Anda mungkin juga menyukai
- Performance Analysis of Domestic RefrigeratorDokumen10 halamanPerformance Analysis of Domestic RefrigeratorsyooloveBelum ada peringkat
- The CFD Simulation of Temperature Control in A Batch Mixing TankDokumen6 halamanThe CFD Simulation of Temperature Control in A Batch Mixing TankRodolfo BrandaoBelum ada peringkat
- Study of A Refrigeration Unit (R633)Dokumen52 halamanStudy of A Refrigeration Unit (R633)mahbub133294% (17)
- Heat Transfer in Freeze-Drying ApparatusDokumen25 halamanHeat Transfer in Freeze-Drying ApparatusErickMartinS100% (1)
- Optimal Control of The Primary and Secondary Drying Stages of Bulk Solution Freeze Drying in TraysDokumen34 halamanOptimal Control of The Primary and Secondary Drying Stages of Bulk Solution Freeze Drying in TraysgastroservetBelum ada peringkat
- Mathematical Modeling of Food Freezing in Air-Blast Freezer: Guiqiang Wang and Pinghua ZouDokumen4 halamanMathematical Modeling of Food Freezing in Air-Blast Freezer: Guiqiang Wang and Pinghua ZoubhaskarBelum ada peringkat
- PredictionDokumen10 halamanPredictionlyncyberprintBelum ada peringkat
- Freeze Drying-Principles and Practice For Successful Scale-Up To ManufacturingDokumen16 halamanFreeze Drying-Principles and Practice For Successful Scale-Up To ManufacturingJuan DavidBelum ada peringkat
- CFD Analysis of Thermal Energy Storage in PCMsDokumen9 halamanCFD Analysis of Thermal Energy Storage in PCMsDheeraj MiglaniBelum ada peringkat
- Applied Thermal Engineering: Research PaperDokumen6 halamanApplied Thermal Engineering: Research PaperSangamesh WaranBelum ada peringkat
- Sublimation RateDokumen9 halamanSublimation RateEmmanuel BagonBelum ada peringkat
- SCE Research Paper PDFDokumen12 halamanSCE Research Paper PDFmuoi2002Belum ada peringkat
- Freeze DryingDokumen58 halamanFreeze DryingVũ Phan Ánh VyBelum ada peringkat
- Flooded Type EvaporatorDokumen6 halamanFlooded Type EvaporatorHVAC SimplifiedBelum ada peringkat
- MEM554 - Thermalfluids Lab Computer Linked RefrigerationDokumen25 halamanMEM554 - Thermalfluids Lab Computer Linked Refrigerationsayabudakcomey75% (12)
- Boiling and CondensationDokumen11 halamanBoiling and CondensationahaaBelum ada peringkat
- Water cooled minichannel heat sinks for microprocessor cooling: Effect of fin spacingDokumen7 halamanWater cooled minichannel heat sinks for microprocessor cooling: Effect of fin spacingSaad Ayub JajjaBelum ada peringkat
- Literature Review Sample - 4Dokumen12 halamanLiterature Review Sample - 4Mustafa Ergin KaracanBelum ada peringkat
- Ts-3 Experimental Study On R-134a Refrigeration System Using A Two-Phase Ejector As An Expansion DeviceDokumen11 halamanTs-3 Experimental Study On R-134a Refrigeration System Using A Two-Phase Ejector As An Expansion DevicepavannotinBelum ada peringkat
- Design and Off-Design Performance Evaluation of Heat Exchanger in An Offshore Process ConfigurationDokumen9 halamanDesign and Off-Design Performance Evaluation of Heat Exchanger in An Offshore Process ConfigurationAlina SmochinaBelum ada peringkat
- Heat Transfer in Food ProcessingDokumen11 halamanHeat Transfer in Food ProcessingIntan Mulia Rahayu100% (1)
- Usp 44Dokumen9 halamanUsp 44linhBelum ada peringkat
- Toward Optimal Operation Conditions of Freeze Drying Processes Via A Multilevel ApproachDokumen18 halamanToward Optimal Operation Conditions of Freeze Drying Processes Via A Multilevel ApproachgastroservetBelum ada peringkat
- Experimental Analysis of Fluidized Bed Freeze DryingDokumen7 halamanExperimental Analysis of Fluidized Bed Freeze DryingMohamadMostafaviBelum ada peringkat
- Refrigeration Paper in IJSER FormatDokumen14 halamanRefrigeration Paper in IJSER Formattitto84886Belum ada peringkat
- A Mathematical Model of Multi-Dimensional Freeze-Drying For Food ProductsDokumen13 halamanA Mathematical Model of Multi-Dimensional Freeze-Drying For Food ProductsEliana CárdenasBelum ada peringkat
- Heat exchanger performance reportDokumen18 halamanHeat exchanger performance reportKeith QuinnBelum ada peringkat
- Espinel-Blanco 2020 J. Phys. Conf. Ser. 1708 012010Dokumen8 halamanEspinel-Blanco 2020 J. Phys. Conf. Ser. 1708 012010Pooja ChughBelum ada peringkat
- COP Measurements of RefrigeratorDokumen9 halamanCOP Measurements of RefrigeratorGanesh JagatapBelum ada peringkat
- Predictive Models of Lyophilization Process For DevelopmentDokumen16 halamanPredictive Models of Lyophilization Process For DevelopmentThien Doan ChiBelum ada peringkat
- Comparison of Quasi-Steady-State and Unsteady-State Formulations in A Freeze Dryer ModelingDokumen10 halamanComparison of Quasi-Steady-State and Unsteady-State Formulations in A Freeze Dryer ModelingNéstor SilvaBelum ada peringkat
- Natural Gas Engineering StudentsDokumen35 halamanNatural Gas Engineering StudentsMahmoud Elaraby100% (1)
- Articulo de EvaporadoresDokumen8 halamanArticulo de EvaporadoresSheila V. DarcyBelum ada peringkat
- Smallhorn 1990Dokumen2 halamanSmallhorn 1990CrackFinder_88837428Belum ada peringkat
- COMSOL Chemical Modeling Conference PaperDokumen11 halamanCOMSOL Chemical Modeling Conference Paperjoseferrehigieneuru100% (1)
- Cane Syrup EvapourationDokumen22 halamanCane Syrup EvapourationAnil Kumar SinghBelum ada peringkat
- Christ Theorie Katalog en WebDokumen54 halamanChrist Theorie Katalog en WebBenjamin TantiansuBelum ada peringkat
- Design and Performance Analysis of Water PDFDokumen7 halamanDesign and Performance Analysis of Water PDFDiyar NezarBelum ada peringkat
- Pressure Cooker PDFDokumen6 halamanPressure Cooker PDFTooba GhouriBelum ada peringkat
- Institute For Thermal Processing Specialists: Protocol For Carrying Out Heat Penetration StudiesDokumen15 halamanInstitute For Thermal Processing Specialists: Protocol For Carrying Out Heat Penetration StudiesRaul Sanchez GuerraBelum ada peringkat
- Drying Technology: An International JournalDokumen27 halamanDrying Technology: An International JournalNéstor SilvaBelum ada peringkat
- Humidification - Postlab FINAL PDFDokumen24 halamanHumidification - Postlab FINAL PDFJames Matthew LimpinBelum ada peringkat
- Research Paper On Liquid CoolingDokumen5 halamanResearch Paper On Liquid Coolingafnhgclhbuwlis100% (1)
- Ijmet 10 01 065Dokumen7 halamanIjmet 10 01 065IAEME PUBLICATIONBelum ada peringkat
- Cascade ControlDokumen12 halamanCascade ControlManoj K SamyBelum ada peringkat
- Exp. 5 Heat Transfer Study On Plate Heat ExchangerDokumen6 halamanExp. 5 Heat Transfer Study On Plate Heat ExchangerElaine PuiBelum ada peringkat
- Lectura 2Dokumen16 halamanLectura 2NicolMendozaBelum ada peringkat
- Optimization of An Indirect Heating Process For Food Uids Through The Combined Use of CFD and Response Surface MethodologyDokumen17 halamanOptimization of An Indirect Heating Process For Food Uids Through The Combined Use of CFD and Response Surface MethodologyTamires OishiBelum ada peringkat
- Effectof Evaporator Heater Power Inputand Refrigerant Flow Rateonthe Performanceofa Refrigerator Developing Empirical ModelsDokumen10 halamanEffectof Evaporator Heater Power Inputand Refrigerant Flow Rateonthe Performanceofa Refrigerator Developing Empirical ModelsAhmed MaqsoodBelum ada peringkat
- Energy Efficiency in Building Using Co2 Heat Pump Water HeatingDokumen7 halamanEnergy Efficiency in Building Using Co2 Heat Pump Water HeatingMarclauryn AdewaleBelum ada peringkat
- Chapter 13, Subject 3 Protocol For Carrying Out Heat-Penetration StudiesDokumen15 halamanChapter 13, Subject 3 Protocol For Carrying Out Heat-Penetration StudiesVannizsa IbañezBelum ada peringkat
- Paper Icr2019 1296-Mais RelevanteDokumen9 halamanPaper Icr2019 1296-Mais RelevanteMadson John ArcanjoBelum ada peringkat
- Erkek Tu 2018Dokumen27 halamanErkek Tu 2018queenBelum ada peringkat
- Thermal Management of Machine Compartment in A Built-In RefrigeratorDokumen7 halamanThermal Management of Machine Compartment in A Built-In RefrigeratorMilind DevleBelum ada peringkat
- ModellingDokumen10 halamanModellingalmadhagiBelum ada peringkat
- 06 24 12 PDFDokumen6 halaman06 24 12 PDFOla Dorcas DammyBelum ada peringkat
- Fadhl Equation VOFDokumen27 halamanFadhl Equation VOFantoineBelum ada peringkat
- DefraeyeetalDokumen11 halamanDefraeyeetalEmmanuel AgyemanBelum ada peringkat
- Advanced Temperature Measurement and Control, Second EditionDari EverandAdvanced Temperature Measurement and Control, Second EditionBelum ada peringkat
- Glass Transition and Phase Transitions in Food and Biological MaterialsDari EverandGlass Transition and Phase Transitions in Food and Biological MaterialsBelum ada peringkat
- Pressure Drop 6Dokumen57 halamanPressure Drop 6twintwin91Belum ada peringkat
- NPTEL Compressible Flows FundamentalsDokumen57 halamanNPTEL Compressible Flows FundamentalsJasim RasheedBelum ada peringkat
- Heat Transfer in Freeze-Drying ApparatusDokumen25 halamanHeat Transfer in Freeze-Drying Apparatustwintwin91Belum ada peringkat
- Beaty_APR 2/2/06 8:54 AM Page 1: Lyophilization Heat and Mass TransferDokumen5 halamanBeaty_APR 2/2/06 8:54 AM Page 1: Lyophilization Heat and Mass Transfertwintwin91Belum ada peringkat
- O Select Parameter Enter o Select ChannelDokumen3 halamanO Select Parameter Enter o Select Channeltwintwin91Belum ada peringkat
- Beaty_APR 2/2/06 8:54 AM Page 1: Lyophilization Heat and Mass TransferDokumen5 halamanBeaty_APR 2/2/06 8:54 AM Page 1: Lyophilization Heat and Mass Transfertwintwin91Belum ada peringkat
- Drying Technology PDFDokumen17 halamanDrying Technology PDFEvan CaesarioBelum ada peringkat
- TutorialesDokumen1 halamanTutorialestwintwin91Belum ada peringkat
- Braun Series 1Dokumen43 halamanBraun Series 1twintwin91Belum ada peringkat
- TutorialesDokumen1 halamanTutorialestwintwin91Belum ada peringkat
- TutorialesDokumen1 halamanTutorialestwintwin91Belum ada peringkat
- Ansys Structural Analysis GuideDokumen402 halamanAnsys Structural Analysis Guideemiltheone100% (1)
- FCE Homework Pack 4 D1112Dokumen15 halamanFCE Homework Pack 4 D1112twintwin91Belum ada peringkat
- ANSYS Thermal Analysis GuideDokumen80 halamanANSYS Thermal Analysis GuidePrabakaran Thambusamy100% (1)
- Udvavisk - Profile and Clientele PDFDokumen19 halamanUdvavisk - Profile and Clientele PDFPipeline EngineerBelum ada peringkat
- Science 7 Quarter 3 Summative TestDokumen3 halamanScience 7 Quarter 3 Summative TestQueenie Jam BautistaBelum ada peringkat
- PGGGO1403 Global DaikinDokumen20 halamanPGGGO1403 Global DaikinPandu100% (1)
- Perencanaan HVAC LaboratoriumDokumen38 halamanPerencanaan HVAC Laboratoriumheru sutonoBelum ada peringkat
- Prandtl Number Pr Thermal Conduktivity k, W/m.K Temperatur (˚C) Density ρ, kg/m³ Specific Heat Cp, J/kg.K Thermal Diffusivity α, m²/s Dinamic Viscosity Ϥ, kg/m.s Kinematic ViscosityDokumen6 halamanPrandtl Number Pr Thermal Conduktivity k, W/m.K Temperatur (˚C) Density ρ, kg/m³ Specific Heat Cp, J/kg.K Thermal Diffusivity α, m²/s Dinamic Viscosity Ϥ, kg/m.s Kinematic ViscosityWindy LusiaBelum ada peringkat
- Safety, Operating & Maintenance Instructions Marine Auxiliary Boiler - GK SeriesDokumen40 halamanSafety, Operating & Maintenance Instructions Marine Auxiliary Boiler - GK SeriesAMG QAQCDEPTBelum ada peringkat
- TX6Dokumen5 halamanTX6karma_1234Belum ada peringkat
- V Guard Price List 12 11 2019Dokumen1 halamanV Guard Price List 12 11 2019Abhishek RaiBelum ada peringkat
- Determination of Stefens Constant of Electrical Method.Dokumen4 halamanDetermination of Stefens Constant of Electrical Method.SURYAPRATAP RAJPOOTBelum ada peringkat
- Supply and distribution systemsDokumen44 halamanSupply and distribution systemsmitasyahuBelum ada peringkat
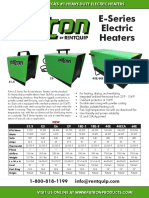
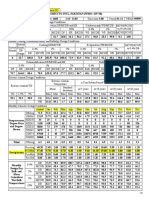
- E-Series Electric Heaters: E1.5 E9 40E/60EDokumen2 halamanE-Series Electric Heaters: E1.5 E9 40E/60ERahim BuxBelum ada peringkat
- II IIT IRP Physics Worksheet - 13 - Heat Trans & Thermal RadiationDokumen5 halamanII IIT IRP Physics Worksheet - 13 - Heat Trans & Thermal RadiationAshwin KumarBelum ada peringkat
- Review of HVAC Systems History and Future ApplicatDokumen15 halamanReview of HVAC Systems History and Future Applicatarie crespoBelum ada peringkat
- SEE2101 Engineering Thermofluids I Heat Conduction and ExchangeDokumen10 halamanSEE2101 Engineering Thermofluids I Heat Conduction and ExchangeMang SuiBelum ada peringkat
- Solar Water Heating (SWH) Is The Conversion ofDokumen5 halamanSolar Water Heating (SWH) Is The Conversion ofPratik Kisan SatavBelum ada peringkat
- Heat Pipe Technologies for Improved Sorption MachinesDokumen17 halamanHeat Pipe Technologies for Improved Sorption MachinesViratBansalBelum ada peringkat
- Fusion Modulair Daikin - VRV + UmaDokumen22 halamanFusion Modulair Daikin - VRV + UmaSicologo CimeBelum ada peringkat
- Cooling Load Calculation and Design of Air Conditioning System in AutomobileDokumen10 halamanCooling Load Calculation and Design of Air Conditioning System in AutomobilesivarekaBelum ada peringkat
- CHE312A: Assignment 3: Solutions: AssumptionsDokumen13 halamanCHE312A: Assignment 3: Solutions: AssumptionsRazvan Botezatu100% (1)
- Heat Transfer Course OverviewDokumen4 halamanHeat Transfer Course Overviewrajkumar rBelum ada peringkat
- Lab 7 Free & Force ConvectionDokumen7 halamanLab 7 Free & Force Convectionmahen DinhoBelum ada peringkat
- Ashrae Meteo (Islamabad Climate Data)Dokumen1 halamanAshrae Meteo (Islamabad Climate Data)Imran Aziz100% (1)
- ChE 154Dokumen16 halamanChE 154DennisShinBelum ada peringkat
- Static Fluid Bed Dryers, Vibrating Fluid Bed Dryers and Exhaust TechnologyDokumen8 halamanStatic Fluid Bed Dryers, Vibrating Fluid Bed Dryers and Exhaust TechnologyOscar Alvitez DominguezBelum ada peringkat
- Hatchery Ventilation EssentialsDokumen22 halamanHatchery Ventilation EssentialsAndrewDonaireBelum ada peringkat
- Programmable Touchscreen Thermostat: Ideal For Light Commercial ApplicationsDokumen2 halamanProgrammable Touchscreen Thermostat: Ideal For Light Commercial ApplicationsnasierrasBelum ada peringkat
- Heat Exchanger Design CalculationsDokumen61 halamanHeat Exchanger Design CalculationsymailioBelum ada peringkat
- Kitchen Ventilation Design GuideDokumen15 halamanKitchen Ventilation Design Guidesadhana illaBelum ada peringkat
- Air-Cooled Screw Chillers RTAF 300-1600 KW: The Best Bundled in One. Our BestDokumen20 halamanAir-Cooled Screw Chillers RTAF 300-1600 KW: The Best Bundled in One. Our BestHoria PantelimonBelum ada peringkat