Anda mungkin juga menyukai
- HHHHHHHHJJJJJJ: O O O ODokumen1 halamanHHHHHHHHJJJJJJ: O O O OAli MoosaviBelum ada peringkat
- Schedule ChartDokumen1 halamanSchedule Chartaneesh awasthiBelum ada peringkat
- Pipe Table Wizard Version 1Dokumen2 halamanPipe Table Wizard Version 1Bangto YibsipBelum ada peringkat
- Hydrotest Calculation FormulaDokumen1 halamanHydrotest Calculation FormulaSandipPatelBelum ada peringkat
- Length Power Dynamic Viscosity Heat Flux: OctonsDokumen1 halamanLength Power Dynamic Viscosity Heat Flux: OctonsMuhammed SulfeekBelum ada peringkat
- Drill Bit Size ChartDokumen1 halamanDrill Bit Size CharttonyabbaBelum ada peringkat
- Pipeline & Piping ScheduleDokumen12 halamanPipeline & Piping SchedulebeyBelum ada peringkat
- Pipe SpecificationsDokumen5 halamanPipe Specificationsbabar.muetBelum ada peringkat
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDokumen5 halamanQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Belum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat
- PQWDokumen3 halamanPQWcorey jacobsBelum ada peringkat
- Check For Weld Between 50dia & Rainforcement PadDokumen8 halamanCheck For Weld Between 50dia & Rainforcement PadUmer AziqBelum ada peringkat
- WPS - 012Dokumen11 halamanWPS - 012MAT-LIONBelum ada peringkat
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Dokumen14 halamanAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonBelum ada peringkat
- Test Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)Dokumen1 halamanTest Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)yskushwah16Belum ada peringkat
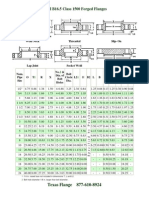
- Class Flanges Bolt Torque LoadsDokumen2 halamanClass Flanges Bolt Torque LoadsArifin50% (2)
- Joints (Qw-402) DetailsDokumen3 halamanJoints (Qw-402) DetailsNaqqash SajidBelum ada peringkat
- Bolt and Stud DimentionDokumen1 halamanBolt and Stud DimentionwhngomjBelum ada peringkat
- WPS - 008Dokumen11 halamanWPS - 008MAT-LIONBelum ada peringkat
- Material Inspected This Visit Item Code Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoDokumen3 halamanMaterial Inspected This Visit Item Code Quantity Description Tag No., Batch No., Serial No., Cast, Heat NoRahul MoottolikandyBelum ada peringkat
- ASTM A36 DatasheetDokumen4 halamanASTM A36 DatasheetRene D. ArrietaBelum ada peringkat
- Ansi B 1500 PDFDokumen1 halamanAnsi B 1500 PDFMilena Lemus FonsecaBelum ada peringkat
- 3/8 in 9.525mm 12.70mm 15.875mm 1.2446 MM 19.05mm 1.6002mm 31.75mm 2.3876mm 44.45mm 50.80mm 63.50mm 76.20mm 88.90mmDokumen2 halaman3/8 in 9.525mm 12.70mm 15.875mm 1.2446 MM 19.05mm 1.6002mm 31.75mm 2.3876mm 44.45mm 50.80mm 63.50mm 76.20mm 88.90mmSteven WijayBelum ada peringkat
- Length Power Dynamic Viscosity Heat FluxDokumen36 halamanLength Power Dynamic Viscosity Heat FluxarturcalheiraBelum ada peringkat
- Driving Up SlopeDokumen1 halamanDriving Up SlopeRiyazuddin MahamadBelum ada peringkat
- Preliminary Welding Procedure Specification (PWPS)Dokumen1 halamanPreliminary Welding Procedure Specification (PWPS)AzriBelum ada peringkat
- Metals Preheating Chart: Metal Group Metal Designation Approximate Percent Carbon Recommended PreheatDokumen3 halamanMetals Preheating Chart: Metal Group Metal Designation Approximate Percent Carbon Recommended PreheatBruce WeathersBelum ada peringkat
- Studbolt Size ChartDokumen3 halamanStudbolt Size ChartRenalyn TorioBelum ada peringkat
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDokumen12 halamanS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarBelum ada peringkat
- Carbon, Alloy and Stainless Steel Pipes - ASME/ANSI B36.10/19Dokumen5 halamanCarbon, Alloy and Stainless Steel Pipes - ASME/ANSI B36.10/19Ton PhichitBelum ada peringkat
- Material TableDokumen1 halamanMaterial TablepratikkapseBelum ada peringkat
- Graycor WPS 19 SampleDokumen5 halamanGraycor WPS 19 SampleRaul SebastiamBelum ada peringkat
- API Welding ProcedureDokumen2 halamanAPI Welding ProcedureSamarakoon BandaBelum ada peringkat
- Catalogo SchulzDokumen61 halamanCatalogo SchulzIsabel PulidoBelum ada peringkat
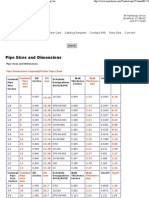
- Pipe Sizes and Dimensions - by SelmonDokumen6 halamanPipe Sizes and Dimensions - by Selmongreek_testerBelum ada peringkat
- WPS - 006Dokumen13 halamanWPS - 006MAT-LIONBelum ada peringkat
- Torque Values B7 Studs PDFDokumen1 halamanTorque Values B7 Studs PDFipsthethiBelum ada peringkat
- WPS SampleDokumen182 halamanWPS Sampleaymenfr23Belum ada peringkat
- Catalogo Niple Swage 03Dokumen1 halamanCatalogo Niple Swage 03BuenDíaBelum ada peringkat
- Comparison Table For Pipes and Fittings PDFDokumen1 halamanComparison Table For Pipes and Fittings PDFrcpretoriusBelum ada peringkat
- D - T - D - (Inches) (MM) (MM) (MM) (MM) : Outside Diameter Wall Thickness Inside Diameter Diameter Nominal ScheduleDokumen6 halamanD - T - D - (Inches) (MM) (MM) (MM) (MM) : Outside Diameter Wall Thickness Inside Diameter Diameter Nominal ScheduleuzairmetallurgistBelum ada peringkat
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDokumen19 halamanJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeBelum ada peringkat
- Technofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIDokumen9 halamanTechnofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIElankumaran PeriakaruppanBelum ada peringkat
- Piping Section T003: U - Bolt Measurement F + TDokumen1 halamanPiping Section T003: U - Bolt Measurement F + TsivaBelum ada peringkat
- Welding SAF2205 Tubes To CS TubesheetDokumen2 halamanWelding SAF2205 Tubes To CS Tubesheetmasterdol1983Belum ada peringkat
- Torque ValuesDokumen6 halamanTorque ValuesMark Darrel AranasBelum ada peringkat
- ReferenceDokumen25 halamanReference이은지Belum ada peringkat
- Pipe Chart Table: OD Inch Schedule Wall ID Weight/FtDokumen7 halamanPipe Chart Table: OD Inch Schedule Wall ID Weight/Ftyananto76Belum ada peringkat
- Sample Wps Carbon Steel GTAW SMAW PDFDokumen2 halamanSample Wps Carbon Steel GTAW SMAW PDFirwanBelum ada peringkat
- Bends (Elbows) (ASME B31.3-2012 Para. 304.2.1) : Design ConditionsDokumen1 halamanBends (Elbows) (ASME B31.3-2012 Para. 304.2.1) : Design ConditionsabhisheknharanghatBelum ada peringkat
- Engineering Spread Sheet Via Oil Offshore MarineDokumen254 halamanEngineering Spread Sheet Via Oil Offshore MarineAlpadaniBelum ada peringkat
- Blind CalculationDokumen2 halamanBlind CalculationwidhiyogaBelum ada peringkat
- Bolt Torque ASME B16 5 Flanges Sheet Gaskets 02Dokumen17 halamanBolt Torque ASME B16 5 Flanges Sheet Gaskets 02pirataenriqueBelum ada peringkat
- Hidden Defects in FittingsDokumen3 halamanHidden Defects in FittingsFerlie IndrapatiBelum ada peringkat
- Pipe Dimensions ImperialDokumen7 halamanPipe Dimensions ImperialJason PoulinBelum ada peringkat
- 60 MM SA 516 GR 70 MTCDokumen21 halaman60 MM SA 516 GR 70 MTCgeoanburajaBelum ada peringkat
- Welding Procedure Specification "WPS": O O O ODokumen1 halamanWelding Procedure Specification "WPS": O O O OAli MoosaviBelum ada peringkat
- Wps For Carbon Steel THK 7.11 GtawDokumen1 halamanWps For Carbon Steel THK 7.11 GtawAli MoosaviBelum ada peringkat
- WPS For Carbon Steel THK 7.11 GTAWDokumen1 halamanWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- WPS For A333 ADokumen1 halamanWPS For A333 ARamzi BEN AHMED100% (1)
- WPS List For Piping: (Asme Section Ix)Dokumen2 halamanWPS List For Piping: (Asme Section Ix)Ali MoosaviBelum ada peringkat
- ZabanDokumen4 halamanZabanAli MoosaviBelum ada peringkat
- Wps - List For Piping Rev3Dokumen2 halamanWps - List For Piping Rev3Ali MoosaviBelum ada peringkat
- WPS For Carbon Steel THK 7.11 GTAWDokumen1 halamanWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps - List For Piping Rev3Dokumen2 halamanWps - List For Piping Rev3Ali MoosaviBelum ada peringkat
- q123 34df XCV 1qa 6tg O987 MV BB 2ws 7t 123 456 675 3es 5rdDokumen1 halamanq123 34df XCV 1qa 6tg O987 MV BB 2ws 7t 123 456 675 3es 5rdAli MoosaviBelum ada peringkat
- Wps For Carbon Steel THK 7.11 GtawDokumen1 halamanWps For Carbon Steel THK 7.11 GtawAli MoosaviBelum ada peringkat
- WPS List For Piping: (Asme Section Ix)Dokumen4 halamanWPS List For Piping: (Asme Section Ix)Ali MoosaviBelum ada peringkat
- Welding Procedure Specification "WPS": O O O ODokumen1 halamanWelding Procedure Specification "WPS": O O O OAli MoosaviBelum ada peringkat
- Welding Procedure Specification "WPS": O O O ODokumen1 halamanWelding Procedure Specification "WPS": O O O OAli MoosaviBelum ada peringkat
- Ajjjj: MmosaviDokumen1 halamanAjjjj: MmosaviAli MoosaviBelum ada peringkat
- WPS List For Piping: (Asme Section Ix)Dokumen4 halamanWPS List For Piping: (Asme Section Ix)Ali MoosaviBelum ada peringkat
- Welding Procedure Specification "WPS": O O O ODokumen1 halamanWelding Procedure Specification "WPS": O O O OAli MoosaviBelum ada peringkat
- QQQQ BBNNN TTTTDokumen1 halamanQQQQ BBNNN TTTTAli MoosaviBelum ada peringkat
- AsfDokumen1 halamanAsfAli MoosaviBelum ada peringkat
- JKDokumen1 halamanJKAli MoosaviBelum ada peringkat
- FDGDG Kskjs HSGSG 123 456 7899Dokumen1 halamanFDGDG Kskjs HSGSG 123 456 7899Ali MoosaviBelum ada peringkat
- FDGDG Kskjs HSGSG 123 456 7899Dokumen1 halamanFDGDG Kskjs HSGSG 123 456 7899Ali MoosaviBelum ada peringkat
- Autocad 2012 Shortcuts: Table of ContentsDokumen12 halamanAutocad 2012 Shortcuts: Table of ContentsAli MoosaviBelum ada peringkat
- In The Name of GodDokumen1 halamanIn The Name of GodAli MoosaviBelum ada peringkat
- KKKKKDokumen1 halamanKKKKKAli MoosaviBelum ada peringkat
- XCV Ooo KKK GGGG JJJJ 666 8888Dokumen1 halamanXCV Ooo KKK GGGG JJJJ 666 8888Ali MoosaviBelum ada peringkat
- Book 1Dokumen1 halamanBook 1Ali MoosaviBelum ada peringkat
- Ali BBBRRDDDS: KkklllssDokumen1 halamanAli BBBRRDDDS: KkklllssAli MoosaviBelum ada peringkat
- Ali BBBRR: KkklllssDokumen1 halamanAli BBBRR: KkklllssAli MoosaviBelum ada peringkat
- Ali BBBRR: KKKLLLDokumen1 halamanAli BBBRR: KKKLLLAli MoosaviBelum ada peringkat
- KKKLLLDokumen1 halamanKKKLLLAli MoosaviBelum ada peringkat
- Ali BBB: KKKLLLDokumen1 halamanAli BBB: KKKLLLAli MoosaviBelum ada peringkat
- Enumerator ResumeDokumen1 halamanEnumerator Resumesaid mohamudBelum ada peringkat
- Chapter 1.4Dokumen11 halamanChapter 1.4Gie AndalBelum ada peringkat
- EP2120 Internetworking/Internetteknik IK2218 Internets Protokoll Och Principer Homework Assignment 4Dokumen5 halamanEP2120 Internetworking/Internetteknik IK2218 Internets Protokoll Och Principer Homework Assignment 4doyaBelum ada peringkat
- Spa ClaimsDokumen1 halamanSpa ClaimsJosephine Berces100% (1)
- Questionnaire: ON Measures For Employee Welfare in HCL InfosystemsDokumen3 halamanQuestionnaire: ON Measures For Employee Welfare in HCL Infosystemsseelam manoj sai kumarBelum ada peringkat
- Options Trading For Beginners Aug15 v1Dokumen187 halamanOptions Trading For Beginners Aug15 v1Glo BerriBelum ada peringkat
- Best Practices in Developing High PotentialsDokumen9 halamanBest Practices in Developing High PotentialsSuresh ShetyeBelum ada peringkat
- Coca-Cola Summer Intern ReportDokumen70 halamanCoca-Cola Summer Intern ReportSourabh NagpalBelum ada peringkat
- Effect of Internet Use To Academic PerformaceDokumen4 halamanEffect of Internet Use To Academic PerformaceLeonard R. RodrigoBelum ada peringkat
- Mix Cases UploadDokumen4 halamanMix Cases UploadLu CasBelum ada peringkat
- Actus Reus and Mens Rea New MergedDokumen4 halamanActus Reus and Mens Rea New MergedHoorBelum ada peringkat
- Grace Strux Beton PDFDokumen33 halamanGrace Strux Beton PDFmpilgirBelum ada peringkat
- A Case On Product/brand Failure:: Kellogg's in IndiaDokumen6 halamanA Case On Product/brand Failure:: Kellogg's in IndiaVicky AkhilBelum ada peringkat
- Annotated Portfolio - Wired EyeDokumen26 halamanAnnotated Portfolio - Wired Eyeanu1905Belum ada peringkat
- DFUN Battery Monitoring Solution Project Reference 2022 V5.0Dokumen50 halamanDFUN Battery Monitoring Solution Project Reference 2022 V5.0A Leon RBelum ada peringkat
- Double Inlet Airfoil Fans - AtzafDokumen52 halamanDouble Inlet Airfoil Fans - AtzafDaniel AlonsoBelum ada peringkat
- Channel System: Presented byDokumen78 halamanChannel System: Presented bygrace22mba22Belum ada peringkat
- Eclipsecon MQTT Dashboard SessionDokumen82 halamanEclipsecon MQTT Dashboard Sessionoscar.diciomma8446Belum ada peringkat
- Qa-St User and Service ManualDokumen46 halamanQa-St User and Service ManualNelson Hurtado LopezBelum ada peringkat
- Review Questions Financial Accounting and Reporting PART 1Dokumen3 halamanReview Questions Financial Accounting and Reporting PART 1Claire BarbaBelum ada peringkat
- 1.functional Specification PTP With EDIDokumen36 halaman1.functional Specification PTP With EDIAnil Kumar100% (4)
- Supply Chain Risk Management: Resilience and Business ContinuityDokumen27 halamanSupply Chain Risk Management: Resilience and Business ContinuityHope VillonBelum ada peringkat
- Modeling and Fuzzy Logic Control of A Quadrotor UAVDokumen5 halamanModeling and Fuzzy Logic Control of A Quadrotor UAVAnonymous kw8Yrp0R5rBelum ada peringkat
- Mathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Dokumen6 halamanMathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Kenneth NuñezBelum ada peringkat
- Oasis 360 Overview 0710Dokumen21 halamanOasis 360 Overview 0710mychar600% (1)
- Solutions To Questions - Chapter 6 Mortgages: Additional Concepts, Analysis, and Applications Question 6-1Dokumen16 halamanSolutions To Questions - Chapter 6 Mortgages: Additional Concepts, Analysis, and Applications Question 6-1--bolabolaBelum ada peringkat
- Tekla Structures ToturialsDokumen35 halamanTekla Structures ToturialsvfmgBelum ada peringkat
- RFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonDokumen8 halamanRFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonSteven MoietBelum ada peringkat
- Idmt Curve CalulationDokumen5 halamanIdmt Curve CalulationHimesh NairBelum ada peringkat
- Civil NatureDokumen3 halamanCivil NatureZ_Jahangeer100% (4)