Anda mungkin juga menyukai
- Proceso de Fundición Asignación 1Dokumen35 halamanProceso de Fundición Asignación 1luis castillo marcanoBelum ada peringkat
- Modelo FundiciónDokumen5 halamanModelo FundiciónRoy Quispe HuayllapumaBelum ada peringkat
- Ventajas de La Fundicion Por Cera PerdidaDokumen34 halamanVentajas de La Fundicion Por Cera PerdidaedwinBelum ada peringkat
- Fundición A La Cera PerdidaDokumen3 halamanFundición A La Cera PerdidaChriistianRDresdnerBelum ada peringkat
- Presentación SinterizaciónDokumen17 halamanPresentación SinterizaciónVíctor H. Flores Mamani100% (1)
- Microfundicion - Tarea 1 - Alejos Leon FrankDokumen8 halamanMicrofundicion - Tarea 1 - Alejos Leon FrankFrank Gerald Alejos LeonBelum ada peringkat
- Modelo y ModeladoDokumen19 halamanModelo y ModeladoDIDIHER ANDREY CAMACHO NUMPAQUEBelum ada peringkat
- Identificacion de Cajas de MoldeoDokumen8 halamanIdentificacion de Cajas de MoldeoPuma Ayquipa Angel Luis100% (1)
- PulvimetalurgiaDokumen117 halamanPulvimetalurgiadyve_3Belum ada peringkat
- Aleaciones AntifricciónDokumen8 halamanAleaciones AntifricciónAnonymous KdnOsd9Belum ada peringkat
- ForjaDokumen29 halamanForjaMiguel LJBelum ada peringkat
- Ficha 01 SoldaduraDokumen4 halamanFicha 01 SoldaduraCristhian NavarreteBelum ada peringkat
- Arenas de FundiciónDokumen6 halamanArenas de FundiciónJ CazuriBelum ada peringkat
- Información de Diseño y Modelos para Fundicion de MetalesDokumen40 halamanInformación de Diseño y Modelos para Fundicion de MetalesLuz Marina Mollinedo ChiqueBelum ada peringkat
- Informe Labo 1 (Fundición en Molde de Arena)Dokumen11 halamanInforme Labo 1 (Fundición en Molde de Arena)vladimir quispe condoriBelum ada peringkat
- Pulvimetalurgia IDokumen33 halamanPulvimetalurgia IManuel GomezBelum ada peringkat
- Soldadura Entre Materiales Disímiles PDFDokumen62 halamanSoldadura Entre Materiales Disímiles PDFElmar Cuellar100% (3)
- Asignacion de Arenas de Moldeos y Proceso de FundicionDokumen14 halamanAsignacion de Arenas de Moldeos y Proceso de FundicionLuis Fernando YguaroBelum ada peringkat
- Colada y Laminacion Clasificacion Del AceroDokumen41 halamanColada y Laminacion Clasificacion Del AceroAndrea GarSamBelum ada peringkat
- Sesion 3. Proceso de Fundicion de MetalesDokumen39 halamanSesion 3. Proceso de Fundicion de MetalesLENIN CAMPOS GUARDIABelum ada peringkat
- MONOGRAFIA de SHELL CERAMIC 2022Dokumen14 halamanMONOGRAFIA de SHELL CERAMIC 2022Meday BaltodanoBelum ada peringkat
- Diseño de Modelos de FundicionDokumen5 halamanDiseño de Modelos de FundicionBrian Rodriguez Carignano100% (1)
- Trabajo Final de FundicionDokumen41 halamanTrabajo Final de FundicionJean Paul Villa RealBelum ada peringkat
- Cap 2 Teoria Del VirutamientoDokumen11 halamanCap 2 Teoria Del VirutamientodamianBelum ada peringkat
- Conformado de Una Pieza de AluminioDokumen13 halamanConformado de Una Pieza de AluminioJorge Humberto Flores AvilaBelum ada peringkat
- Laboratorio Tratamientos TérmicosDokumen15 halamanLaboratorio Tratamientos TérmicosRonald Palacios Cardoza100% (1)
- Comparacion de Tratamiento TérmicosDokumen39 halamanComparacion de Tratamiento TérmicosDavid KhastilloBelum ada peringkat
- Diseño de Moldes y DadosDokumen18 halamanDiseño de Moldes y DadosJoanaHernandez100% (1)
- 2 Presentacion 1 LaminacionDokumen31 halaman2 Presentacion 1 LaminacionJimena TejerinaBelum ada peringkat
- F 1140Dokumen2 halamanF 1140Borja Álvarez DíazBelum ada peringkat
- Fundición A La Cera PerdidaDokumen20 halamanFundición A La Cera PerdidaFrancesca AhumadaBelum ada peringkat
- Guia 11 Propiedades de Las Arenas de MoldeoDokumen3 halamanGuia 11 Propiedades de Las Arenas de MoldeoJüan RojasBelum ada peringkat
- Aceros Calmados y EfervecentesDokumen16 halamanAceros Calmados y Efervecentessagraus@gmail.com100% (1)
- Cera PerdidaDokumen4 halamanCera PerdidaJosué SotoBelum ada peringkat
- Informe de AbrasivosDokumen7 halamanInforme de AbrasivosJhon CabreraBelum ada peringkat
- La Fundicion A La Cera PerdidaDokumen9 halamanLa Fundicion A La Cera PerdidaPedroDalvaradoBelum ada peringkat
- Shell Ceramic Chuctaya-GarcíaDokumen16 halamanShell Ceramic Chuctaya-GarcíaHana Bts KookBelum ada peringkat
- 5.1 ModeleriaDokumen3 halaman5.1 ModeleriaSaul Chuquillanqui SevillanoBelum ada peringkat
- Cad Cam JoyeriaDokumen16 halamanCad Cam JoyeriaFabricio CalapiñaBelum ada peringkat
- Fundiciones y Moldajes II ICMDokumen31 halamanFundiciones y Moldajes II ICMCatalina CautinBelum ada peringkat
- Defectos en La SoldaduraDokumen12 halamanDefectos en La SoldaduraDennis ZavaletaBelum ada peringkat
- FUNDICION A LA CERA PERDIDA PDFDokumen7 halamanFUNDICION A LA CERA PERDIDA PDFcarlos07sd1279Belum ada peringkat
- Informe de Fundición de Aluminio en Molde de Arena Verde 2.0Dokumen15 halamanInforme de Fundición de Aluminio en Molde de Arena Verde 2.0Sebastián GallegoBelum ada peringkat
- Tratamiento Térmico para La Recuperación de Mercurio Diciembre 2011Dokumen7 halamanTratamiento Térmico para La Recuperación de Mercurio Diciembre 2011Aries GunZadielBelum ada peringkat
- Soldabilidad de Acero FundidoDokumen27 halamanSoldabilidad de Acero FundidoNicson Abilio Alfaro CastilloBelum ada peringkat
- Proyecto-Mecanizado Walter FredyDokumen19 halamanProyecto-Mecanizado Walter FredyNilton QuispeBelum ada peringkat
- Fibra de VidrioDokumen20 halamanFibra de VidrioHumberto Pucho ChinoBelum ada peringkat
- Fundición Por Cera PerdidaDokumen8 halamanFundición Por Cera PerdidaMarcory LandaBelum ada peringkat
- Machos o NoyosDokumen4 halamanMachos o NoyosMiguel Sánchez MartínBelum ada peringkat
- Moldes PermanentesDokumen13 halamanMoldes PermanentesMiguel TorrBelum ada peringkat
- Consulta Historia de La SoldaduraDokumen5 halamanConsulta Historia de La SoldaduraGustavo PomaqueroBelum ada peringkat
- 9na CLASE ENSAYO-JOMINYDokumen41 halaman9na CLASE ENSAYO-JOMINYYeimi Ochoa QuintanaBelum ada peringkat
- Tema 3. Procesos de Fundición de Metales y AleacionesDokumen155 halamanTema 3. Procesos de Fundición de Metales y AleacionesBel CoroBelum ada peringkat
- Clasificacion de Los AcerosDokumen17 halamanClasificacion de Los AcerosESTUARDO MAMANI TORRESBelum ada peringkat
- 3566 Moldeador Moldeo de FundicionDokumen444 halaman3566 Moldeador Moldeo de FundicionMOLD DESIGN SASBelum ada peringkat
- Amef Afiladora Ar5-EDokumen4 halamanAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- Metalurgia Antimonio 26797Dokumen40 halamanMetalurgia Antimonio 26797Luis BadoffBelum ada peringkat
- Fabricación de ModelosDokumen17 halamanFabricación de ModelosRichard OchoaBelum ada peringkat
- Componentes Fabricados Por Fundicion.Dokumen11 halamanComponentes Fabricados Por Fundicion.Gilbert Beltran CortesBelum ada peringkat
- Ventajas Del ProcesoDokumen4 halamanVentajas Del ProcesoAngelica Daniela Cely GonzalezBelum ada peringkat
- Exposición MIGDokumen8 halamanExposición MIGJhonn Castro LopezBelum ada peringkat
- Composición Química Fundente AglomeradoDokumen1 halamanComposición Química Fundente AglomeradoJhonn Castro LopezBelum ada peringkat
- Resumen Articulo Sold Ausay CaguanaDokumen6 halamanResumen Articulo Sold Ausay CaguanaJhonn Castro LopezBelum ada peringkat
- Ejemplo de Idea de Negocio Innovadora para Desarrollar El Lean CanvasDokumen7 halamanEjemplo de Idea de Negocio Innovadora para Desarrollar El Lean CanvasJhonn Castro LopezBelum ada peringkat
- Levantamiento Topográfico A Partir de RadiacionesDokumen9 halamanLevantamiento Topográfico A Partir de RadiacionesArturo SoBelum ada peringkat
- Metatron 605 SpanishDokumen6 halamanMetatron 605 SpanishrosiBelum ada peringkat
- Metrados Encimado SardinelDokumen3 halamanMetrados Encimado SardinelpabloBelum ada peringkat
- Arquitectura de ComputadorasDokumen47 halamanArquitectura de ComputadorasRigoberto He HeBelum ada peringkat
- Práctica Calificada 2 - 2022 - 1Dokumen10 halamanPráctica Calificada 2 - 2022 - 1Cristian Ordoñez100% (1)
- Mifare 13.6MhzDokumen8 halamanMifare 13.6MhzCheco PachecoBelum ada peringkat
- DC-SIG-00X. Ayudante Obras CivilesDokumen3 halamanDC-SIG-00X. Ayudante Obras CivilesEduardo Toro ValdiviaBelum ada peringkat
- 6 Frenos Abs, Ebd y BaDokumen13 halaman6 Frenos Abs, Ebd y BaJoseph LozadaBelum ada peringkat
- Automatizacion y Control IndustrialDokumen4 halamanAutomatizacion y Control Industrialgabucho90100% (1)
- Control Udima 12Dokumen10 halamanControl Udima 12Anonymous ZAuWf2Belum ada peringkat
- TDR MALLA ANTIDESLUMBRANTE LIPSA v0Dokumen10 halamanTDR MALLA ANTIDESLUMBRANTE LIPSA v0SERGIO ALONSO ROCHA FLORESBelum ada peringkat
- LaminadoDokumen5 halamanLaminadoSergioBueno96Belum ada peringkat
- Trabajom de Aue 400aDokumen16 halamanTrabajom de Aue 400aAngelitho Bcon Mathias DeadbBelum ada peringkat
- Escaleras de ManoDokumen5 halamanEscaleras de ManoALFREDO ZAPATABelum ada peringkat
- Biografía: Shigeo Shingo (新郷 重夫Dokumen12 halamanBiografía: Shigeo Shingo (新郷 重夫Camila zabalaBelum ada peringkat
- F-Tec FLOOR TECH H.B21.Dokumen2 halamanF-Tec FLOOR TECH H.B21.Diana RuizBelum ada peringkat
- Extracción de Alcaloides TotalesDokumen3 halamanExtracción de Alcaloides TotalesGiordano Rojas CandiaBelum ada peringkat
- Imforme 10 Ronald Calderon (CONSOLIDACION DEL SUELO)Dokumen12 halamanImforme 10 Ronald Calderon (CONSOLIDACION DEL SUELO)Ronald Arnaldo Calderón VillogasBelum ada peringkat
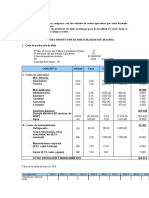
- Costos Operativos Del Productor de HieloDokumen2 halamanCostos Operativos Del Productor de HieloJohn NeciosupBelum ada peringkat
- Equipo de Presion CaudalDokumen24 halamanEquipo de Presion CaudalCamilo Alejandro Cubillos TrujilloBelum ada peringkat
- Sesión 5 - Ejercicios % RendimientoDokumen4 halamanSesión 5 - Ejercicios % RendimientoRozasReyesGermánBelum ada peringkat
- Ensayos de Laboratorios para Obras VialesDokumen13 halamanEnsayos de Laboratorios para Obras VialesJose Rojas OtinianoBelum ada peringkat
- Tabla Con El Porcentaje de Abundamiento de MaterialesDokumen3 halamanTabla Con El Porcentaje de Abundamiento de MaterialesGiovanny Gonzales100% (2)
- Brochure HomologacionDokumen2 halamanBrochure HomologacionHuascaran Asesores SacBelum ada peringkat
- Apuntes de Mediciones, Presupuestos y ValoracionesDokumen73 halamanApuntes de Mediciones, Presupuestos y Valoracionesatzamora100% (27)
- Perfil UPN Con PlatabandasDokumen8 halamanPerfil UPN Con PlatabandasManuel KronhausBelum ada peringkat
- Estructura molecular-OrganiGramaDokumen5 halamanEstructura molecular-OrganiGramaDewis Duar Moreno CottaBelum ada peringkat
- Proyecto Mano RoboticaDokumen8 halamanProyecto Mano RoboticaElizabeth MarínBelum ada peringkat
- Planficacion Docente. Ejercicios Propuestos, Repaso, PruebaDokumen7 halamanPlanficacion Docente. Ejercicios Propuestos, Repaso, PruebaManuelBelum ada peringkat
- Laboratorio 06Dokumen4 halamanLaboratorio 06ScraylBelum ada peringkat