Anda mungkin juga menyukai
- Mechanical Reasoning - Test 2: 40 QuestionsDokumen14 halamanMechanical Reasoning - Test 2: 40 Questionskyloz60% (5)
- Nursing Practice Skills: Adult Intensive Care Unit PatientsDokumen10 halamanNursing Practice Skills: Adult Intensive Care Unit PatientsMona Doria67% (3)
- ABS Rules For Cable SizingDokumen2 halamanABS Rules For Cable SizingMohammed JassimBelum ada peringkat
- L11 Mechanical FastenersDokumen91 halamanL11 Mechanical FastenersSHADES 4 ALLBelum ada peringkat
- A2 Tool Steel: CompositionDokumen1 halamanA2 Tool Steel: CompositionSama Umate100% (1)
- Diffusion in Solids 3Rd Phase TransportDokumen41 halamanDiffusion in Solids 3Rd Phase TransportgereBelum ada peringkat
- Diffusion in Solids 3Rd Phase TransportDokumen41 halamanDiffusion in Solids 3Rd Phase TransportgereBelum ada peringkat
- Introduction To Properties of Materials: Badi 1 John Errington MSCDokumen42 halamanIntroduction To Properties of Materials: Badi 1 John Errington MSCgereBelum ada peringkat
- Piston ManufacturingDokumen41 halamanPiston ManufacturingDima AlinBelum ada peringkat
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDokumen5 halamanAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamBelum ada peringkat
- Cold Form Steel PDFDokumen70 halamanCold Form Steel PDFJohnnatan ViniciusBelum ada peringkat
- CN 235 Aircraft DefinitionDokumen22 halamanCN 235 Aircraft DefinitionMoch Dedy100% (4)
- Casting Material Austenitic Ductile Iron in ASTM A439Dokumen3 halamanCasting Material Austenitic Ductile Iron in ASTM A439Alex007Belum ada peringkat
- Corrosion On Solar StructuresDokumen2 halamanCorrosion On Solar StructuresyounBelum ada peringkat
- Street Design Manual NYCDokumen312 halamanStreet Design Manual NYCgonleoBelum ada peringkat
- Sheet Metal WorkDokumen29 halamanSheet Metal WorkSolcastic SoulBelum ada peringkat
- TMT Bars (Friends ISI) PDFDokumen3 halamanTMT Bars (Friends ISI) PDFPiyushiBelum ada peringkat
- Steel Table GuideDokumen11 halamanSteel Table Guidemanoj983@gmail.comBelum ada peringkat
- Caldie 150216Dokumen12 halamanCaldie 150216Joao100% (2)
- Carbide Formation and Dissolution in Biomedical Co-Cr-Mo Alloys With Different Carbon Contents During Solution Treatment PDFDokumen10 halamanCarbide Formation and Dissolution in Biomedical Co-Cr-Mo Alloys With Different Carbon Contents During Solution Treatment PDFJason AlexBelum ada peringkat
- SS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Dokumen3 halamanSS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Harish AmpoluBelum ada peringkat
- Cleaness Steel CastingDokumen61 halamanCleaness Steel CastingSUNDRAMNAGABelum ada peringkat
- TMT Hand Book: Storage & HandlingDokumen11 halamanTMT Hand Book: Storage & HandlingHiren Desai100% (1)
- Geomet 500 PDFDokumen2 halamanGeomet 500 PDFKaran Chadha100% (1)
- Hot Rolled CoilDokumen8 halamanHot Rolled Coilrobin regoBelum ada peringkat
- 9500 MPR Wireless TransmissionDokumen46 halaman9500 MPR Wireless TransmissionMahdi AhmadiBelum ada peringkat
- Test Procedure of ThreshersDokumen29 halamanTest Procedure of ThreshersPrabhat Verma50% (2)
- Lecture 3 Titanium and Its AlloysDokumen13 halamanLecture 3 Titanium and Its AlloysMarisa RobertsBelum ada peringkat
- TMT ProcesesDokumen39 halamanTMT ProcesesVikrant HanwatBelum ada peringkat
- Liquid NitridingDokumen7 halamanLiquid NitridingSenthil_kumar_palaniBelum ada peringkat
- Durability of FastenersDokumen1 halamanDurability of FastenersReiltar ErkerbrandBelum ada peringkat
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDokumen7 halamanNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanBelum ada peringkat
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Dokumen5 halamanSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiBelum ada peringkat
- Riview On Cold Drawing Process PDFDokumen7 halamanRiview On Cold Drawing Process PDFAmandeep Singh GujralBelum ada peringkat
- Surface Defects in Steel ProductsDokumen41 halamanSurface Defects in Steel ProductsShilaj PBelum ada peringkat
- Is 1367 Part 7Dokumen3 halamanIs 1367 Part 7Otavio1230% (1)
- Er308l PDFDokumen1 halamanEr308l PDFnargissuhailBelum ada peringkat
- 86 - The Formation of Panel Cracks in Steel Ingots - A State-Of-The-Art Review - II. Mid-Face and Off-Corner CracksDokumen9 halaman86 - The Formation of Panel Cracks in Steel Ingots - A State-Of-The-Art Review - II. Mid-Face and Off-Corner CracksdzizicBelum ada peringkat
- Cast IronDokumen12 halamanCast Irongaby908Belum ada peringkat
- Fastener PDFDokumen12 halamanFastener PDFdiegomilitojBelum ada peringkat
- Datasheet Sandvik 6r35 enDokumen7 halamanDatasheet Sandvik 6r35 enSimone FerronBelum ada peringkat
- Cleaning of Steel and Removal of Rust PDFDokumen10 halamanCleaning of Steel and Removal of Rust PDFDawooz SaDam OnexoxBelum ada peringkat
- G. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityDokumen7 halamanG. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityMadhusudhan ModemBelum ada peringkat
- BS2L99 Alloy DetailDokumen2 halamanBS2L99 Alloy Detailcharles_boyle_3Belum ada peringkat
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelDokumen2 halamanTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UBelum ada peringkat
- Effect of Alloying Elements On Steel PropertiesDokumen2 halamanEffect of Alloying Elements On Steel PropertiesKARTHIGEYAN.RBelum ada peringkat
- Alkaline Non-Cyanide ZincDokumen4 halamanAlkaline Non-Cyanide ZincSuraj RawatBelum ada peringkat
- Introduction To Foundry ProcessesDokumen22 halamanIntroduction To Foundry ProcessesAtul Gaur100% (1)
- Nisshin Steel Cold Rolled Special Steel StripDokumen28 halamanNisshin Steel Cold Rolled Special Steel StripekopujiantoeBelum ada peringkat
- Tata Steel - YMPRESS S500MC - Data SheetDokumen2 halamanTata Steel - YMPRESS S500MC - Data SheetpnagarajjBelum ada peringkat
- 28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Dokumen20 halaman28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Syed HasniBelum ada peringkat
- Turret Bearing Deflection MonitoringDokumen1 halamanTurret Bearing Deflection MonitoringVinay RajputBelum ada peringkat
- Corrosion Resistance in FastenersDokumen26 halamanCorrosion Resistance in FastenersShreyas IyengarBelum ada peringkat
- 2.b Poster - Ferrous Material and AlloyDokumen1 halaman2.b Poster - Ferrous Material and AlloyChristian Dave RoneBelum ada peringkat
- Austempered Ductile Iron (Adi)Dokumen26 halamanAustempered Ductile Iron (Adi)bvphimanshuBelum ada peringkat
- Metric Screw Dimensions ISO Fasteners PDFDokumen2 halamanMetric Screw Dimensions ISO Fasteners PDFHarshal JadhavBelum ada peringkat
- Development of New Model of Mold Oscillator in Continuous CastingDokumen5 halamanDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainBelum ada peringkat
- Steel Grades HandbookDokumen6 halamanSteel Grades Handbookbhavin178Belum ada peringkat
- Continuous Casting and Mould Level ControlDokumen15 halamanContinuous Casting and Mould Level Controlsalvador2meBelum ada peringkat
- Galfan Coating PDFDokumen6 halamanGalfan Coating PDFEugen DincuBelum ada peringkat
- 03HighSpeedCastingNucor DanieliDokumen29 halaman03HighSpeedCastingNucor DanielialfonsomendietaBelum ada peringkat
- Hot Rolled Carbon Steel Strip and Sheet (IS: 1079-1968)Dokumen1 halamanHot Rolled Carbon Steel Strip and Sheet (IS: 1079-1968)H & H GRSEBelum ada peringkat
- 277 - Galvanised Steel SheetsDokumen10 halaman277 - Galvanised Steel SheetsKaushik SenguptaBelum ada peringkat
- Strollberg LEO WorkshopDokumen54 halamanStrollberg LEO WorkshopBinod Kumar PadhiBelum ada peringkat
- Annex 1 CCM ProcessDokumen16 halamanAnnex 1 CCM ProcessehsanBelum ada peringkat
- Balbir Rolling Mills Project Management 1 AbDokumen19 halamanBalbir Rolling Mills Project Management 1 AbPruthvi BaisBelum ada peringkat
- 1 Is 2629 - 1985Dokumen6 halaman1 Is 2629 - 1985Sarvesh AhluwaliaBelum ada peringkat
- Aner Ben-Artzi - Columbia University Ravi Ramamoorthi - Columbia University Maneesh Agrawala - Microsoft ResearchDokumen1 halamanAner Ben-Artzi - Columbia University Ravi Ramamoorthi - Columbia University Maneesh Agrawala - Microsoft ResearchgereBelum ada peringkat
- CH 4Dokumen6 halamanCH 4gereBelum ada peringkat
- Y. H. ChienDokumen8 halamanY. H. ChiengereBelum ada peringkat
- Corrosion Testing and MonitoringDokumen25 halamanCorrosion Testing and MonitoringgereBelum ada peringkat
- Chapter 2Dokumen31 halamanChapter 2gereBelum ada peringkat
- (Alan Lawley) International Journal of Powder MetaDokumen86 halaman(Alan Lawley) International Journal of Powder MetagereBelum ada peringkat
- Physical Metallurgy MM - 4151: Submited To Kasahun EliyasDokumen15 halamanPhysical Metallurgy MM - 4151: Submited To Kasahun EliyasgereBelum ada peringkat
- Bulk Deformation Process Wire Rod Tube Drawing Ch6Dokumen51 halamanBulk Deformation Process Wire Rod Tube Drawing Ch6gereBelum ada peringkat
- CP Inf4Dokumen357 halamanCP Inf4Rugwed JadhavBelum ada peringkat
- 1Dokumen3 halaman1Pradeep PunterBelum ada peringkat
- Liquid SizingDokumen38 halamanLiquid SizingChetan ChuriBelum ada peringkat
- CEBUANO ERNESTO CODINA (Astonaut Hardware Designer)Dokumen1 halamanCEBUANO ERNESTO CODINA (Astonaut Hardware Designer)Dessirea FurigayBelum ada peringkat
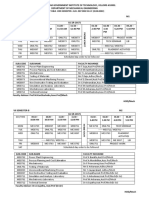
- Odd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWDokumen4 halamanOdd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWKiran KumarBelum ada peringkat
- Factorisation PDFDokumen3 halamanFactorisation PDFRaj Kumar0% (1)
- Report On RoboticsDokumen40 halamanReport On Roboticsangelcrystl4774Belum ada peringkat
- Slidex StrepDokumen9 halamanSlidex StrepLizeth Daniela RojasBelum ada peringkat
- Middle East ManufacturerDokumen6 halamanMiddle East Manufacturerhsco rdBelum ada peringkat
- 9) Expt No - 9 (Halleffect)Dokumen16 halaman9) Expt No - 9 (Halleffect)Pollack Prittam ChoudhuryBelum ada peringkat
- Final Tana Beles - pdf2222Dokumen72 halamanFinal Tana Beles - pdf2222Tiruneh Yeneneh100% (1)
- CMR ArtifactDokumen51 halamanCMR ArtifactAdel SALLAMBelum ada peringkat
- RH Fs Risk FactorsDokumen2 halamanRH Fs Risk FactorsfentroispBelum ada peringkat
- Jason Read, "Real Subsumption"Dokumen32 halamanJason Read, "Real Subsumption"Aren Z. AizuraBelum ada peringkat
- Part PabrikDokumen2 halamanPart PabrikNaldy NaldyBelum ada peringkat
- Video Wall, Digital Signage & C'Type Serial NumberDokumen8 halamanVideo Wall, Digital Signage & C'Type Serial NumberAbhijit BarmanBelum ada peringkat
- Jcpenney Roto Tiller Front in e ManualDokumen34 halamanJcpenney Roto Tiller Front in e Manualcb4pdfs100% (2)
- Lake Superior RoadmapDokumen2 halamanLake Superior RoadmapWDIV/ClickOnDetroitBelum ada peringkat
- Sample Paper English: Kendriya Vidyalaya SangathanDokumen7 halamanSample Paper English: Kendriya Vidyalaya SangathanVines and ScienceBelum ada peringkat
- Netrunner AllCardsDokumen154 halamanNetrunner AllCardsIvo PantaleaoBelum ada peringkat
- ELK-3 550 1HC0000742AFEnDokumen20 halamanELK-3 550 1HC0000742AFEnOnur FişekBelum ada peringkat
- Iso TR 16922 2013 (E)Dokumen18 halamanIso TR 16922 2013 (E)Freddy Santiago Cabarcas LandinezBelum ada peringkat
- Author Name Title Paper/Submission ID Submission Date Total Pages Document TypeDokumen32 halamanAuthor Name Title Paper/Submission ID Submission Date Total Pages Document TypeArka ChakrabortyBelum ada peringkat
- Nfpa 13d 2007 IndexDokumen3 halamanNfpa 13d 2007 Indexsaladin1977Belum ada peringkat