Anda mungkin juga menyukai
- DMM-3 Us004843Dokumen524 halamanDMM-3 Us004843igor felipe monsalve alarcon100% (1)
- EPIROC Rig 350Dokumen11 halamanEPIROC Rig 350gradisco36Belum ada peringkat
- HC50 E-a055WB45-WL - (R32F) +Dokumen16 halamanHC50 E-a055WB45-WL - (R32F) +RG Rony100% (3)
- ARIES Drill Parts ManualDokumen202 halamanARIES Drill Parts ManualFernando Nunez100% (1)
- Sandvik Hl1560T Hydraulic Rock Drill: Technical SpecificationDokumen2 halamanSandvik Hl1560T Hydraulic Rock Drill: Technical SpecificationBerat HasolliBelum ada peringkat
- 6.1) Rotary Blasthole OverviewDokumen13 halaman6.1) Rotary Blasthole Overview08568210457100% (1)
- Wa0065Dokumen638 halamanWa0065ivan jimenezBelum ada peringkat
- Docmine: Spare Parts ListDokumen98 halamanDocmine: Spare Parts ListJH Miguel AngelBelum ada peringkat
- Atlas Copco Pit Viper 351 (2014 Version) - 5849128635 - LDokumen4 halamanAtlas Copco Pit Viper 351 (2014 Version) - 5849128635 - LDutchie169100% (2)
- DM45-7823 PomispaDokumen619 halamanDM45-7823 Pomisparigoberto otiniano100% (5)
- Manual de Partes DMHDokumen678 halamanManual de Partes DMHHerman Castillo Espindola100% (2)
- Hydraulic Drifter: Trusted ReputationDokumen2 halamanHydraulic Drifter: Trusted ReputationEstyBelum ada peringkat
- PV 235Dokumen4 halamanPV 235SandraDiasBelum ada peringkat
- 4456 PDFDokumen978 halaman4456 PDFVentasVarias Antofa100% (1)
- Ah 18851Dokumen89 halamanAh 18851Valeria MartinezBelum ada peringkat
- LDokumen8 halamanLVyktor GonzalezBelum ada peringkat
- PV 271 4344 PDFDokumen754 halamanPV 271 4344 PDFtommy lanyonBelum ada peringkat
- YLF-hydraulic Breaker Chisel Tool ListDokumen5 halamanYLF-hydraulic Breaker Chisel Tool ListJaime RobBelum ada peringkat
- Pit Viper Atlas CopcoDokumen5 halamanPit Viper Atlas CopcoIvan EstebanBelum ada peringkat
- DMM2 4278 N°402 Part List PDFDokumen504 halamanDMM2 4278 N°402 Part List PDFtommy lanyon100% (2)
- Gearbox Pump Drive Pit Viper 351Dokumen2 halamanGearbox Pump Drive Pit Viper 351Francisco Gonzalez100% (1)
- Perforadora Montabert HC 50: ReseminDokumen12 halamanPerforadora Montabert HC 50: ReseminAdolfo MarcosBelum ada peringkat
- 101 Hydraulic Rock Drills PDFDokumen2 halaman101 Hydraulic Rock Drills PDFKenny CasillaBelum ada peringkat
- Pit Viper 235 High Resolution US Tcm1241-3515574Dokumen4 halamanPit Viper 235 High Resolution US Tcm1241-3515574Mackarena Isabel Santander Alegre100% (1)
- 9853 8044 01 Technical Specification COP 1838 - COP 1840 - COP 2160Dokumen11 halaman9853 8044 01 Technical Specification COP 1838 - COP 1840 - COP 2160Samit JorgeBelum ada peringkat
- 13.atlas Copco ROCKET BOOMER E1-E2 SerijaDokumen8 halaman13.atlas Copco ROCKET BOOMER E1-E2 Serijaadamajaks1985Belum ada peringkat
- Rock Drill PDFDokumen94 halamanRock Drill PDFfurkan84Belum ada peringkat
- 3698 Pit ViperDokumen6 halaman3698 Pit ViperDaniel Quiroz100% (1)
- Diamec U6 Spare PartDokumen3 halamanDiamec U6 Spare PartJairo Boechat JuniorBelum ada peringkat
- Powerbits ATLAS PDFDokumen28 halamanPowerbits ATLAS PDFEdward Villegas TusetBelum ada peringkat
- Operating ST1000-SN 281Dokumen102 halamanOperating ST1000-SN 281Rene Ramos MenesesBelum ada peringkat
- Rig Control SystemDokumen5 halamanRig Control SystemAditi DasBelum ada peringkat
- PERFORADORA MODELO Sandvik D75 KSDokumen24 halamanPERFORADORA MODELO Sandvik D75 KSJose RebicBelum ada peringkat
- DELKOMDokumen18 halamanDELKOMAbdou AnarBelum ada peringkat
- Flexiroc D55: Surface Drill Rig For Quarrying and MiningDokumen5 halamanFlexiroc D55: Surface Drill Rig For Quarrying and Miningceleste100% (1)
- Wa0001 PDFDokumen414 halamanWa0001 PDFhitler morales gavidiaBelum ada peringkat
- Copia de Catalogo Transmision de Propel en Parte Bucyrus 495HRDokumen3 halamanCopia de Catalogo Transmision de Propel en Parte Bucyrus 495HRFrancisco GonzalezBelum ada peringkat
- RR11 Brochure PDFDokumen4 halamanRR11 Brochure PDFel.runitaBelum ada peringkat
- Manual de CabezalDokumen36 halamanManual de CabezalSebastian BenavidesBelum ada peringkat
- 11 20 DM45spurhd Rev001Dokumen10 halaman11 20 DM45spurhd Rev001whmidi7331100% (1)
- 21 30 DM45spurhd Rev001Dokumen10 halaman21 30 DM45spurhd Rev001whmidi7331100% (1)
- Manual de Partes y Planos 2009083 MRH16-BT3500 PDFDokumen156 halamanManual de Partes y Planos 2009083 MRH16-BT3500 PDFfranklin_ih2922Belum ada peringkat
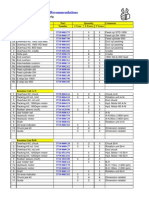
- CS4002 U-Deck Recommended SparesDokumen5 halamanCS4002 U-Deck Recommended SparesedwinBelum ada peringkat
- Boomer E2C FTDokumen8 halamanBoomer E2C FTCami FC100% (3)
- Cabezal DHR 6RCDokumen30 halamanCabezal DHR 6RCcarlos cortez100% (2)
- Bolting Unit: Docmine Drill Steel Sup - 200X200 Plates 8999361000-001 Boltec SDokumen10 halamanBolting Unit: Docmine Drill Steel Sup - 200X200 Plates 8999361000-001 Boltec Scristian nahuelcuraBelum ada peringkat
- Secoroc RotaryDokumen84 halamanSecoroc RotaryElgi Zacky ZachryBelum ada peringkat
- 55 75rotationDokumen29 halaman55 75rotationRamiro Joel Quiñonez Ramos100% (1)
- L PDFDokumen7 halamanL PDFautocadBelum ada peringkat
- Sec Roc Drill Pipe and AdaptersDokumen16 halamanSec Roc Drill Pipe and AdaptersSerkanAl50% (2)
- DM45 4119Dokumen520 halamanDM45 4119edascribd80% (5)
- Ficha Tecnica Alpha 30Dokumen7 halamanFicha Tecnica Alpha 30jonathan francisco allende escobarBelum ada peringkat
- FEEDDokumen40 halamanFEEDcristianBelum ada peringkat
- Partes Viga Retráctil 3128 1036 80Dokumen2 halamanPartes Viga Retráctil 3128 1036 80JavierBelum ada peringkat
- DM45 4119 PDFDokumen520 halamanDM45 4119 PDFSandoval Ramos Eddy100% (1)
- LH410 18Dokumen3 halamanLH410 18JavierBelum ada peringkat
- LRST-40 Installation Instructions: HiemanDokumen16 halamanLRST-40 Installation Instructions: HiemanYoriel GuzmanBelum ada peringkat
- Metode Kerja Installation Radial StackerDokumen2 halamanMetode Kerja Installation Radial StackerTeguh Yuliardi PutraBelum ada peringkat
- Tower Erection by Various MethodDokumen30 halamanTower Erection by Various MethodJaydip NathBelum ada peringkat
- Erection Procedure SCRDokumen23 halamanErection Procedure SCRvskreddy90% (10)
- Alfa Week 1Dokumen13 halamanAlfa Week 1Cikgu kannaBelum ada peringkat
- Soft Skills & Personality DevelopmentDokumen62 halamanSoft Skills & Personality DevelopmentSajid PashaBelum ada peringkat
- Introduction To EthicsDokumen18 halamanIntroduction To EthicsMarielle Guerra04Belum ada peringkat
- Boom-Block Gambit: Redemption'S RiseDokumen44 halamanBoom-Block Gambit: Redemption'S RiseNone OfyourbuisnessBelum ada peringkat
- The Chemistry of The Colorful FireDokumen9 halamanThe Chemistry of The Colorful FireHazel Dela CruzBelum ada peringkat
- 2500 Valve BrochureDokumen12 halaman2500 Valve BrochureJurie_sk3608Belum ada peringkat
- A Literature Review of Retailing Sector and BusineDokumen21 halamanA Literature Review of Retailing Sector and BusineSid MichaelBelum ada peringkat
- Zomato Restaurant Clustering & Sentiment Analysis - Ipynb - ColaboratoryDokumen27 halamanZomato Restaurant Clustering & Sentiment Analysis - Ipynb - Colaboratorybilal nagoriBelum ada peringkat
- Safety Bulletin 09 - Emergency Escape Breathing Device - Product RecallDokumen2 halamanSafety Bulletin 09 - Emergency Escape Breathing Device - Product RecallMuhammadBelum ada peringkat
- 4.2.4.5 Packet Tracer - Connecting A Wired and Wireless LAN InstructionsDokumen5 halaman4.2.4.5 Packet Tracer - Connecting A Wired and Wireless LAN InstructionsAhmadHijaziBelum ada peringkat
- A Content Analysis of SeabankDokumen13 halamanA Content Analysis of SeabankMarielet Dela PazBelum ada peringkat
- Word CountDokumen3 halamanWord CountLeo LonardelliBelum ada peringkat
- A P P E N D I X Powers of Ten and Scientific NotationDokumen5 halamanA P P E N D I X Powers of Ten and Scientific NotationAnthony BensonBelum ada peringkat
- Pediatrics: The Journal ofDokumen11 halamanPediatrics: The Journal ofRohini TondaBelum ada peringkat
- Ultracold Atoms SlidesDokumen49 halamanUltracold Atoms SlideslaubbaumBelum ada peringkat
- Project Quality Plan (JFJS-788)Dokumen18 halamanProject Quality Plan (JFJS-788)mominBelum ada peringkat
- Gis Data Creation in Bih: Digital Topographic Maps For Bosnia and HerzegovinaDokumen9 halamanGis Data Creation in Bih: Digital Topographic Maps For Bosnia and HerzegovinaGrantBelum ada peringkat
- PostScript Quick ReferenceDokumen2 halamanPostScript Quick ReferenceSneetsher CrispyBelum ada peringkat
- ISA InTech Journal - April 2021Dokumen50 halamanISA InTech Journal - April 2021Ike EdmondBelum ada peringkat
- Tangerine - Breakfast Set Menu Wef 16 Dec UpdatedDokumen3 halamanTangerine - Breakfast Set Menu Wef 16 Dec Updateddeveloper louBelum ada peringkat
- Module 6 Metal Properties and Destructive TestingDokumen46 halamanModule 6 Metal Properties and Destructive TestingMiki Jaksic100% (6)
- Industrial ExperienceDokumen30 halamanIndustrial ExperienceThe GridLockBelum ada peringkat
- Toolbox TalkDokumen14 halamanToolbox Talkcall_mustafas2361Belum ada peringkat
- Worst of Autocall Certificate With Memory EffectDokumen1 halamanWorst of Autocall Certificate With Memory Effectapi-25889552Belum ada peringkat
- Diogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFDokumen54 halamanDiogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFAndres Felipe Pineda JaimesBelum ada peringkat
- Cobol v1Dokumen334 halamanCobol v1Nagaraju BBelum ada peringkat
- USER MANUAL ABRITES Commander For Nissan PDFDokumen20 halamanUSER MANUAL ABRITES Commander For Nissan PDFBosi GashiBelum ada peringkat
- 11.3.1 Some Special CasesDokumen10 halaman11.3.1 Some Special CasesSiddharth KishanBelum ada peringkat
- John DrydenDokumen3 halamanJohn DrydenDunas SvetlanaBelum ada peringkat