Anda mungkin juga menyukai
- Processos Industriais: Unidade de Extração SupercríticaDari EverandProcessos Industriais: Unidade de Extração SupercríticaPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Apresenta Ao TransportationDokumen181 halamanApresenta Ao TransportationBruno Lula Gomes100% (1)
- Welcome To Korea (2011) - PortugueseDokumen17 halamanWelcome To Korea (2011) - PortugueseRepublic of Korea (Korea.net)100% (4)
- Manual de Serviço Trator Esteira Case 2050m - 06.10.2017Dokumen1.532 halamanManual de Serviço Trator Esteira Case 2050m - 06.10.2017Daniel88036100% (11)
- Manual Da Fabrica de Peixe.Dokumen35 halamanManual Da Fabrica de Peixe.Charlle Lima100% (2)
- Dosagem Do Concreto - PlanilhaDokumen4 halamanDosagem Do Concreto - PlanilhaCarlos Eduardo de CastroBelum ada peringkat
- Relatório Visita TécnicaDokumen7 halamanRelatório Visita TécnicaAdriel KleringBelum ada peringkat
- Manual Tecnico de Operacao Fabrica PeixeDokumen16 halamanManual Tecnico de Operacao Fabrica PeixeDouglas M. GehlenBelum ada peringkat
- Aula Poka YokeDokumen10 halamanAula Poka Yokefabinho_lookBelum ada peringkat
- Saneamento - Relatório de Visita Técnica Eta - Saae ItabiritoDokumen23 halamanSaneamento - Relatório de Visita Técnica Eta - Saae ItabiritoANA FLAVIA BARBOSA E CASTROBelum ada peringkat
- Cisternas para Armazenamento de Água de Chuva (Embrapa)Dokumen16 halamanCisternas para Armazenamento de Água de Chuva (Embrapa)Artur FernandesBelum ada peringkat
- Ebook Aquicultura Saiba Tudo Sobre RecirculaçãoDokumen26 halamanEbook Aquicultura Saiba Tudo Sobre RecirculaçãoMarcos Caio DuarteBelum ada peringkat
- Sociedade Com Custo Marginal Zero PDFDokumen20 halamanSociedade Com Custo Marginal Zero PDFManoel Teixeira0% (1)
- Aproveitamento Da Água Da Chuva PDFDokumen12 halamanAproveitamento Da Água Da Chuva PDFlusosiBelum ada peringkat
- Efluentes Industriais Na Indústria SucroalcooleiraDokumen4 halamanEfluentes Industriais Na Indústria SucroalcooleiraSabrina Ciane CondiBelum ada peringkat
- Trabalho Sobre EvaporaçãoDokumen28 halamanTrabalho Sobre EvaporaçãoMarcos VidalBelum ada peringkat
- Avaliação Do ReusoDokumen6 halamanAvaliação Do ReusoRomulo CarlosBelum ada peringkat
- Absorção de Água Por Carcaças de Frango Resfriadas Por Imersão em Chiller Industrial - Revisão de LiteraturaDokumen8 halamanAbsorção de Água Por Carcaças de Frango Resfriadas Por Imersão em Chiller Industrial - Revisão de Literaturavinicius.pauloBelum ada peringkat
- Avaliação de Pesquisa (4) Recursos HídricosDokumen5 halamanAvaliação de Pesquisa (4) Recursos HídricosEmilly EduardaBelum ada peringkat
- AbatedouroDokumen9 halamanAbatedouroTiago MachadoBelum ada peringkat
- SecagemDokumen22 halamanSecagemCristiano de Souza MarchesiBelum ada peringkat
- Relatorio Qualidade Da AguaDokumen8 halamanRelatorio Qualidade Da AguaGabryela NardyBelum ada peringkat
- 1 - Manual TecnicoDokumen16 halaman1 - Manual TecnicoeliasnjrBelum ada peringkat
- Producao e Consumo de Agua Dessalinizada em PlatafDokumen10 halamanProducao e Consumo de Agua Dessalinizada em Platafolivertiago665Belum ada peringkat
- Automação Do Sistema de Renovação Da Água Flushing em Bebedouro Tipo Niplle para Ave de Corte - André Luis Da Costa Ra 0811362Dokumen16 halamanAutomação Do Sistema de Renovação Da Água Flushing em Bebedouro Tipo Niplle para Ave de Corte - André Luis Da Costa Ra 0811362Clara JailmaBelum ada peringkat
- Açucar e AlcoolDokumen3 halamanAçucar e Alcoolfran.alvesBelum ada peringkat
- Análise de Água de Chuva para CaldeirasDokumen10 halamanAnálise de Água de Chuva para CaldeirasMoisés JúniorBelum ada peringkat
- TratamentoDokumen19 halamanTratamentoJosé Ornélio Sá NetoBelum ada peringkat
- Uso de Água Na IndustriaDokumen75 halamanUso de Água Na IndustriaLuiz FilipeBelum ada peringkat
- Criação de Tilápias em Gaiolas - PeixeDokumen7 halamanCriação de Tilápias em Gaiolas - PeixeFilho TomoceneBelum ada peringkat
- A AquaponiaDokumen8 halamanA AquaponiavirgemariaBelum ada peringkat
- Sistemas de Resfriamento - Troca TermicaDokumen11 halamanSistemas de Resfriamento - Troca TermicaEdson José SantosBelum ada peringkat
- Tratamento de Agua para CaldeiraDokumen1 halamanTratamento de Agua para Caldeiraedu15987Belum ada peringkat
- Comt 91Dokumen8 halamanComt 91Ricardo Augusto de Camargo BuenoBelum ada peringkat
- Capitulo 4Dokumen25 halamanCapitulo 4Alice FigueiredoBelum ada peringkat
- SanareN16 Revista Técnica SaneparDokumen85 halamanSanareN16 Revista Técnica SaneparNathalia TanigutiBelum ada peringkat
- Avaliação Da Qualidade Do Feijão ArmazenadoDokumen7 halamanAvaliação Da Qualidade Do Feijão ArmazenadoChirle Oliveira RaphaelliBelum ada peringkat
- Resumo PpsapaDokumen3 halamanResumo PpsapaBaptista ZaqueuBelum ada peringkat
- Tratamento Água Lavador de GasesDokumen10 halamanTratamento Água Lavador de GasesNelson Costa JrBelum ada peringkat
- O Tratamento de Efluentes Na CervejariaDokumen3 halamanO Tratamento de Efluentes Na CervejariaLeticiasomarivaBelum ada peringkat
- Aqüicultura em RecirculaçãoDokumen9 halamanAqüicultura em RecirculaçãoGustavo Rodrigues de SouzaBelum ada peringkat
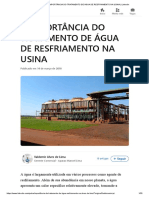
- A IMPORTÂNCIA DO TRATAMENTO DE ÁGUA DE RESFRIAMENTO NA USINA - LinkedInDokumen33 halamanA IMPORTÂNCIA DO TRATAMENTO DE ÁGUA DE RESFRIAMENTO NA USINA - LinkedInmigueleqBelum ada peringkat
- Análise Térmica de Um Coletor SolarDokumen17 halamanAnálise Térmica de Um Coletor SolarDiego DiasBelum ada peringkat
- Desidratação Peneira MolecularDokumen6 halamanDesidratação Peneira MolecularRamos JuanBelum ada peringkat
- Importância Da Qualidade e Do Manejo Da Água Na Produção de Frangos de Corte.Dokumen9 halamanImportância Da Qualidade e Do Manejo Da Água Na Produção de Frangos de Corte.jugc66Belum ada peringkat
- 2.esterilizaçao Meio CultivoDokumen39 halaman2.esterilizaçao Meio CultivodaviBelum ada peringkat
- Abastecimento de Água em São Bernardo Do CampoDokumen6 halamanAbastecimento de Água em São Bernardo Do CampoteacherzinhaBelum ada peringkat
- Biodigestor EmbrapaDokumen5 halamanBiodigestor Embraparuizgamito100% (3)
- Osmose ReversaDokumen7 halamanOsmose ReversaRafael MeloBelum ada peringkat
- AVICULDokumen17 halamanAVICULeduardasales0909Belum ada peringkat
- Khanahmadi 2004Dokumen15 halamanKhanahmadi 2004Adauto AlvesBelum ada peringkat
- Sistema de TratamentoDokumen9 halamanSistema de TratamentoAndressa GonçalvesBelum ada peringkat
- Clorao de Gua para Propriedades Rurais EmbrapaDokumen4 halamanClorao de Gua para Propriedades Rurais EmbrapaAntonio Henrique ortolanBelum ada peringkat
- Aquaponia - Projeto Ensino MedioDokumen14 halamanAquaponia - Projeto Ensino MedioWandersson CamposBelum ada peringkat
- Tratamento de Esgoto Com Alternativa À Preservação AmbientalDokumen9 halamanTratamento de Esgoto Com Alternativa À Preservação AmbientallipemodestoBelum ada peringkat
- Apresentação Tanques RedeDokumen44 halamanApresentação Tanques RedeJunior RodriguesBelum ada peringkat
- Protótipo de Um Destilador Sustentável para o Laboratório de Química Da Uniube, Campus Uberlândia - Enutec 2011Dokumen4 halamanProtótipo de Um Destilador Sustentável para o Laboratório de Química Da Uniube, Campus Uberlândia - Enutec 2011Karoline BorgesBelum ada peringkat
- Sistema de Aproveitamento de Águas Pluviais para Usos Não PotáveisDokumen13 halamanSistema de Aproveitamento de Águas Pluviais para Usos Não PotáveisKilsonDouradoBelum ada peringkat
- Tratamento Das Águas Usadas Nas CaldeirasDokumen14 halamanTratamento Das Águas Usadas Nas CaldeirasHenriqueMBelum ada peringkat
- Prova de Secagens 15-10Dokumen8 halamanProva de Secagens 15-10Carlos Alessandro de FreitasBelum ada peringkat
- IMPORTÂNCIA DO SANEAMENTO - Unidade 2 - ResumoDokumen8 halamanIMPORTÂNCIA DO SANEAMENTO - Unidade 2 - ResumoGabriel BorgesBelum ada peringkat
- Gerenciamento de Efluentes de Abatedouros Avícolas - Estudo de Caso Super FrangoDokumen19 halamanGerenciamento de Efluentes de Abatedouros Avícolas - Estudo de Caso Super FrangoFernando PiaiaBelum ada peringkat
- Artigo - Hélder Soares DantasDokumen19 halamanArtigo - Hélder Soares DantasMessias RamosBelum ada peringkat
- Manual EnSol ResidencialDokumen34 halamanManual EnSol ResidencialVanessa Costa FerreiraBelum ada peringkat
- A Conservação E O Reúso Da Água Na IndústriaDari EverandA Conservação E O Reúso Da Água Na IndústriaBelum ada peringkat
- Apostila Soldas Especiais PDFDokumen27 halamanApostila Soldas Especiais PDFbernardohbgBelum ada peringkat
- CLC 7 Ficha 1 EnunciadoDokumen3 halamanCLC 7 Ficha 1 Enunciadopaula_baptista100% (1)
- Manual Amelco AM PPRDokumen10 halamanManual Amelco AM PPRRobson GomesBelum ada peringkat
- Reconcavo Da Bahia LivroDokumen184 halamanReconcavo Da Bahia LivroAna Fátima Dos Santos100% (1)
- Prova 1moduloDokumen24 halamanProva 1moduloBatatamaca MacaBelum ada peringkat
- Brasil - País Subdesenvolvido Industrializado - Milton SantosDokumen6 halamanBrasil - País Subdesenvolvido Industrializado - Milton SantosThiago MachadoBelum ada peringkat
- Tabela ManningDokumen1 halamanTabela ManningJéssicaLeandroBelum ada peringkat
- Catálogo TGM 2005Dokumen52 halamanCatálogo TGM 2005ruben colqueBelum ada peringkat
- Corrêa, Larissa. Trabalhadores Têxtis e Metalúrgicos A Caminho Da Justiça Do TrabalhoDokumen246 halamanCorrêa, Larissa. Trabalhadores Têxtis e Metalúrgicos A Caminho Da Justiça Do TrabalhoRubensBordinhãoNetoBelum ada peringkat
- Administração Publica - Cespe PDFDokumen55 halamanAdministração Publica - Cespe PDFRosinaldo PantojaBelum ada peringkat
- PBQP-H Forro de PVC d4349Dokumen1 halamanPBQP-H Forro de PVC d4349neidival8534Belum ada peringkat
- Abordagens em Recursos Hidricos Renata Ribeiro de Araujo Claudio Antonio Di Mauro e Leonice Seolin Dias Org PDFDokumen160 halamanAbordagens em Recursos Hidricos Renata Ribeiro de Araujo Claudio Antonio Di Mauro e Leonice Seolin Dias Org PDFJoão Gabriel BertoliBelum ada peringkat
- Comparação Brasil e Paraguai (Gennari)Dokumen7 halamanComparação Brasil e Paraguai (Gennari)Wallas Oliveira100% (1)
- APCM - Aspectos Técnicos - Identificação de CD's e DVD's Piratas - 2Dokumen20 halamanAPCM - Aspectos Técnicos - Identificação de CD's e DVD's Piratas - 2Jonathan VianaBelum ada peringkat
- Programa GT001 - Turma B-1Dokumen5 halamanPrograma GT001 - Turma B-1AadasdBelum ada peringkat
- Regulamento Experimentepg 1503957779Dokumen6 halamanRegulamento Experimentepg 1503957779hebe_zuleuBelum ada peringkat
- Conserva+º+úo Preventiva Host+ RicoDokumen12 halamanConserva+º+úo Preventiva Host+ RicoRosângela ReisBelum ada peringkat
- Chave Fim Curso Metalicas e PlasticasDokumen12 halamanChave Fim Curso Metalicas e PlasticasTiago SouzaBelum ada peringkat
- Plano Estrategico CBVDokumen13 halamanPlano Estrategico CBVRoger Luís LorenzattoBelum ada peringkat
- Rebolo 3specificaçaoDokumen6 halamanRebolo 3specificaçaoManoloLoloBelum ada peringkat
- Tear RetilíneoDokumen6 halamanTear RetilíneoVinicius Mazzo BarianiBelum ada peringkat
- Mudanças 5 Edição PMBOKDokumen23 halamanMudanças 5 Edição PMBOKRodrigo VieiraBelum ada peringkat