Anda mungkin juga menyukai
- Alignment: Torque vs. TensionDokumen6 halamanAlignment: Torque vs. Tensionfrancesca_bonfanti_1Belum ada peringkat
- Stainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFDokumen62 halamanStainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFaravindanBelum ada peringkat
- Data Sheet Carbon SteelsDokumen17 halamanData Sheet Carbon SteelsvkmsBelum ada peringkat
- Datasheet - Pig Signallers: Product Description and FunctionsDokumen2 halamanDatasheet - Pig Signallers: Product Description and FunctionsMurli ramchandranBelum ada peringkat
- Specification For Bolts and NutsDokumen9 halamanSpecification For Bolts and NutsMehdi NouriBelum ada peringkat
- Stainless Steels: Gateway Arch in ST Louis - 304 Series SSDokumen16 halamanStainless Steels: Gateway Arch in ST Louis - 304 Series SSAndika RizalBelum ada peringkat
- Bolt and Nut StandardDokumen1 halamanBolt and Nut Standardcrys suryo prayogoBelum ada peringkat
- ASTM F1545 Plastic Lined Pipe 0803Dokumen6 halamanASTM F1545 Plastic Lined Pipe 0803JabranYounasBelum ada peringkat
- Pocket Bolt Reference ChartDokumen6 halamanPocket Bolt Reference ChartVictor GarciaBelum ada peringkat
- Spiral Wound GasketsDokumen3 halamanSpiral Wound GasketsHarish GundaBelum ada peringkat
- Inspection of CastingDokumen23 halamanInspection of CastingRaghu SanthBelum ada peringkat
- Adil CVDokumen5 halamanAdil CVAdil KhawajaBelum ada peringkat
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDokumen1 halamanDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uBelum ada peringkat
- Metal Table-2865 - 2866Dokumen1 halamanMetal Table-2865 - 2866kastelaninBelum ada peringkat
- Fastener ListDokumen9 halamanFastener ListMani Rathinam RajamaniBelum ada peringkat
- App10 Fundamentals of ConnectionsDokumen23 halamanApp10 Fundamentals of ConnectionsjdmacbookBelum ada peringkat
- Asme IX BQ Art 11Dokumen5 halamanAsme IX BQ Art 11Maria Alexandra Lange LenzBelum ada peringkat
- LTD Flexitallic Product Services Brochure PDFDokumen16 halamanLTD Flexitallic Product Services Brochure PDFermusatBelum ada peringkat
- Ball ValvesDokumen34 halamanBall ValvesalexescBelum ada peringkat
- CS 5200 SC01 Ope PRC 253007 - A - C2Dokumen78 halamanCS 5200 SC01 Ope PRC 253007 - A - C2chancele nguepdjopBelum ada peringkat
- Astm A529 1972Dokumen5 halamanAstm A529 1972dharlanuctcom0% (1)
- What Is Lined and Clad Pipe - Difference Between Line and Clad Pipes PDFDokumen5 halamanWhat Is Lined and Clad Pipe - Difference Between Line and Clad Pipes PDFbobyBelum ada peringkat
- B88-14 Standard Specification For Seamless Copper Water TubeDokumen7 halamanB88-14 Standard Specification For Seamless Copper Water TubeislamakthamBelum ada peringkat
- Esab Buddy TIG400iDokumen2 halamanEsab Buddy TIG400iJeganeswaranBelum ada peringkat
- Elwood Parts and Service ManualDokumen75 halamanElwood Parts and Service Manualdindin6666Belum ada peringkat
- GLT Id Valves CatalogDokumen80 halamanGLT Id Valves Catalogdjoko witjaksonoBelum ada peringkat
- IndogulfDokumen47 halamanIndogulfKrishnamoorthy Vijayalakshmi100% (1)
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDokumen4 halamanSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanBelum ada peringkat
- Overlay (Required Tests)Dokumen1 halamanOverlay (Required Tests)laz_k100% (1)
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Dokumen9 halamanGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaBelum ada peringkat
- Nabakem Metal Surface Coating AgentDokumen6 halamanNabakem Metal Surface Coating Agentsutrisno00Belum ada peringkat
- Check Valve Nozzle Non - SlamDokumen16 halamanCheck Valve Nozzle Non - SlamPatricio AcuñaBelum ada peringkat
- Astm A254 (1997)Dokumen4 halamanAstm A254 (1997)Yalavarthi ChandrasekharBelum ada peringkat
- QCF312 WPQRDokumen2 halamanQCF312 WPQRminhnnBelum ada peringkat
- Bolt Tightening ProcedureDokumen6 halamanBolt Tightening Procedureal arabiBelum ada peringkat
- LCM ValvesDokumen40 halamanLCM ValvesAlexa Harper100% (1)
- Valve Selection Guide: - ContentsDokumen12 halamanValve Selection Guide: - ContentsAnonymous R23prjoKnoBelum ada peringkat
- Astm A193 PDFDokumen12 halamanAstm A193 PDFjoserodriguezherazoBelum ada peringkat
- Double Block Bleed Twin Plug Ball Valve Single Body ANSI ASMEDokumen4 halamanDouble Block Bleed Twin Plug Ball Valve Single Body ANSI ASMEBharuk MechBelum ada peringkat
- Flexitallic FlexproDokumen7 halamanFlexitallic FlexproHeryanto SyamBelum ada peringkat
- Uk-Standard Asme Bladder AccumulatorDokumen3 halamanUk-Standard Asme Bladder AccumulatorRamin SoadBelum ada peringkat
- Klingersil: Optimum Flange SecurityDokumen7 halamanKlingersil: Optimum Flange SecurityjbertralBelum ada peringkat
- Double Disc Gate Valve: Pressure Seal BonnetDokumen12 halamanDouble Disc Gate Valve: Pressure Seal BonnetMuhammadImaduddienSalamBelum ada peringkat
- Process Industry Practices PipingDokumen5 halamanProcess Industry Practices Pipingabdo samadBelum ada peringkat
- Ampliflow T-Boost Ssfly000029-Ena4Dokumen2 halamanAmpliflow T-Boost Ssfly000029-Ena4carburoBelum ada peringkat
- Bidirectional Sealing Ball Valves in Power ApplicationsDokumen3 halamanBidirectional Sealing Ball Valves in Power Applicationsxisefengchuang100% (1)
- Manual Torque WrenchDokumen2 halamanManual Torque WrenchVipul ShahBelum ada peringkat
- Aa10208 FINAL - 1Dokumen139 halamanAa10208 FINAL - 1Surendra MalasaneBelum ada peringkat
- 10 0000@www Onepetro org@conference-paper@NACE-2019-12783Dokumen13 halaman10 0000@www Onepetro org@conference-paper@NACE-2019-12783rajiv_quantumBelum ada peringkat
- 3LPP Three Layer Polypropylene CoatingDokumen3 halaman3LPP Three Layer Polypropylene CoatingCarlos Maldonado SalazarBelum ada peringkat
- Katalog Hydraulic Jack Merek SunrunDokumen4 halamanKatalog Hydraulic Jack Merek SunrunFebri SartikaBelum ada peringkat
- Material ManagementDokumen106 halamanMaterial ManagementRomi AfriansyahBelum ada peringkat
- FRP Installation GuideDokumen8 halamanFRP Installation GuideDouglas HillBelum ada peringkat
- MSA Ball Valves PDFDokumen24 halamanMSA Ball Valves PDFLuka Borna100% (1)
- Interseal 670HDokumen2 halamanInterseal 670Hmadmax_mfpBelum ada peringkat
- Sensitization of Inconel 625Dokumen9 halamanSensitization of Inconel 625nantha kumarBelum ada peringkat
- WQT Form (ASME) 04-23Dokumen1 halamanWQT Form (ASME) 04-23hanz bermejoBelum ada peringkat
- Anvil SNubberDokumen4 halamanAnvil SNubberashutoshBelum ada peringkat
- Flange Management Procedure FixDokumen13 halamanFlange Management Procedure FixNaza Gavaputri100% (1)
- Responsibility of DesignerDokumen1 halamanResponsibility of Designershahid khanBelum ada peringkat
- ASME SectionDokumen1 halamanASME Sectionshahid khanBelum ada peringkat
- Key Requirement of Piping DesignDokumen2 halamanKey Requirement of Piping Designshahid khanBelum ada peringkat
- Asme B31Dokumen1 halamanAsme B31shahid khanBelum ada peringkat
- Weld Consumable CalculatorDokumen7 halamanWeld Consumable Calculatorjappozander86% (7)
- Responsibility of Project ManagerDokumen1 halamanResponsibility of Project Managershahid khanBelum ada peringkat
- Blind Flange With StiffenersDokumen4 halamanBlind Flange With Stiffenersshahid khan100% (1)
- Flange ProcedueDokumen1 halamanFlange Procedueshahid khanBelum ada peringkat
- Weld CalculatorDokumen6 halamanWeld Calculatorshahid khanBelum ada peringkat
- Pressure GaugesDokumen1 halamanPressure Gaugesshahid khanBelum ada peringkat
- Flange ProcedueDokumen1 halamanFlange Procedueshahid khanBelum ada peringkat
- Construction ManagerDokumen1 halamanConstruction Managershahid khanBelum ada peringkat
- SalesDokumen1 halamanSalesshahid khanBelum ada peringkat
- Sales ExecutiveDokumen1 halamanSales Executiveshahid khanBelum ada peringkat
- Construction ManagerDokumen1 halamanConstruction Managershahid khanBelum ada peringkat
- Manager SalesDokumen1 halamanManager Salesshahid khanBelum ada peringkat
- Responsibility of Piping EngineerDokumen1 halamanResponsibility of Piping Engineershahid khanBelum ada peringkat
- Responsibility of CMDokumen1 halamanResponsibility of CMshahid khanBelum ada peringkat
- Responsibility of Piping EngineerDokumen1 halamanResponsibility of Piping Engineershahid khanBelum ada peringkat
- Construction ManagerDokumen1 halamanConstruction Managershahid khanBelum ada peringkat
- Easy Rasam Recipe Made Without Rasam PowderDokumen6 halamanEasy Rasam Recipe Made Without Rasam PowderPrantik Adhar SamantaBelum ada peringkat
- Rovers - CH - 2 - Drug TherapyDokumen28 halamanRovers - CH - 2 - Drug TherapyKhalid Bin AliBelum ada peringkat
- Sample Quantitative Descriptive Paper 1Dokumen20 halamanSample Quantitative Descriptive Paper 1oishimontrevanBelum ada peringkat
- CASE 1. Non-Cash Assets Are Sold For P 580,000Dokumen3 halamanCASE 1. Non-Cash Assets Are Sold For P 580,000Riza Mae AlceBelum ada peringkat
- Secondary 1 Express English Paper 1 & 2Dokumen15 halamanSecondary 1 Express English Paper 1 & 2Menon HariBelum ada peringkat
- Perkalink 900Dokumen2 halamanPerkalink 900casual12100% (1)
- Ems em FW Paneel Firetec enDokumen2 halamanEms em FW Paneel Firetec enzlatkokrsicBelum ada peringkat
- Epidemiology of Injury in Powerlifting: Retrospective ResultsDokumen2 halamanEpidemiology of Injury in Powerlifting: Retrospective ResultsJavier Estelles MuñozBelum ada peringkat
- Assignment2 Ero, ZyraDokumen3 halamanAssignment2 Ero, Zyrams.cloudyBelum ada peringkat
- Air Compressors: Instruction, Use and Maintenance ManualDokumen66 halamanAir Compressors: Instruction, Use and Maintenance ManualYebrail Mojica RuizBelum ada peringkat
- Basic Concepts and Applied Aspect of Sharir RachnaDokumen122 halamanBasic Concepts and Applied Aspect of Sharir RachnaRam Krish100% (1)
- Ivon Neil Adams Form IV RedactedDokumen3 halamanIvon Neil Adams Form IV Redactedkc wildmoonBelum ada peringkat
- ACLS Post Test (Copy) 낱말 카드 - QuizletDokumen18 halamanACLS Post Test (Copy) 낱말 카드 - Quizlet김민길Belum ada peringkat
- Quotation: Kentex CargoDokumen2 halamanQuotation: Kentex CargoMalueth AnguiBelum ada peringkat
- Dirty Dozen List of Endocrine DisruptorsDokumen4 halamanDirty Dozen List of Endocrine DisruptorsMariuszBelum ada peringkat
- FS011 Audit Plan Stage 2Dokumen2 halamanFS011 Audit Plan Stage 2Ledo Houssien0% (1)
- ResDokumen21 halamanResMarian EvangelioBelum ada peringkat
- Information HumaLyzer Primus Setting Update and Extension enDokumen3 halamanInformation HumaLyzer Primus Setting Update and Extension enluisoft88Belum ada peringkat
- Culturally Safe Classroom Context PDFDokumen2 halamanCulturally Safe Classroom Context PDFdcleveland1706Belum ada peringkat
- MN - 2019 01 29Dokumen28 halamanMN - 2019 01 29mooraboolBelum ada peringkat
- Lpalmer ResumeDokumen4 halamanLpalmer Resumeapi-216019096Belum ada peringkat
- ListwarehouseDokumen1 halamanListwarehouseKautilya KalyanBelum ada peringkat
- Ryder Quotation 2012.7.25Dokumen21 halamanRyder Quotation 2012.7.25DarrenBelum ada peringkat
- Sialoree BotoxDokumen5 halamanSialoree BotoxJocul DivinBelum ada peringkat
- Biography of Murray (1893-1988) : PersonologyDokumen6 halamanBiography of Murray (1893-1988) : PersonologyMing100% (1)
- DM - BienAir - CHIROPRO 980 - EngDokumen8 halamanDM - BienAir - CHIROPRO 980 - Engfomed_twBelum ada peringkat
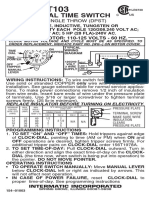
- T103 InstructionsDokumen1 halamanT103 Instructionsjtcool74Belum ada peringkat
- Piaget Stages of Cognitive DevelopmentDokumen2 halamanPiaget Stages of Cognitive DevelopmentSeph TorresBelum ada peringkat
- ICGSE Chemistry Chapter 1 - The Particulate Nature of MatterDokumen29 halamanICGSE Chemistry Chapter 1 - The Particulate Nature of MatterVentus TanBelum ada peringkat
- Employee Leave PolicyDokumen3 halamanEmployee Leave Policyladdu30Belum ada peringkat