy Steels 8620: Chemistry DataVijay PalBelum ada peringkat
- CSWIP NotesDokumen32 halamanCSWIP NotesKhaled FatnassiBelum ada peringkat
- The Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless SteelDokumen6 halamanThe Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless Steelanon_506964735Belum ada peringkat
- Review of Creep Resistant SteelsDokumen4 halamanReview of Creep Resistant SteelsAleš NagodeBelum ada peringkat
- Thermal Analysis of Cast Iron PDFDokumen27 halamanThermal Analysis of Cast Iron PDFRasoul SadeghiBelum ada peringkat
- Aisi 1016 Carbon Steel (Uns g10160)Dokumen2 halamanAisi 1016 Carbon Steel (Uns g10160)Naman TanejaBelum ada peringkat
- Lesson Plan On Phase ChangesDokumen5 halamanLesson Plan On Phase ChangesChristy RahonBelum ada peringkat
- Classification of SteelsDokumen6 halamanClassification of SteelsMark Anthony Asañez BrianBelum ada peringkat
- Austenitic Stainless SteelsDokumen23 halamanAustenitic Stainless SteelsAndrea VieyraBelum ada peringkat
- Steel CastingsDokumen50 halamanSteel CastingsVijayakumar TBelum ada peringkat
- The Critical Casting Defect in Cast Iron Sand Inclusion PDFDokumen13 halamanThe Critical Casting Defect in Cast Iron Sand Inclusion PDFsupendiBelum ada peringkat
- Porosity in Castings AFS Transactions 2005Dokumen28 halamanPorosity in Castings AFS Transactions 2005jlplazaolaBelum ada peringkat
- Viscosity & Viscosity Modifiers: © 2019 Infineum International Limited. All Rights Reserved. 2017160Dokumen42 halamanViscosity & Viscosity Modifiers: © 2019 Infineum International Limited. All Rights Reserved. 2017160Jahmia Coralie100% (1)
- Multiaxial Fatigue Damage Models: D. SocieDokumen6 halamanMultiaxial Fatigue Damage Models: D. SocieАлёнка БажуковаBelum ada peringkat
- Decomposition of Austenite in Austenitic Stainless SteelsDokumen13 halamanDecomposition of Austenite in Austenitic Stainless SteelsregistrosegBelum ada peringkat
- Astm A36 PDFDokumen3 halamanAstm A36 PDFYudi Popo Fadhillah100% (3)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDari EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelBelum ada peringkat
- RCC41 Continuous Beams (A & D)Dokumen28 halamanRCC41 Continuous Beams (A & D)aminjoles100% (1)
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDokumen170 halaman2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanBelum ada peringkat
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Dokumen7 halamanEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriBelum ada peringkat
- 8 - XCC Hammers UKDokumen2 halaman8 - XCC Hammers UKSampreeth TekkadBelum ada peringkat
- Bukaka Lead Rubber Bearing MRKTDokumen32 halamanBukaka Lead Rubber Bearing MRKTKrisna JAPEKELEVATEDBelum ada peringkat
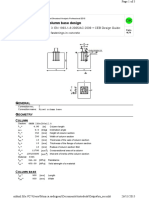
- Fixed Column Base Design: EneralDokumen5 halamanFixed Column Base Design: Eneralamanpreet_ahujaBelum ada peringkat
- Steel CleanlinessDokumen22 halamanSteel CleanlinessfondershellBelum ada peringkat
- 42 CR Mo 4Dokumen2 halaman42 CR Mo 4niladriprasadrBelum ada peringkat
- Austenitizing Heat Treatment PDFDokumen20 halamanAustenitizing Heat Treatment PDFsivajirao70100% (1)
- ZGMn13 StandardDokumen1 halamanZGMn13 StandardRelining MineralsBelum ada peringkat
- Comparison Test of Mibc and Dsf105 Using Dsp007 As CollectorDokumen9 halamanComparison Test of Mibc and Dsf105 Using Dsp007 As CollectorSheila Mae GardonBelum ada peringkat
- Color Metallurgy of Cast IronDokumen13 halamanColor Metallurgy of Cast Ironmahmoud_allam3Belum ada peringkat
- Aco HadfieldDokumen22 halamanAco HadfieldFelipe ZanellaBelum ada peringkat
- The Current State of Worldwide Standards of Ductile IronDokumen8 halamanThe Current State of Worldwide Standards of Ductile IronN.PalaniappanBelum ada peringkat
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDokumen6 halamanEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessBelum ada peringkat
- 05 - Cast Iron PDFDokumen26 halaman05 - Cast Iron PDFAnonymous gIHkWPBelum ada peringkat
- A New Role For Microalloyed SteelsDokumen11 halamanA New Role For Microalloyed SteelsMuhammed SulfeekBelum ada peringkat
- 13 Adel Nofal PDFDokumen101 halaman13 Adel Nofal PDFshahmaulikhBelum ada peringkat
- Aisi 4140 Alloy Steel (Uns g41400)Dokumen4 halamanAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaBelum ada peringkat
- Filter NotesDokumen46 halamanFilter Notestanzil10100% (1)
- Maraging SteelsDokumen19 halamanMaraging SteelsAjeshSomanPulladBelum ada peringkat
- Is Phosphorus Bad For SteelDokumen19 halamanIs Phosphorus Bad For SteelKarun Dev100% (1)
- "Hot Topics": Effect of Carbon in Ductile IronDokumen4 halaman"Hot Topics": Effect of Carbon in Ductile IronAdeel BhattiBelum ada peringkat
- Isothermal Heat Treatment PDFDokumen6 halamanIsothermal Heat Treatment PDFsmani170Belum ada peringkat
- Duplex Stainless Steel 329 or 1.4460 PDFDokumen2 halamanDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Crystals 12 00978Dokumen9 halamanCrystals 12 00978irmaBelum ada peringkat
- 42 Crmo 4Dokumen2 halaman42 Crmo 4Shiva Kumar MBelum ada peringkat
- BS6615 1996Dokumen18 halamanBS6615 1996petervisser100% (1)
- Powder Components Heat Treatment PDFDokumen47 halamanPowder Components Heat Treatment PDFsmani170Belum ada peringkat
- Heat Treatment of Commercial Steels For Engineering ApplicationsDokumen34 halamanHeat Treatment of Commercial Steels For Engineering ApplicationsmeBelum ada peringkat
- Maryland Metrics Technical Data Chart Basic Chemical Composition of (GOST Russian Steel Standards) SteelDokumen2 halamanMaryland Metrics Technical Data Chart Basic Chemical Composition of (GOST Russian Steel Standards) SteelPopa MirceaBelum ada peringkat
- Alloy Steel 4140Dokumen3 halamanAlloy Steel 4140Ruano Andreola StumpfBelum ada peringkat
- Soft Annealing Heat Treatment PDFDokumen6 halamanSoft Annealing Heat Treatment PDFsivajirao70Belum ada peringkat
- Ni Resist and Ductile Ni Resist Alloys 11018Dokumen40 halamanNi Resist and Ductile Ni Resist Alloys 11018Prasad Aher100% (1)
- Cast IronDokumen12 halamanCast Irongaby908Belum ada peringkat
- LIBRO3Dokumen43 halamanLIBRO3Camilo LacoutureBelum ada peringkat
- The Iron Puddler My life in the rolling mills and what came of itDari EverandThe Iron Puddler My life in the rolling mills and what came of itBelum ada peringkat
- JMATPRO Ifhtse 2008Dokumen4 halamanJMATPRO Ifhtse 2008FahrgerusteBelum ada peringkat
- Optimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt IndustryDokumen7 halamanOptimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt Industryenrico susantoBelum ada peringkat
- Heat Treatment & Phase Transformations: Laboratory Manual Cum Observation BookDokumen45 halamanHeat Treatment & Phase Transformations: Laboratory Manual Cum Observation Book035K Ayush ChoudharyBelum ada peringkat
- Characterization of InclusionsDokumen8 halamanCharacterization of Inclusionsmahdisajjadi100% (1)
- JIS G 5131-2008é É"°é' É" Ä High Manganese Steel Castings PDFDokumen11 halamanJIS G 5131-2008é É"°é' É" Ä High Manganese Steel Castings PDFsupendiBelum ada peringkat
- Lustrous CarbonDokumen20 halamanLustrous CarbonIke WallBelum ada peringkat
- JIS G5131ï š2008 High Manganese Steel Castings PDFDokumen11 halamanJIS G5131ï š2008 High Manganese Steel Castings PDFsupendiBelum ada peringkat
- ASTM A36 (STD - Spec.for Carbon Structural STL) .Dokumen7 halamanASTM A36 (STD - Spec.for Carbon Structural STL) .supendiBelum ada peringkat
- JIS G5131ï š2008 High Manganese Steel Castings PDFDokumen11 halamanJIS G5131ï š2008 High Manganese Steel Castings PDFsupendi100% (1)
- JIS G 5131-2008é É"°é' É" Ä High Manganese Steel Castings PDFDokumen11 halamanJIS G 5131-2008é É"°é' É" Ä High Manganese Steel Castings PDFsupendiBelum ada peringkat
- Grey Cast Iron CompositionDokumen4 halamanGrey Cast Iron CompositionJigar M. UpadhyayBelum ada peringkat
- Saw PDFDokumen3 halamanSaw PDFsupendiBelum ada peringkat
- Vietnam Welding Alloys PDFDokumen40 halamanVietnam Welding Alloys PDFsupendiBelum ada peringkat
- Vietnam Welding Alloys PDFDokumen40 halamanVietnam Welding Alloys PDFsupendiBelum ada peringkat
- Specifications Casting PDFDokumen1 halamanSpecifications Casting PDFjahangir_alam44_6764Belum ada peringkat
- Electric Potential: PHYS2108, SP23 1Dokumen14 halamanElectric Potential: PHYS2108, SP23 1hamzaBelum ada peringkat
- Lap Shear Paper PDFDokumen7 halamanLap Shear Paper PDFmaheshBelum ada peringkat
- Benchmarking Study of Steel-Composite Structure in Cae Crash ApplicationsDokumen82 halamanBenchmarking Study of Steel-Composite Structure in Cae Crash Applicationsjunjie yiBelum ada peringkat
- 3.failures Resulting From Static LoadingDokumen32 halaman3.failures Resulting From Static LoadingRainaMohanSaiBelum ada peringkat
- Perfiles de CompresiónDokumen25 halamanPerfiles de CompresiónAntonio ReguilloBelum ada peringkat
- Contact Angle MeasurementDokumen5 halamanContact Angle MeasurementbilalaimsBelum ada peringkat
- Aislamiento Termico-Broch Cryogel ZDokumen2 halamanAislamiento Termico-Broch Cryogel ZJavier Caamaño VillafañeBelum ada peringkat
- Strengthening of Self-Compacting R. C. Flanged Deep Beams Involving Large Openings by CFRP SheetsDokumen16 halamanStrengthening of Self-Compacting R. C. Flanged Deep Beams Involving Large Openings by CFRP SheetsTahera CivilBelum ada peringkat
- Characterization of Polydimethylsiloxane (PDMS) PropertiesDokumen13 halamanCharacterization of Polydimethylsiloxane (PDMS) PropertiesEsteban ArayaBelum ada peringkat
- DatasheetDokumen4 halamanDatasheetOscar Daniel Q BBelum ada peringkat
- Industrial Process of Martensite FornationDokumen23 halamanIndustrial Process of Martensite Fornationqnikil7_669442093Belum ada peringkat
- TransformerDokumen2 halamanTransformerMandeep SinghBelum ada peringkat
- Department of Mechanical Engineering Machine Design Objective QuestionDokumen211 halamanDepartment of Mechanical Engineering Machine Design Objective QuestionSushant TiwariBelum ada peringkat
- Continuum PhysicsDokumen2 halamanContinuum Physicschristos032Belum ada peringkat
- Aluminum-Clad Steel Stranded Conductor For Earth WireDokumen14 halamanAluminum-Clad Steel Stranded Conductor For Earth WireMohamed AhmiedBelum ada peringkat
- 2021 - Emerging Desalination Technologies Current Status, Challenges and Future TrendsDokumen22 halaman2021 - Emerging Desalination Technologies Current Status, Challenges and Future Trendsary.engenharia1244Belum ada peringkat
- Construction and Building Materials: Laila Aouba, Cécile Bories, Marie Coutand, Bernard Perrin, Hervé LemercierDokumen7 halamanConstruction and Building Materials: Laila Aouba, Cécile Bories, Marie Coutand, Bernard Perrin, Hervé LemercierDaniela Sierra UpeguiBelum ada peringkat
- TEMPERATURE CORRECTION FACTOR From ANSI - NETA - MTS - 2015Dokumen1 halamanTEMPERATURE CORRECTION FACTOR From ANSI - NETA - MTS - 2015ilham akbarBelum ada peringkat
- MC Elvain Cave Durand Bingham Fluids HR ValueDokumen14 halamanMC Elvain Cave Durand Bingham Fluids HR ValueJuan Pablo ApazaBelum ada peringkat
- Seismic Analysis of Multi Storey RC Building With and Without Fluid Viscous DamperDokumen7 halamanSeismic Analysis of Multi Storey RC Building With and Without Fluid Viscous DamperEditor IJTSRDBelum ada peringkat
- Çeşitli Bağlantı Tiplerinin HesabıDokumen63 halamanÇeşitli Bağlantı Tiplerinin HesabıblueswanBelum ada peringkat
- 2014 - Journal - Gege - 2d PaperDokumen22 halaman2014 - Journal - Gege - 2d PaperYgnacio BermedoBelum ada peringkat
- Characterization and Modeling of Microwave Absorbers in The RF and Antenna ProjectsDokumen4 halamanCharacterization and Modeling of Microwave Absorbers in The RF and Antenna ProjectsHa Tran KhiemBelum ada peringkat