Anda mungkin juga menyukai
- SymbolsDokumen1 halamanSymbolskwakwa4Belum ada peringkat
- ETAP Electrical StrategyDokumen5 halamanETAP Electrical Strategykwakwa4Belum ada peringkat
- Tritech Knowledge Base Profiling SonarsDokumen2 halamanTritech Knowledge Base Profiling Sonarskwakwa4Belum ada peringkat
- DNV 2-7-1Dokumen60 halamanDNV 2-7-1Apostolie Iulian100% (1)
- SymbolsDokumen1 halamanSymbolskwakwa4Belum ada peringkat
- BPS91 08Dokumen38 halamanBPS91 08kwakwa4Belum ada peringkat
- MPS Day1 World Class Reliability PerformanceDokumen142 halamanMPS Day1 World Class Reliability Performancemelator100% (1)
- EENG 223 Final Exam S08-09 SolnDokumen7 halamanEENG 223 Final Exam S08-09 Solnkwakwa4Belum ada peringkat
- CAP437Dokumen164 halamanCAP437universidaddistritalBelum ada peringkat
- Vibration, Dynamics and NoiseDokumen6 halamanVibration, Dynamics and NoiseMauricio R MoralesBelum ada peringkat
- Veridian iDAC - Data Acquisition DeviceDokumen2 halamanVeridian iDAC - Data Acquisition Devicekwakwa4Belum ada peringkat
- Risk Check Sheet: Vibration, Fatigue, Reliability and NoiseDokumen3 halamanRisk Check Sheet: Vibration, Fatigue, Reliability and NoiseMauricio R MoralesBelum ada peringkat
- Vibration, Dynamics and NoiseDokumen6 halamanVibration, Dynamics and NoiseMauricio R MoralesBelum ada peringkat
- Article - Multi-Channel Vibration Measurements - CTSS PDFDokumen3 halamanArticle - Multi-Channel Vibration Measurements - CTSS PDFkwakwa4Belum ada peringkat
- Article - Multi-Channel Vibration Measurements - CTSS PDFDokumen3 halamanArticle - Multi-Channel Vibration Measurements - CTSS PDFkwakwa4Belum ada peringkat
- Psrs550 en Om c1Dokumen142 halamanPsrs550 en Om c1Andrei Ieremciuc100% (1)
- HvacDokumen376 halamanHvacJERIN JOHNSON100% (1)
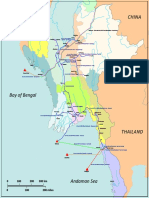
- Pipeline Map 20140402 - HJS - Cropped (Units in KM)Dokumen1 halamanPipeline Map 20140402 - HJS - Cropped (Units in KM)kwakwa4Belum ada peringkat
- Thu Kyon Ma Khan B PDFDokumen173 halamanThu Kyon Ma Khan B PDFkwakwa4Belum ada peringkat
- TOEIC 870 QuestionsDokumen6 halamanTOEIC 870 Questionskwakwa4Belum ada peringkat
- What Is Acceptable Oil Consumption in Diesel EnginesDokumen1 halamanWhat Is Acceptable Oil Consumption in Diesel Engineskwakwa4Belum ada peringkat
- Sulzer Vertical Pump TroubleshootingDokumen20 halamanSulzer Vertical Pump TroubleshootingNguyễn Thanh SơnBelum ada peringkat
- WHO - Indoor Air PollutionDokumen484 halamanWHO - Indoor Air PollutionCosmo Deus100% (2)
- RCA Mini Guide PDFDokumen15 halamanRCA Mini Guide PDFIldzamar Haifa WardhaniBelum ada peringkat
- Operations and Maintenance GuideDokumen321 halamanOperations and Maintenance GuideNatrajiBelum ada peringkat
- Check Your English Vocabulary For TOEICDokumen81 halamanCheck Your English Vocabulary For TOEICRobby100% (27)
- ကုရ္အာန္ဘာသာျပန္Dokumen1.130 halamanကုရ္အာန္ဘာသာျပန္Aung Kyaw MoeBelum ada peringkat
- MPS Day1 World Class Reliability PerformanceDokumen142 halamanMPS Day1 World Class Reliability Performancemelator100% (1)
- DNV 2-7-1Dokumen60 halamanDNV 2-7-1Apostolie Iulian100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- F4 Chap 8 Manufactured Substances in Industry KSSMDokumen3 halamanF4 Chap 8 Manufactured Substances in Industry KSSMLim Ru He能够Belum ada peringkat
- DIN en 10085 2001 Nitriding SteelsDokumen27 halamanDIN en 10085 2001 Nitriding SteelsjorgeBelum ada peringkat
- Challenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDokumen2 halamanChallenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDebashis DashBelum ada peringkat
- Selection of Welding ConsumablesDokumen13 halamanSelection of Welding ConsumablesbassemaeBelum ada peringkat
- Putu Deva Ananta Adistanaya 72001800041 TGBDokumen6 halamanPutu Deva Ananta Adistanaya 72001800041 TGBAyuu RizsaBelum ada peringkat
- Mar 21 AvlDokumen1 halamanMar 21 AvlBala KrishnanBelum ada peringkat
- Gas Welding Equipment PowerpointDokumen12 halamanGas Welding Equipment Powerpointbhagat103Belum ada peringkat
- 1.6523 20nicrmo2-2 - Aisi 8620Dokumen3 halaman1.6523 20nicrmo2-2 - Aisi 8620zhenyupanBelum ada peringkat
- Astm B209-06Dokumen29 halamanAstm B209-06tuongBelum ada peringkat
- Steel For Mechanical Work at High Velocity With Removal of ChipsDokumen6 halamanSteel For Mechanical Work at High Velocity With Removal of ChipsSuresh ShindeBelum ada peringkat
- S235JR-S355JR Compare PropertiesDokumen2 halamanS235JR-S355JR Compare PropertiesBeytullah KurnalıBelum ada peringkat
- Metallurgical EngineeringDokumen3 halamanMetallurgical EngineeringAPPI NAIDUBelum ada peringkat
- Sureweld 6013: Sureweld Mild Steel ElectrodesDokumen2 halamanSureweld 6013: Sureweld Mild Steel ElectrodesRama Krishna Reddy DonthireddyBelum ada peringkat
- JIS Steel Wires StandardDokumen7 halamanJIS Steel Wires StandardPS NguyễnBelum ada peringkat
- 53 Grade Ordinary Portland Cement: Wadi 2023022Dokumen1 halaman53 Grade Ordinary Portland Cement: Wadi 2023022meeraxxx94Belum ada peringkat
- 0803134592Dokumen278 halaman0803134592Yap Wen KhongBelum ada peringkat
- Mild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499Dokumen5 halamanMild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499mahendraBelum ada peringkat
- Commonly Used Materials: Forging (Limited To A Maximum Wt. of 10000 LB)Dokumen1 halamanCommonly Used Materials: Forging (Limited To A Maximum Wt. of 10000 LB)Kamal RajuBelum ada peringkat
- Stainless Steels For Springs and Other Demanding Applicationss 3411 Eng - Sept.2002Dokumen14 halamanStainless Steels For Springs and Other Demanding Applicationss 3411 Eng - Sept.2002winasharBelum ada peringkat
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDokumen1 halamanVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínBelum ada peringkat
- Materials Today: ProceedingsDokumen4 halamanMaterials Today: ProceedingsMITUSHI AGRAWALBelum ada peringkat
- Material and WeldingDokumen226 halamanMaterial and WeldingIvan DulicBelum ada peringkat
- Heat Treatment: Prepared by Approved byDokumen20 halamanHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryBelum ada peringkat
- Catalog 4010 KennametalDokumen549 halamanCatalog 4010 KennametalYair Ventura Ramirez100% (1)
- Welding Journal 1959 10Dokumen136 halamanWelding Journal 1959 10AlexeyBelum ada peringkat
- PQR Documents (01-23)Dokumen23 halamanPQR Documents (01-23)Abdelkader AbdelkaderBelum ada peringkat
- Test Solid State Full ChapterDokumen4 halamanTest Solid State Full ChapterTr Mazhar PunjabiBelum ada peringkat
- ThreadsDokumen122 halamanThreadsferBelum ada peringkat
- A723A723M-18a 1.05 PDFDokumen5 halamanA723A723M-18a 1.05 PDFist93993Belum ada peringkat
- Inspection ReportDokumen16 halamanInspection ReportG Sathesh KumarBelum ada peringkat