Anda mungkin juga menyukai
- Nebraska Boiler BookDokumen160 halamanNebraska Boiler BookTom Borkowski100% (4)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideDari EverandHydraulics and Pneumatics: A Technician's and Engineer's GuidePenilaian: 4 dari 5 bintang4/5 (8)
- Thermal Power Plant: Pre-Operational ActivitiesDari EverandThermal Power Plant: Pre-Operational ActivitiesPenilaian: 4 dari 5 bintang4/5 (4)
- Advanced Temperature Measurement and Control, Second EditionDari EverandAdvanced Temperature Measurement and Control, Second EditionBelum ada peringkat
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewDari EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewBelum ada peringkat
- GAPS Guidelines: Combustion Turbine Loss Prevention GuidelinesDokumen6 halamanGAPS Guidelines: Combustion Turbine Loss Prevention Guidelinesmakasad26Belum ada peringkat
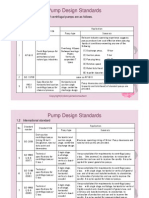
- Pump Standards ComparisonDokumen4 halamanPump Standards ComparisonAnish Dani50% (2)
- Solar Energy StorageDokumen18 halamanSolar Energy StorageAkash Bhanse100% (1)
- Introduction to Steam Power Plant CyclesDokumen3 halamanIntroduction to Steam Power Plant CyclesLaxman Singh Sankhla100% (1)
- GAPS Guidelines: Large Steam Turbine Loss ExposureDokumen5 halamanGAPS Guidelines: Large Steam Turbine Loss ExposureYamin AliBelum ada peringkat
- Boiler maintenance typesDokumen9 halamanBoiler maintenance typesMd Aamir ImamBelum ada peringkat
- Internship Report On Thermal Power Plant OperationsDokumen57 halamanInternship Report On Thermal Power Plant OperationsSami ZamaBelum ada peringkat
- Steam Turbine ControlDokumen16 halamanSteam Turbine ControlYos Emite100% (2)
- Aditya NTPCMMNDokumen53 halamanAditya NTPCMMNaditya34Belum ada peringkat
- Cogeneration PDFDokumen19 halamanCogeneration PDFMandeep Singh100% (1)
- 2.-Power Steam TurbinesDokumen9 halaman2.-Power Steam TurbinesJaviStg1Belum ada peringkat
- Woodward Turbine ControlDokumen17 halamanWoodward Turbine Controlprasad5034100% (1)
- Woodward Industrial Turbine ControlDokumen16 halamanWoodward Industrial Turbine ControlhrstgaBelum ada peringkat
- Steam TurbineDokumen58 halamanSteam TurbineJoy Prokash RoyBelum ada peringkat
- Chapter VIDokumen7 halamanChapter VIlawliet lawfordBelum ada peringkat
- Steam TurbineDokumen46 halamanSteam TurbinePOWERBOOKONE100% (2)
- AC Generator Reverse KVAr IssueDokumen14 halamanAC Generator Reverse KVAr IssueMURALIBelum ada peringkat
- AC Generator Reverse KVAr IssueDokumen14 halamanAC Generator Reverse KVAr IssueMURALIBelum ada peringkat
- Bharat Heavy Electricals Limited: Thermal Power Plant Industrial TrainingDokumen20 halamanBharat Heavy Electricals Limited: Thermal Power Plant Industrial TrainingSaurabh SinghBelum ada peringkat
- Replace Pressure-Reducing Valves With Backpressure TurbogeneratorsDokumen2 halamanReplace Pressure-Reducing Valves With Backpressure TurbogeneratorsEmerson RwkBelum ada peringkat
- Module 3 - Introduction To Steam Cycles (Steam Power Plant)Dokumen14 halamanModule 3 - Introduction To Steam Cycles (Steam Power Plant)MLNDG boysBelum ada peringkat
- Steam Turbine Power Plant DesignDokumen52 halamanSteam Turbine Power Plant DesignykeinBelum ada peringkat
- Combined Cycle Systems For The Utility IndustryDokumen66 halamanCombined Cycle Systems For The Utility Industryarnoldbatista55Belum ada peringkat
- Marine Steam Propulsion Systems Course OutlineDokumen12 halamanMarine Steam Propulsion Systems Course OutlineKyleBelum ada peringkat
- Consider Steam Turbine Drives for Rotating EquipmentDokumen2 halamanConsider Steam Turbine Drives for Rotating EquipmentHatem Abdelrahman100% (1)
- 1-4 Start Up Boost LeafletDokumen4 halaman1-4 Start Up Boost LeafletsdiamanBelum ada peringkat
- Department of Electronics and Communication Jaypee Institute of Information Technology, NoidaDokumen21 halamanDepartment of Electronics and Communication Jaypee Institute of Information Technology, NoidaVenuVedantBelum ada peringkat
- ReportDokumen20 halamanReportMoaaz KhanBelum ada peringkat
- Skinner Power Systems L.L.C.: Basic Turbine Generator Set InformationDokumen10 halamanSkinner Power Systems L.L.C.: Basic Turbine Generator Set InformationaliabdoliBelum ada peringkat
- Ajay 7376211CS110 Assignment Series 58Dokumen7 halamanAjay 7376211CS110 Assignment Series 58AJAY RBelum ada peringkat
- Unit OperationsDokumen54 halamanUnit OperationsAnonymous vrKMTsa5qBelum ada peringkat
- Energy Engineering (15ME71) : Module 2: Diesel Engine Power System, Hydro Electric EnergyDokumen32 halamanEnergy Engineering (15ME71) : Module 2: Diesel Engine Power System, Hydro Electric EnergyChirayu JanamattiBelum ada peringkat
- Induatrial Training at Pragati Ippgcl and PPCLDokumen25 halamanInduatrial Training at Pragati Ippgcl and PPCLshubham Shakya100% (1)
- Combined Cycle Systems for UtilitiesDokumen22 halamanCombined Cycle Systems for UtilitiesAli Bari100% (1)
- FILE - 20201025 - 100720 - CHP-Steam TurbineDokumen4 halamanFILE - 20201025 - 100720 - CHP-Steam TurbineNGUYEN QUANG100% (1)
- Candu SystemDokumen214 halamanCandu SystemGuruxyzBelum ada peringkat
- Why SteamDokumen2 halamanWhy SteamHossain MahmoodBelum ada peringkat
- Energy Tips - Steam: Consider Steam Turbine Drives For Rotating EquipmentDokumen2 halamanEnergy Tips - Steam: Consider Steam Turbine Drives For Rotating EquipmentMohammedBujairBelum ada peringkat
- Proper Steam Bypass System Design Avoids Steam Turbine OverheatingDokumen6 halamanProper Steam Bypass System Design Avoids Steam Turbine Overheatingsanjeevnn100% (1)
- Combined Cycle Power PlantDokumen29 halamanCombined Cycle Power Plantrajib0403050cuetBelum ada peringkat
- Unit II Remaining HalfDokumen7 halamanUnit II Remaining Halfanks202Belum ada peringkat
- 21-26 MW TM2500 Mobile 50-60Hz Dual Fuel PDFDokumen16 halaman21-26 MW TM2500 Mobile 50-60Hz Dual Fuel PDFÄness BŝŁm Řm EverBelum ada peringkat
- Waste Heat Recovery SystemDokumen80 halamanWaste Heat Recovery SystemArkya BaishyaBelum ada peringkat
- Online Remote Condition Monitoring, Case Study Thermal Power Plant in ZimbabweDokumen15 halamanOnline Remote Condition Monitoring, Case Study Thermal Power Plant in ZimbabweLeanmark MayahleBelum ada peringkat
- SteamDokumen24 halamanSteamsanju_17Belum ada peringkat
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDari EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesBelum ada peringkat
- Thermal Cycles of Heat Recovery Power PlantsDari EverandThermal Cycles of Heat Recovery Power PlantsPenilaian: 5 dari 5 bintang5/5 (2)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingDari EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingPenilaian: 5 dari 5 bintang5/5 (1)
- Prevention of Actuator Emissions in the Oil and Gas IndustryDari EverandPrevention of Actuator Emissions in the Oil and Gas IndustryBelum ada peringkat
- GAPS Guidelines: Combustion Turbine Loss Prevention InspectionDokumen3 halamanGAPS Guidelines: Combustion Turbine Loss Prevention Inspectionmakasad26Belum ada peringkat
- Annual Cold Weather Inspections: GAP.1.12.0.EDokumen2 halamanAnnual Cold Weather Inspections: GAP.1.12.0.Emakasad26Belum ada peringkat
- Suggested Automotive Fire Apparatus Checklist: GAP.1.12.0.CDokumen1 halamanSuggested Automotive Fire Apparatus Checklist: GAP.1.12.0.Cmakasad26Belum ada peringkat
- GAPS Guidelines: Outside ContractorsDokumen2 halamanGAPS Guidelines: Outside Contractorsmakasad26Belum ada peringkat
- 1c0 A0Dokumen4 halaman1c0 A0makasad26Belum ada peringkat
- GAPS Insurance Audit StandardDokumen5 halamanGAPS Insurance Audit StandardAlbert GuiBelum ada peringkat
- GAPS Guidelines: Transformers - FailuresDokumen5 halamanGAPS Guidelines: Transformers - Failuresmakasad26Belum ada peringkat
- GAPS Insurance Audit StandardDokumen5 halamanGAPS Insurance Audit StandardAlbert GuiBelum ada peringkat
- Fire Protection Equipment Performance Tests: GAP.1.12.0.FDokumen1 halamanFire Protection Equipment Performance Tests: GAP.1.12.0.Fmakasad26Belum ada peringkat
- Suggested Automotive Fire Apparatus Checklist: GAP.1.12.0.CDokumen1 halamanSuggested Automotive Fire Apparatus Checklist: GAP.1.12.0.Cmakasad26Belum ada peringkat
- Fire Extinguisher Report Form for GAPS GuidelinesDokumen2 halamanFire Extinguisher Report Form for GAPS Guidelinesmakasad26Belum ada peringkat
- GAPS Guidelines: Riot and Civil CommotionDokumen5 halamanGAPS Guidelines: Riot and Civil Commotionmakasad26Belum ada peringkat
- GAPS Guidelines: Fire Protection Equipment InspectionDokumen3 halamanGAPS Guidelines: Fire Protection Equipment Inspectionmakasad26Belum ada peringkat
- Fire Alarm and Intrusion Detection Systems: GAP.1.11.0.BDokumen1 halamanFire Alarm and Intrusion Detection Systems: GAP.1.11.0.Bmakasad26Belum ada peringkat
- 1b0 c0Dokumen3 halaman1b0 c0makasad26Belum ada peringkat
- GAPS Guidelines: Fire Protection and Security SurveillanceDokumen3 halamanGAPS Guidelines: Fire Protection and Security Surveillancemakasad26Belum ada peringkat
- GAPS Guidelines: Riot and Civil CommotionDokumen5 halamanGAPS Guidelines: Riot and Civil Commotionmakasad26Belum ada peringkat
- Loss Prevention Audit Report: GAP.1.10.0.BDokumen2 halamanLoss Prevention Audit Report: GAP.1.10.0.Bmakasad26Belum ada peringkat
- Conducting The Loss Prevention Audit: GAP.1.10.0.ADokumen5 halamanConducting The Loss Prevention Audit: GAP.1.10.0.Amakasad26Belum ada peringkat
- GAPS Guidelines: Loss Prevention AuditDokumen2 halamanGAPS Guidelines: Loss Prevention Auditmakasad26Belum ada peringkat
- Calculation of Natural Gas Liquid Quantities: MPMS, The MeterDokumen6 halamanCalculation of Natural Gas Liquid Quantities: MPMS, The MeterremsorBelum ada peringkat
- Redapt Hazardous Area GuideDokumen11 halamanRedapt Hazardous Area GuidekarthipetroBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen99 halamanDisclosure To Promote The Right To InformationgovimanoBelum ada peringkat
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFDokumen16 halamanGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- PIP STE03350 Vertical Vessel Foundation Design Guide 12-2008 (Last Upd) PDFDokumen33 halamanPIP STE03350 Vertical Vessel Foundation Design Guide 12-2008 (Last Upd) PDFbute79100% (3)
- Fundamentals of Natural Gas Liquid MeasurementsDokumen9 halamanFundamentals of Natural Gas Liquid Measurementsmakasad26Belum ada peringkat
- Amine Plant2Dokumen64 halamanAmine Plant2Melika0% (1)
- An Experimental Comparison Study Between Single-Axis Tracking and Fixed Photovoltaic Solar Panel Efficiency and Power Output: Case Study in East Coast MalaysiaDokumen11 halamanAn Experimental Comparison Study Between Single-Axis Tracking and Fixed Photovoltaic Solar Panel Efficiency and Power Output: Case Study in East Coast MalaysiaReparrBelum ada peringkat
- Electrical Wiring Estimation and Installation GuideDokumen90 halamanElectrical Wiring Estimation and Installation GuideAakash AkronosBelum ada peringkat
- Ram Raj YadavDokumen2 halamanRam Raj YadavRam Raj YadavBelum ada peringkat
- PDFDokumen49 halamanPDFshameer_febiBelum ada peringkat
- Power Plant Process Flow ChartDokumen1 halamanPower Plant Process Flow ChartKeyur PatelBelum ada peringkat
- Thapar Institute of Engg. & Tech., Patiala: Roll NumberDokumen1 halamanThapar Institute of Engg. & Tech., Patiala: Roll NumberGaurangiBelum ada peringkat
- Ep 30ag 08a PDFDokumen8 halamanEp 30ag 08a PDFRichardReveloBelum ada peringkat
- List of Existing Power Plants (Grid-Connected) As of June 2023Dokumen4 halamanList of Existing Power Plants (Grid-Connected) As of June 2023sal carinoBelum ada peringkat
- Introduction to Brayton CycleDokumen19 halamanIntroduction to Brayton CycleSayantan DuttaBelum ada peringkat
- The Haute Couture of Photovoltaics: CIS Solar ModulesDokumen4 halamanThe Haute Couture of Photovoltaics: CIS Solar ModulesRui HenriquesBelum ada peringkat
- Diesel Generator Crank Shaft Balance Weight Mounting Bolt BreakageDokumen2 halamanDiesel Generator Crank Shaft Balance Weight Mounting Bolt BreakageRani NoumanBelum ada peringkat
- Hydraulic Cylinder DatasheetDokumen25 halamanHydraulic Cylinder DatasheetAlican DevecioğluBelum ada peringkat
- NST-632 - Nanostructured Materials For Clean Energy Systems-20-01-2021Dokumen1 halamanNST-632 - Nanostructured Materials For Clean Energy Systems-20-01-2021NandhiniBelum ada peringkat
- Vibrations in A Francis Turbine A Case StudyDokumen4 halamanVibrations in A Francis Turbine A Case Studybukit_guestBelum ada peringkat
- Ramagundam Power PlantDokumen38 halamanRamagundam Power PlantMadhu KamshettyBelum ada peringkat
- RCA For Hotwell Level Transmitter Faulty.Dokumen6 halamanRCA For Hotwell Level Transmitter Faulty.Nisar AhmedBelum ada peringkat
- Complex Engineering Problem: Mohammad Hussain Submitted To: BSME: 18-22 Roll: 19 Dr. Rab NawazDokumen11 halamanComplex Engineering Problem: Mohammad Hussain Submitted To: BSME: 18-22 Roll: 19 Dr. Rab NawazMohammad HussainBelum ada peringkat
- Candu PosterDokumen1 halamanCandu PosterJohn BaynerBelum ada peringkat
- 60A DC ManualDokumen4 halaman60A DC ManualBook BerryBelum ada peringkat
- LOL Layout of Lining, Dt. 29.01.2014Dokumen1 halamanLOL Layout of Lining, Dt. 29.01.2014Prakash WarrierBelum ada peringkat
- Table 1. Options For Plant Boiler Control. Source: Tim LeopoldDokumen11 halamanTable 1. Options For Plant Boiler Control. Source: Tim LeopoldRam KrishnaBelum ada peringkat
- Industrial Visit Report On Siddhirganj 210MW Thermal Power StationDokumen14 halamanIndustrial Visit Report On Siddhirganj 210MW Thermal Power StationSaibBelum ada peringkat
- Savonius Wind Turbine Operation & DesignDokumen4 halamanSavonius Wind Turbine Operation & DesignCarlos Castillo PalmaBelum ada peringkat
- Geothermal Turboden: Smarter Binary Systems DeliveredDokumen21 halamanGeothermal Turboden: Smarter Binary Systems Deliveredthibault martinBelum ada peringkat
- Draft TubesDokumen11 halamanDraft TubesPrabath PereraBelum ada peringkat
- Course Handout Tee 701Dokumen3 halamanCourse Handout Tee 701Anonymous HyOfbJ6Belum ada peringkat
- Solahart Domestic Heat Pump - Sample CatalogueDokumen2 halamanSolahart Domestic Heat Pump - Sample CatalogueManju NaikBelum ada peringkat