Anda mungkin juga menyukai
- RT Acceptance Criteria For Welder Test According To ASME Sec IX (QW 191 1.2)Dokumen20 halamanRT Acceptance Criteria For Welder Test According To ASME Sec IX (QW 191 1.2)Oscar Iván Duque DiazBelum ada peringkat
- API STD1104 acceptance criteria table radiograph discontinuitiesDokumen2 halamanAPI STD1104 acceptance criteria table radiograph discontinuitiesdownloadBelum ada peringkat
- RT Acceptance Para. 9.4Dokumen4 halamanRT Acceptance Para. 9.4Yan Ferizal100% (1)
- NDT ACC. CriteriaDokumen6 halamanNDT ACC. CriteriaBalakumar100% (5)
- Answers Drawing B: BS 499 Part 2. Course Reference WIS 10Dokumen10 halamanAnswers Drawing B: BS 499 Part 2. Course Reference WIS 10Harkynollar Harkyntehye100% (1)
- Practical Plate - Pipe InspectionDokumen10 halamanPractical Plate - Pipe InspectionPratheep ShansBelum ada peringkat
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDokumen91 halamanTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşBelum ada peringkat
- Rtfi Fundamental PresentationDokumen112 halamanRtfi Fundamental PresentationABHI THAKKARBelum ada peringkat
- Material Grades ChartDokumen2 halamanMaterial Grades ChartShanmuga NavaneethanBelum ada peringkat
- Sbtis Model Question Part 1Dokumen48 halamanSbtis Model Question Part 1ganeshBelum ada peringkat
- Duplex Ss WPSDokumen8 halamanDuplex Ss WPSVinu Raveendran100% (1)
- ISO 9692 joint preparation guideDokumen46 halamanISO 9692 joint preparation guidebiancogallazziBelum ada peringkat
- Cswip 3 1 Macro PDFDokumen36 halamanCswip 3 1 Macro PDFtheBelum ada peringkat
- CSWIP-WI-6-92 14th Edition April 2017Dokumen17 halamanCSWIP-WI-6-92 14th Edition April 2017mullanjiBelum ada peringkat
- RT Film InterpretationDokumen20 halamanRT Film InterpretationMOhammed PatelBelum ada peringkat
- 3.2.2 RI Sup. - Training Booklet 000521Dokumen28 halaman3.2.2 RI Sup. - Training Booklet 000521Mathew KurianBelum ada peringkat
- Question Number 1: Sign-Off Product (Typical Mandatory Question)Dokumen1 halamanQuestion Number 1: Sign-Off Product (Typical Mandatory Question)DkPrince100% (1)
- Limits For Imperfections ISO 5817Dokumen2 halamanLimits For Imperfections ISO 5817tudorteuBelum ada peringkat
- Cswip 3.1 GeneralDokumen3 halamanCswip 3.1 GeneralPrabhu MakeshBelum ada peringkat
- Twi RtfiDokumen35 halamanTwi RtfiGoutam Kumar DebBelum ada peringkat
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDokumen18 halamanAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreBelum ada peringkat
- WIS5 - Appendix 2Dokumen86 halamanWIS5 - Appendix 2Reza Fakhrizal100% (1)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Dokumen2 halamanASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Propulsion Shafting Material Requirements & DesignDokumen1 halamanPropulsion Shafting Material Requirements & DesignCRISTHIAN PIERR PAUSIC BAZALARBelum ada peringkat
- IQI SelectionDokumen3 halamanIQI Selectioncisar0007Belum ada peringkat
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Dokumen36 halaman'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Veeralekshmanan KumarBelum ada peringkat
- IWE SubjectsDokumen2 halamanIWE SubjectsAdnan Rana100% (3)
- Duties of Welding InspectorDokumen11 halamanDuties of Welding Inspectormuhammadazhar50% (2)
- Geometric Unsharpness FormulaDokumen2 halamanGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyDokumen3 halamanTWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyOnur AltuntaşBelum ada peringkat
- 3 2Dokumen3 halaman3 2jayaarnav100% (1)
- Radiography Test Acceptance Criteria: Type of Defects Asme Sec - Ix ASME B31.1 Asme Sec - I Asme Sec Viii Div-1 IBRDokumen2 halamanRadiography Test Acceptance Criteria: Type of Defects Asme Sec - Ix ASME B31.1 Asme Sec - I Asme Sec Viii Div-1 IBRBalkishan DyavanapellyBelum ada peringkat
- IQI SelectionDokumen1 halamanIQI SelectionVipin PeterBelum ada peringkat
- (RT) Iqi Penetrameter WireDokumen3 halaman(RT) Iqi Penetrameter WireNavneet Singh100% (4)
- Cswip3.2 Content ONLYDokumen3 halamanCswip3.2 Content ONLYSathishkumar. KBelum ada peringkat
- Cswip3.2 Introduction ONLYDokumen3 halamanCswip3.2 Introduction ONLYSathishkumar. KBelum ada peringkat
- WI 01 - Introduction To WI ModuleDokumen14 halamanWI 01 - Introduction To WI ModuledayalramBelum ada peringkat
- Hydrogen Cracking Causes and PreventionDokumen6 halamanHydrogen Cracking Causes and Preventionshahid khanBelum ada peringkat
- Specification requirements for CRA/CRA clad pipelines before and during weldingDokumen2 halamanSpecification requirements for CRA/CRA clad pipelines before and during weldingSơn Nguyễn TháiBelum ada peringkat
- WPS PresentationDokumen27 halamanWPS PresentationSenthil Kumar50% (2)
- ASTM Grades Explained for Pipes, Fittings, Flanges & MoreDokumen4 halamanASTM Grades Explained for Pipes, Fittings, Flanges & Moremohan babuBelum ada peringkat
- Welding& Inspection WPS& WelderDokumen112 halamanWelding& Inspection WPS& WelderNitesh Garg100% (7)
- Certified International Welding Engineer PDFDokumen2 halamanCertified International Welding Engineer PDFSridharan ChandranBelum ada peringkat
- Twi - Welding Inspection - SteelsDokumen209 halamanTwi - Welding Inspection - Steelsenels77Belum ada peringkat
- Is 7310 RequirementsDokumen4 halamanIs 7310 RequirementsRavichandran Tirupattur SubramaniamBelum ada peringkat
- Duplex Welding GuidelinesDokumen13 halamanDuplex Welding GuidelinesadelBelum ada peringkat
- Welding Features Excercise 001Dokumen5 halamanWelding Features Excercise 001daha333Belum ada peringkat
- Iqi'sDokumen6 halamanIqi's24inspector100% (1)
- RT Acceptance Criteria GuideDokumen1 halamanRT Acceptance Criteria GuidevikasBelum ada peringkat
- Inspection of The Hot Dipped Galvanizing ProcessDokumen5 halamanInspection of The Hot Dipped Galvanizing ProcessIrinaBelum ada peringkat
- CSWIP 3.1 Welding Inspector exam detailsDokumen2 halamanCSWIP 3.1 Welding Inspector exam detailsSalahuddin Farooqui100% (1)
- Radiographic Interpretation Answers WIS10 CSWIP 3.2Dokumen3 halamanRadiographic Interpretation Answers WIS10 CSWIP 3.2andrewBelum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDari EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsBelum ada peringkat
- Acceptance PDFDokumen2 halamanAcceptance PDFTijieichSuprihantoBelum ada peringkat
- VT Acceptance Criteria PDFDokumen10 halamanVT Acceptance Criteria PDFKalaivel ThandavarayanBelum ada peringkat
- NDT ACC CriteriaDokumen6 halamanNDT ACC Criteriavsnaiduqc100% (1)
- NDT AcceptanceDokumen62 halamanNDT Acceptancebommakanti srinivasBelum ada peringkat
- Rpp1 PDFDokumen12 halamanRpp1 PDFMasudhBasha100% (2)
- Rpp2 PDFDokumen8 halamanRpp2 PDFMasudhBasha100% (3)
- 1141 - New - Highlighted PDFDokumen60 halaman1141 - New - Highlighted PDFMasudhBasha100% (1)
- Saep 1141Dokumen71 halamanSaep 1141omar santos100% (3)
- NDTDokumen64 halamanNDTmohamedyoussef1Belum ada peringkat
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Dokumen242 halamanNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Manual UT Testing Thickness Testing - SAEP-1146 PDFDokumen8 halamanManual UT Testing Thickness Testing - SAEP-1146 PDFAnonymous hBBam1n0% (1)
- Saep 1143 PDFDokumen31 halamanSaep 1143 PDFbassamBelum ada peringkat
- Saep 1144Dokumen22 halamanSaep 1144MasudhBashaBelum ada peringkat
- Radiation Safety Exam Preparation Model QuestionsDokumen54 halamanRadiation Safety Exam Preparation Model QuestionsMasudhBasha92% (26)
- Welding Insp. Tech. WorkBookDokumen77 halamanWelding Insp. Tech. WorkBookMasudhBashaBelum ada peringkat
- Aws Q&aDokumen5 halamanAws Q&aMasudhBashaBelum ada peringkat
- Paper No. 3 Mum June 09 PDFDokumen4 halamanPaper No. 3 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Paper No. 3 Mum June 09 PDFDokumen4 halamanPaper No. 3 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Paper No. 4 Mum June 09 PDFDokumen4 halamanPaper No. 4 Mum June 09 PDFMasudhBashaBelum ada peringkat
- CSWIP 3.1 Question and AnswerDokumen31 halamanCSWIP 3.1 Question and AnswerDevendran Marappan92% (51)
- Paper No. 2 Mum June 09 PDFDokumen4 halamanPaper No. 2 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Paper No. 1 Mum June 09 PDFDokumen4 halamanPaper No. 1 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Paper No. 4 Mum June 09 PDFDokumen4 halamanPaper No. 4 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Paper No. 2 Mum June 09 PDFDokumen4 halamanPaper No. 2 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Paper No. 1 Mum June 09 PDFDokumen4 halamanPaper No. 1 Mum June 09 PDFMasudhBashaBelum ada peringkat
- Turkey ImportDokumen14 halamanTurkey ImportMani 1Belum ada peringkat
- Modeling Vessel Impacts for Lock Wall DesignDokumen15 halamanModeling Vessel Impacts for Lock Wall DesignSalam FaithBelum ada peringkat
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDokumen12 halamanPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajBelum ada peringkat
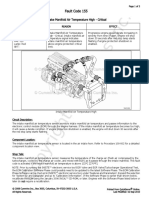
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDokumen3 halamanFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Man FXM FKM Motors PDFDokumen176 halamanMan FXM FKM Motors PDFRenato MeloBelum ada peringkat
- Passive Filter vs. Active Filter: DefinitionsDokumen3 halamanPassive Filter vs. Active Filter: DefinitionsAmit DebnathBelum ada peringkat
- LirikDokumen537 halamanLirikMuhamad Iqbal FahmiBelum ada peringkat
- The Blue Hotel PDFDokumen22 halamanThe Blue Hotel PDFGabriel OvidorBelum ada peringkat
- Pick The Gender of Your Baby - Free EditionDokumen26 halamanPick The Gender of Your Baby - Free EditionAlicia Adrianti0% (1)
- CEFIC Guidelines Transport Equipment Packed Cargo (2010)Dokumen7 halamanCEFIC Guidelines Transport Equipment Packed Cargo (2010)sl1828Belum ada peringkat
- Demo DLLDokumen2 halamanDemo DLLArlene Diokno100% (1)
- Fundamentals of VolleyballDokumen2 halamanFundamentals of VolleyballLawrence CezarBelum ada peringkat
- Classification of Placenta PDFDokumen5 halamanClassification of Placenta PDFAdarsh jainBelum ada peringkat
- Booster Pump Service ManualDokumen11 halamanBooster Pump Service ManualSGI AUTOMOTIVE PVT LTDBelum ada peringkat
- Ghost Events in Optical Time - NewDokumen3 halamanGhost Events in Optical Time - NewsekutunetBelum ada peringkat
- Hart Fuller Debate: Hart Fuller Debate Is One of The Most Interesting Academic Debates of All Times That Took Place inDokumen1 halamanHart Fuller Debate: Hart Fuller Debate Is One of The Most Interesting Academic Debates of All Times That Took Place inAmishaBelum ada peringkat
- Quant One Analyser – endless possibilitiesDokumen6 halamanQuant One Analyser – endless possibilitiesSamuel SuBelum ada peringkat
- Diesel HatchbackDokumen14 halamanDiesel HatchbackloganathprasannaBelum ada peringkat
- 100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Dokumen9 halaman100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Julian BarreraBelum ada peringkat
- Particle Technology Che Calculations Separation Processes Heat and Mass TransferDokumen1 halamanParticle Technology Che Calculations Separation Processes Heat and Mass TransferAduchelab AdamsonuniversityBelum ada peringkat
- 3 Valvula Modular Serie 01Dokumen42 halaman3 Valvula Modular Serie 01Leandro AguiarBelum ada peringkat
- ETHICS NOTES PART 1 - IAS PCS PathshalaDokumen15 halamanETHICS NOTES PART 1 - IAS PCS PathshalaATULBelum ada peringkat
- Dell Precision Workstations: The #1 Workstations in The WorldDokumen7 halamanDell Precision Workstations: The #1 Workstations in The WorldDiego RodriguezBelum ada peringkat
- 3.1 The Truth About Air TravelDokumen14 halaman3.1 The Truth About Air TravelСвітлана Свирид0% (1)
- History of Cancer ChemotherapyDokumen9 halamanHistory of Cancer ChemotherapyJoydeep MajumdarBelum ada peringkat
- Solution Guide For PpeDokumen45 halamanSolution Guide For PpeTrek Apostol57% (7)
- Site Master FileDokumen51 halamanSite Master FileMilonhg100% (2)
- Classified Advertisements from Gulf Times NewspaperDokumen6 halamanClassified Advertisements from Gulf Times NewspaperAli Naveed FarookiBelum ada peringkat
- 1.1 Hardware and SoftwareDokumen13 halaman1.1 Hardware and SoftwareNurhanis SyazwaniBelum ada peringkat
- Tween 80Dokumen11 halamanTween 80fvdxrgBelum ada peringkat