Anda mungkin juga menyukai
- 23 Astm A790 A790m-2018Dokumen10 halaman23 Astm A790 A790m-2018FYBelum ada peringkat
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDokumen10 halamanSeamless and Welded Ferritic/Austenitic Stainless Steel Pipemohamed senoussiBelum ada peringkat
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDokumen9 halamanSeamless and Welded Ferritic/Austenitic Stainless Steel Pipebdr85Belum ada peringkat
- Astm A790Dokumen9 halamanAstm A790maniyarasanBelum ada peringkat
- A790a790m ObsoletoDokumen8 halamanA790a790m ObsoletoAcácio AlvesBelum ada peringkat
- Astm A 790-2020Dokumen10 halamanAstm A 790-2020Mohammed AliBelum ada peringkat
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDokumen8 halamanSeamless and Welded Ferritic/Austenitic Stainless Steel PipeKhaled BoughellaBelum ada peringkat
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDokumen8 halamanSeamless and Welded Ferritic/Austenitic Stainless Steel PipeAlejandro GonzálezBelum ada peringkat
- Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Dokumen5 halamanPipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)PetrusTampubolonBelum ada peringkat
- A135a135m-19 1.01 PDFDokumen10 halamanA135a135m-19 1.01 PDFPetrusTampubolonBelum ada peringkat
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDokumen6 halamanSeamless and Welded Ferritic/Austenitic Stainless Steel PipeBruno BritoBelum ada peringkat
- Astm A269 A269m 22Dokumen4 halamanAstm A269 A269m 22Excel Hydro Pneumatics (INDIA) EHPIBelum ada peringkat
- Welded Ferritic-Martensitic Stainless Steel Pipe: Standard Specification ForDokumen4 halamanWelded Ferritic-Martensitic Stainless Steel Pipe: Standard Specification ForwackokidBelum ada peringkat
- As-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate TemperaturesDokumen4 halamanAs-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate Temperaturesruben castroBelum ada peringkat
- A409Dokumen7 halamanA409Juan Vicente Reyes LimaBelum ada peringkat
- A 249 - A 249M - 16a PDFDokumen10 halamanA 249 - A 249M - 16a PDFأسامة وحيد الدين رمضانBelum ada peringkat
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokumen14 halamanSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubesalucard375Belum ada peringkat
- Seamless Carbon Steel Pipe For High-Temperature ServiceDokumen8 halamanSeamless Carbon Steel Pipe For High-Temperature Servicejose moralesBelum ada peringkat
- Electric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForDokumen6 halamanElectric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForDaniel Esteban NaranjoBelum ada peringkat
- Steel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature ServiceDokumen5 halamanSteel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature Servicemohammed karasnehBelum ada peringkat
- Astm A249a249m-16Dokumen10 halamanAstm A249a249m-16Eugene DerkachBelum ada peringkat
- Welded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature ServiceDokumen7 halamanWelded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature ServiceالGINIRAL FREE FIREBelum ada peringkat
- Steel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedDokumen6 halamanSteel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedAli Saleh Saad AL-isawiBelum ada peringkat
- Electric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForDokumen6 halamanElectric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForTuan DangBelum ada peringkat
- Seamless Carbon Steel Pipe For High-Temperature ServiceDokumen9 halamanSeamless Carbon Steel Pipe For High-Temperature ServicePetrusTampubolonBelum ada peringkat
- A139 PDFDokumen6 halamanA139 PDFالGINIRAL FREE FIREBelum ada peringkat
- A135 PDFDokumen9 halamanA135 PDFالGINIRAL FREE FIREBelum ada peringkat
- A135 PDFDokumen9 halamanA135 PDFالGINIRAL FREE FIREBelum ada peringkat
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedDokumen6 halamanSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedTamil funBelum ada peringkat
- Astm A790Dokumen6 halamanAstm A790Nayth Andres GalazBelum ada peringkat
- Electric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForDokumen6 halamanElectric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForAdrian RenteriaBelum ada peringkat
- Astm A1016-2018Dokumen12 halamanAstm A1016-2018Mukesh kumarBelum ada peringkat
- Astm A106 A106m-08Dokumen9 halamanAstm A106 A106m-08Vũ Nhân HòaBelum ada peringkat
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokumen15 halamanSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesEduardo Gomes100% (1)
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokumen15 halamanSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubesandrea assanelliBelum ada peringkat
- ASTM A312 - A312M - 22aDokumen13 halamanASTM A312 - A312M - 22aDjaffar Salahoui100% (2)
- Astm A269 - A269m-22Dokumen7 halamanAstm A269 - A269m-221965karanfil6Belum ada peringkat
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDokumen10 halamanWrought Austenitic Stainless Steel Piping Fittings: Standard Specification Forist93993Belum ada peringkat
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Dokumen8 halamanASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Seamless Carbon Steel Pipe For High-Temperature ServiceDokumen9 halamanSeamless Carbon Steel Pipe For High-Temperature ServiceRodolfoBelum ada peringkat
- Common Requirements For Wrought Steel Piping FittingsDokumen10 halamanCommon Requirements For Wrought Steel Piping FittingsSalah HashishBelum ada peringkat
- ASTM-A276-A276M-17Dokumen4 halamanASTM-A276-A276M-17serinacui19880818Belum ada peringkat
- A1053a1053m PDFDokumen5 halamanA1053a1053m PDFrgi178Belum ada peringkat
- A 139 - A 139M - 04 Qtezos9bmtm5tqDokumen6 halamanA 139 - A 139M - 04 Qtezos9bmtm5tqfadjarBelum ada peringkat
- A 139 Â " A 139M Â " 04 - QTEZOS9BMTM5TQDokumen6 halamanA 139 Â " A 139M Â " 04 - QTEZOS9BMTM5TQhans ccBelum ada peringkat
- Electric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForDokumen6 halamanElectric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForPaulo GalvãoBelum ada peringkat
- Astm A358Dokumen10 halamanAstm A358Swapnil ModakBelum ada peringkat
- Astm A 1016 2020Dokumen12 halamanAstm A 1016 2020geraldo leoncioBelum ada peringkat
- Carbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceDokumen4 halamanCarbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceNasrin AkhondiBelum ada peringkat
- Astm A213-21Dokumen16 halamanAstm A213-21Hamid ghorbaniBelum ada peringkat
- Steel Casing Pipe, Electric-Fusion (Arc) - Welded (Outside Diameter of 10 In. and Larger)Dokumen4 halamanSteel Casing Pipe, Electric-Fusion (Arc) - Welded (Outside Diameter of 10 In. and Larger)mohammed karasnehBelum ada peringkat
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDokumen10 halamanWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesIng. Adolfo GarciaBelum ada peringkat
- Seamless Carbon Steel Pipe For High-Temperature ServiceDokumen1 halamanSeamless Carbon Steel Pipe For High-Temperature ServiceShahid RehmanBelum ada peringkat
- A999a999m 17Dokumen12 halamanA999a999m 17AFQBAVQ2EFCQF31FBelum ada peringkat
- Standard Specification For Seamless Ferritic and Austenitic AlloyDokumen16 halamanStandard Specification For Seamless Ferritic and Austenitic AlloyehsanmsoltaniehBelum ada peringkat
- General Requirements For Alloy and Stainless Steel PipeDokumen9 halamanGeneral Requirements For Alloy and Stainless Steel PipeDalberto RamirezBelum ada peringkat
- ASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceDokumen9 halamanASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceTerrier HuangBelum ada peringkat
- Welded Austenitic Stainless Steel Feedwater Heater Tubes: Standard Specification ForDokumen7 halamanWelded Austenitic Stainless Steel Feedwater Heater Tubes: Standard Specification ForAlejandro GonzálezBelum ada peringkat
- ASTM Class Slides 2Dokumen5 halamanASTM Class Slides 29p7j694yn9Belum ada peringkat
- Presentationonasmesec 191101032115Dokumen121 halamanPresentationonasmesec 191101032115shahqazwsxBelum ada peringkat
- Training Program On Basic Process Engineering PracticesDokumen14 halamanTraining Program On Basic Process Engineering PracticesNguyen Anh TungBelum ada peringkat
- P&ID Preparation ProcedureDokumen38 halamanP&ID Preparation ProcedureNguyen Anh Tung100% (1)
- PML Course IranpipingDokumen150 halamanPML Course IranpipingNguyen Anh TungBelum ada peringkat
- Process Engineering Design GuideDokumen296 halamanProcess Engineering Design GuideNguyen Anh TungBelum ada peringkat
- 10 Items To Include in Supplier Audit Checklists TemplateDokumen3 halaman10 Items To Include in Supplier Audit Checklists TemplateNguyen Anh TungBelum ada peringkat
- Basic process design requirements and criteriaDokumen23 halamanBasic process design requirements and criteriaNguyen Anh Tung100% (1)
- Technip-Process-Manual For P&IDDokumen62 halamanTechnip-Process-Manual For P&IDNguyen Anh Tung67% (3)
- Classification of Hazardous AreasDokumen26 halamanClassification of Hazardous AreasNaveen ReddyBelum ada peringkat
- Process Design QuestionnaireDokumen30 halamanProcess Design QuestionnaireNguyen Anh TungBelum ada peringkat
- Materials and Corrosion Design GuideDokumen34 halamanMaterials and Corrosion Design GuideNguyen Anh TungBelum ada peringkat
- Manual of Process Economic EvaluationDokumen480 halamanManual of Process Economic EvaluationNguyen Anh Tung100% (2)
- Pig Launching & Receiving SystemsDokumen4 halamanPig Launching & Receiving SystemssilvanopipeBelum ada peringkat
- Allowable Stress ForUnlisted MaterialsDokumen3 halamanAllowable Stress ForUnlisted MaterialsNguyen Anh TungBelum ada peringkat
- NDT Method SummaryDokumen3 halamanNDT Method SummaryNguyen Anh TungBelum ada peringkat
- ASME B31.1 Vs B31.3 Vs B31.8Dokumen9 halamanASME B31.1 Vs B31.3 Vs B31.8Nguyen Anh Tung67% (3)
- Pig Traps Launcher 2016428 CriDokumen7 halamanPig Traps Launcher 2016428 CriKrishna KusumaBelum ada peringkat
- Determining Piggability of Pipelines For Inline ToolDokumen7 halamanDetermining Piggability of Pipelines For Inline ToolNguyen Anh TungBelum ada peringkat
- Asme B16.28Dokumen20 halamanAsme B16.28Nguyen Anh Tung100% (1)
- Norsok P-002 Ac-2017Dokumen4 halamanNorsok P-002 Ac-2017Nguyen Anh Tung0% (2)
- CSWIP 3.2 Course Material 2016Dokumen418 halamanCSWIP 3.2 Course Material 2016skychurch97% (29)
- Flange Data ComparisonDokumen21 halamanFlange Data ComparisonRiki FernandesBelum ada peringkat
- FireSeal Catalouge - InbundenDokumen36 halamanFireSeal Catalouge - InbundenNguyen Anh TungBelum ada peringkat
- Asme PTC 22-2014Dokumen112 halamanAsme PTC 22-2014zafarusmani100% (4)
- Asme B16.44 2012Dokumen24 halamanAsme B16.44 2012Nguyen Anh TungBelum ada peringkat
- Insulation Thickness Heat Transfer Pipe CalculationsDokumen2 halamanInsulation Thickness Heat Transfer Pipe Calculationsrajpal14667% (6)
- Over Pressure Protection For Pressure Vessel & Pressure PipingDokumen41 halamanOver Pressure Protection For Pressure Vessel & Pressure PipingNguyen Anh TungBelum ada peringkat
- PFI ES-7 Min Spacing For WeldingDokumen6 halamanPFI ES-7 Min Spacing For WeldingNguyen Anh TungBelum ada peringkat
- KG-DWN-98/2 Piping Installation DrawingsDokumen51 halamanKG-DWN-98/2 Piping Installation DrawingsNguyen Anh Tung100% (3)
- Visplay Visualmerchandisingguidelines 141125130218 Conversion Gate02 PDFDokumen44 halamanVisplay Visualmerchandisingguidelines 141125130218 Conversion Gate02 PDFLarissa AlmadaBelum ada peringkat
- Specification For Approval: DC FanDokumen10 halamanSpecification For Approval: DC FanbertsmithBelum ada peringkat
- Elign CouplingsDokumen17 halamanElign CouplingsKlmdaya BashisBelum ada peringkat
- Operating Conditions Liquid: Client: ServiceDokumen1 halamanOperating Conditions Liquid: Client: ServiceAde IskandarBelum ada peringkat
- Wafer Thinning and Through Silicon ViasDokumen41 halamanWafer Thinning and Through Silicon ViasJohn RecheBelum ada peringkat
- Bomba Neumática 66610X XXX C enDokumen8 halamanBomba Neumática 66610X XXX C enedwin23aBelum ada peringkat
- Gen 3 Partners - Triz Companies DatabaseDokumen10 halamanGen 3 Partners - Triz Companies DatabaseTRIZtease100% (2)
- ZUCCHINI Busbar SCP Series Technical Catalog PDFDokumen77 halamanZUCCHINI Busbar SCP Series Technical Catalog PDFJahnValjahnBelum ada peringkat
- Introduction To Fe Modeling of Composite Beam To CFST Column Connection - Phase - 1Dokumen60 halamanIntroduction To Fe Modeling of Composite Beam To CFST Column Connection - Phase - 1Harshil DevaniBelum ada peringkat
- NTN-SNR Bearing Maintenance PDFDokumen60 halamanNTN-SNR Bearing Maintenance PDFLiam Choon SengBelum ada peringkat
- QCM E190Dokumen18 halamanQCM E190Adil KhBelum ada peringkat
- Optimizing Air Instrument KPIsDokumen31 halamanOptimizing Air Instrument KPIsMindiRahayuBelum ada peringkat
- Coaltar EpoxyDokumen3 halamanCoaltar EpoxyAkhtar aliBelum ada peringkat
- Catalogue FTHC Daikin CAT 700-5 LR Horz-Cncld Fan Coil CatalogDokumen12 halamanCatalogue FTHC Daikin CAT 700-5 LR Horz-Cncld Fan Coil CatalogElvin SolisBelum ada peringkat
- Testing of Sand Quality at Construction Site For ConcreteDokumen6 halamanTesting of Sand Quality at Construction Site For ConcreteHussamAlmustafaBelum ada peringkat
- Robotics QuestionsDokumen3 halamanRobotics QuestionsVamsee309Belum ada peringkat
- Orological Times PDFDokumen52 halamanOrological Times PDFJose Maria SzantoBelum ada peringkat
- KBJNL Erm NLBC PresentationDokumen62 halamanKBJNL Erm NLBC PresentationPraveen PrakashBelum ada peringkat
- MAXGRIPDokumen1 halamanMAXGRIPjchessaBelum ada peringkat
- KOBELCO Crane TK550 - Colour CatalogueDokumen8 halamanKOBELCO Crane TK550 - Colour CataloguePHÁT NGUYỄN THẾBelum ada peringkat
- HAZOP Study Part IIDokumen18 halamanHAZOP Study Part IIBoy farhanBelum ada peringkat
- Reduce cement lump formationDokumen2 halamanReduce cement lump formationVipan Kumar Dogra100% (1)
- Hazchem Codes: StorageDokumen3 halamanHazchem Codes: StoragePleaase Annd DontBelum ada peringkat
- Sectional LayoutDokumen7 halamanSectional LayoutNickol Hardway100% (1)
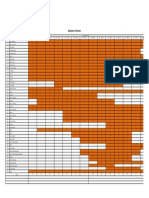
- Manpower Schedule ProjectDokumen1 halamanManpower Schedule ProjectColitz D. KhenBelum ada peringkat
- A0750320021-Wiring Diagrams and Component LocationsDokumen1.619 halamanA0750320021-Wiring Diagrams and Component Locationsbrettblb67% (6)
- Masterys IPDokumen2 halamanMasterys IPaastra56Belum ada peringkat
- Home Catalogue 2022Dokumen80 halamanHome Catalogue 2022tajanan7240Belum ada peringkat
- U2S3-4 - Environmental Impact of Textile IndustriesDokumen9 halamanU2S3-4 - Environmental Impact of Textile IndustriesHieu100% (7)
- Indian Geotechnical Society: Application Form For Fellowship/Membership (For Individuals)Dokumen8 halamanIndian Geotechnical Society: Application Form For Fellowship/Membership (For Individuals)Arul XavierBelum ada peringkat