Anda mungkin juga menyukai
- Head and Neck Anatomy PDFDokumen346 halamanHead and Neck Anatomy PDFIrina Panciu Stefan100% (20)
- Paracord Outdoor Gear Projects: Simple Instructions for Survival Bracelets and Other DIY ProjectsDari EverandParacord Outdoor Gear Projects: Simple Instructions for Survival Bracelets and Other DIY ProjectsPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- As 1580.0-2004 Paints and Related Materials - Methods of Test - Part 0 Introduction and List of MethodsDokumen17 halamanAs 1580.0-2004 Paints and Related Materials - Methods of Test - Part 0 Introduction and List of Methodsardansyahputra0% (2)
- PepsicoDokumen18 halamanPepsicorahil virani0% (1)
- Galvanized and Black Malleable Iron Pipe Fittings SpecificationsDokumen24 halamanGalvanized and Black Malleable Iron Pipe Fittings Specificationshse vje100% (1)
- Ifi 115Dokumen1 halamanIfi 115Vinay PawarBelum ada peringkat
- Bill No. 1 - General Items PreliminariesDokumen24 halamanBill No. 1 - General Items PreliminariesNorazreen NorAzharBelum ada peringkat
- Basic Dimensions For NPT American National Taper Pipe Threads PDFDokumen2 halamanBasic Dimensions For NPT American National Taper Pipe Threads PDFRashedul HasanBelum ada peringkat
- PDI Report FormatDokumen2 halamanPDI Report FormatAbhishek AnandBelum ada peringkat
- National Pipe Tapered Thread (NPT)Dokumen3 halamanNational Pipe Tapered Thread (NPT)Mechtek LabBelum ada peringkat
- NPT Thread ANSI B21Dokumen1 halamanNPT Thread ANSI B21Davide CongiuBelum ada peringkat
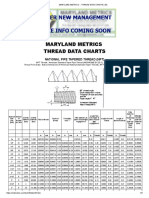
- Maryland Metrics Thread Data Charts: National Pipe Tapered Thread (NPT)Dokumen3 halamanMaryland Metrics Thread Data Charts: National Pipe Tapered Thread (NPT)panait trofinBelum ada peringkat
- Maryland Metrics - Thread Data ChartsDokumen3 halamanMaryland Metrics - Thread Data ChartsVIVEK UPADHYAYBelum ada peringkat
- Surface Vehicle Standard: InternationalDokumen45 halamanSurface Vehicle Standard: InternationalshivendrakumarBelum ada peringkat
- Standard Taper Pipe Threads NPT Basic Dimensions, American National StandardDokumen3 halamanStandard Taper Pipe Threads NPT Basic Dimensions, American National StandardEku AkhmadBelum ada peringkat
- Maryland Metrics - Thread Data Charts PDFDokumen3 halamanMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanBelum ada peringkat
- AEPL NPT Thread Data SheetDokumen2 halamanAEPL NPT Thread Data Sheetmechmohan07Belum ada peringkat
- HEX CAP SCREWS & BOLTS SPECIFICATIONSDokumen2 halamanHEX CAP SCREWS & BOLTS SPECIFICATIONSHazimBelum ada peringkat
- Everything You Need to Know About Cap Screws and BoltsDokumen2 halamanEverything You Need to Know About Cap Screws and Boltscucho31Belum ada peringkat
- Thread Pitch ChartDokumen2 halamanThread Pitch ChartMBelum ada peringkat
- American Standard ThreadsDokumen1 halamanAmerican Standard ThreadsНиколай ЛевицкийBelum ada peringkat
- Mechanical fastener dimensions and specificationsDokumen7 halamanMechanical fastener dimensions and specificationsLorena PessanhaBelum ada peringkat
- Katalog TSP PTDokumen24 halamanKatalog TSP PTendroBelum ada peringkat
- Galvanized and Black Malleable Iron Pipe Fittings SpecificationsDokumen24 halamanGalvanized and Black Malleable Iron Pipe Fittings SpecificationsdeniBelum ada peringkat
- Brosur Pt. Srirejeki Perdana Steel-1Dokumen16 halamanBrosur Pt. Srirejeki Perdana Steel-1Agus SofiansyahBelum ada peringkat
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-18-19Dokumen2 halamanASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-18-19Andres SilveyraBelum ada peringkat
- ASTM Standards Dimension ComparisonDokumen2 halamanASTM Standards Dimension Comparisonvon18Belum ada peringkat
- 11 - OrificeDokumen7 halaman11 - OrificeANDERSON NERESBelum ada peringkat
- Basic Dimensions For NPT American National Taper Pipe ThreadsDokumen2 halamanBasic Dimensions For NPT American National Taper Pipe Threadsdeepak kumarBelum ada peringkat
- Bolt A325 A490 PDFDokumen2 halamanBolt A325 A490 PDFmostapha soubraBelum ada peringkat
- BSPT and NPT tapered pipe thread characteristicsDokumen2 halamanBSPT and NPT tapered pipe thread characteristicsainul yakinBelum ada peringkat
- SttaptiteDokumen6 halamanSttaptiteSean YangBelum ada peringkat
- 20a Torque CalculationDokumen11 halaman20a Torque CalculationRiyan EsapermanaBelum ada peringkat
- Understanding Thread Types - Seaboard MarineDokumen13 halamanUnderstanding Thread Types - Seaboard MarineĐạt TrầnBelum ada peringkat
- Taper Dimensions PDF GuideDokumen1 halamanTaper Dimensions PDF Guidesanthoshkumar.sBelum ada peringkat
- Countersunk Head Cap ScrewsDokumen2 halamanCountersunk Head Cap ScrewsmuathBelum ada peringkat
- Steel Pipe Dimensions - ANSI Schedule 40Dokumen3 halamanSteel Pipe Dimensions - ANSI Schedule 40StevenAronBelum ada peringkat
- 2014-Brochure LeaderflexDokumen2 halaman2014-Brochure LeaderflexRaji VeeramalluBelum ada peringkat
- Steel Pipes Dimensions - ANSI Schedule 40Dokumen5 halamanSteel Pipes Dimensions - ANSI Schedule 40Ati ABelum ada peringkat
- Bridas WN Clase 150Dokumen1 halamanBridas WN Clase 150juan ormacheaBelum ada peringkat
- ANSI B16.5 Slip On Flanges SizesDokumen1 halamanANSI B16.5 Slip On Flanges SizesJoséFranciscoJfKballeroBelum ada peringkat
- Vulcraft Composite DeckDokumen34 halamanVulcraft Composite DeckThai DamBelum ada peringkat
- Button Head Cap ScrewsDokumen4 halamanButton Head Cap ScrewsRajesh AlagamBelum ada peringkat
- ISO 7 - Pipe Threads Where Pressure-Tight Joints Are Made On The ThreadsDokumen3 halamanISO 7 - Pipe Threads Where Pressure-Tight Joints Are Made On The ThreadsSoumava Mukherjee100% (1)
- BSPT Thread Sizes & TypesDokumen3 halamanBSPT Thread Sizes & TypesuttampokharkarBelum ada peringkat
- SCH 80Dokumen9 halamanSCH 80Ahmad AnthonyBelum ada peringkat
- Pipe Hydraulic WeightDokumen3 halamanPipe Hydraulic Weightdhanu_lagwankarBelum ada peringkat
- Footprint Expert Surface Mount FamiliesDokumen39 halamanFootprint Expert Surface Mount FamiliesErkanBelum ada peringkat
- Standard Thread PitchesDokumen2 halamanStandard Thread PitchesfizanlaminBelum ada peringkat
- NPT Threads - National Pipe Tapered Thread Dimensions & SpecificationsDokumen2 halamanNPT Threads - National Pipe Tapered Thread Dimensions & SpecificationsashrafBelum ada peringkat
- British Standard ThreadsDokumen1 halamanBritish Standard ThreadsНиколай ЛевицкийBelum ada peringkat
- Acme Thread-Inch enDokumen6 halamanAcme Thread-Inch enscrewtech100% (3)
- MetricThreadDatasheet 2014 0712 PDFDokumen3 halamanMetricThreadDatasheet 2014 0712 PDFPradeep KumarBelum ada peringkat
- Maryland Metrics Thread Data ChartsDokumen3 halamanMaryland Metrics Thread Data Chartsnovkovic1984Belum ada peringkat
- 2WH-36 Profile Properties and Edge Form DetailsDokumen2 halaman2WH-36 Profile Properties and Edge Form DetailsPappu Kishore KumarBelum ada peringkat
- NPT - National Pipe Thread Taper - ANSI B1.20Dokumen8 halamanNPT - National Pipe Thread Taper - ANSI B1.20Agus ArsitantoBelum ada peringkat
- Cotter Pin, Stainless Steel: Page 1 of 1 REV-04 Date: July 17, 2017 Pin - Cot.SsDokumen1 halamanCotter Pin, Stainless Steel: Page 1 of 1 REV-04 Date: July 17, 2017 Pin - Cot.SsRolandoBelum ada peringkat
- Technical Threading Chart 2015Dokumen1 halamanTechnical Threading Chart 2015D_D_76Belum ada peringkat
- Unified Thread StandardDokumen4 halamanUnified Thread StandardFredBelum ada peringkat
- Flat Socket Head Cap ScrewsDokumen8 halamanFlat Socket Head Cap Screwsvietross100% (1)
- Pipe Sizes ThreadsDokumen2 halamanPipe Sizes ThreadsSumner TingBelum ada peringkat
- Pipe Sizes ThreadsDokumen2 halamanPipe Sizes ThreadstedBelum ada peringkat
- Two Most Common Lock Nut GroupsDokumen8 halamanTwo Most Common Lock Nut GroupsXavier CarbajalBelum ada peringkat
- Wire Jewelry Tutorial: Grapes Chandelier EarringsDari EverandWire Jewelry Tutorial: Grapes Chandelier EarringsPenilaian: 4 dari 5 bintang4/5 (1)
- Basic Dimensions For NPT American National Taper Pipe ThreadsDokumen2 halamanBasic Dimensions For NPT American National Taper Pipe ThreadsAndi DumayBelum ada peringkat
- NPT (Asme B1.20.1)Dokumen5 halamanNPT (Asme B1.20.1)Afronie Cepoz D'nextBelum ada peringkat
- Calibration ValidationDokumen12 halamanCalibration Validationelmira100% (2)
- Astm.b117.1973 Tuzlu Nem Kabini Testi PDFDokumen10 halamanAstm.b117.1973 Tuzlu Nem Kabini Testi PDFOguz GirdapBelum ada peringkat
- Job Request Form: JrfnoDokumen1 halamanJob Request Form: JrfnoAndi DumayBelum ada peringkat
- Arc Welding SafetyDokumen24 halamanArc Welding SafetyAndi DumayBelum ada peringkat
- Errata Asme BPVC VDokumen1 halamanErrata Asme BPVC VAndi DumayBelum ada peringkat
- Personal Daily Report: No - Job Description. Est. Act. Start Finish Opr Remar KDokumen1 halamanPersonal Daily Report: No - Job Description. Est. Act. Start Finish Opr Remar KAndi DumayBelum ada peringkat
- Errata ASME BPVC V PDFDokumen1 halamanErrata ASME BPVC V PDFAndi DumayBelum ada peringkat
- Plasticware and Laboratory Equipment CatalogDokumen86 halamanPlasticware and Laboratory Equipment CatalogAndi DumayBelum ada peringkat
- MATERIALS STOCK LIST FOR APRIL 2014Dokumen412 halamanMATERIALS STOCK LIST FOR APRIL 2014Andi DumayBelum ada peringkat
- Report SpindleDokumen1 halamanReport SpindleAndi DumayBelum ada peringkat
- Head Tube Cylinder Boom DimensionsDokumen1 halamanHead Tube Cylinder Boom DimensionsAndi DumayBelum ada peringkat
- Spindle Center Joint Visual Check Menggunakan Liquid PenetrantDokumen1 halamanSpindle Center Joint Visual Check Menggunakan Liquid PenetrantAndi DumayBelum ada peringkat
- Car Par 001 1Dokumen1 halamanCar Par 001 1Andi DumayBelum ada peringkat
- Improvement Monitoring Efektivitas Qms Periode November 2015Dokumen5 halamanImprovement Monitoring Efektivitas Qms Periode November 2015Andi DumayBelum ada peringkat
- Contingency Plan Form - Baskoro (Rev A)Dokumen6 halamanContingency Plan Form - Baskoro (Rev A)Andi DumayBelum ada peringkat
- Head Tube Cyl Boom: 2m Bevel: 36Dokumen1 halamanHead Tube Cyl Boom: 2m Bevel: 36Andi DumayBelum ada peringkat
- Initial Audit Result From Body Certification & License - APIDokumen2 halamanInitial Audit Result From Body Certification & License - APIAndi DumayBelum ada peringkat
- Pelatihan InternalDokumen3 halamanPelatihan InternalAndi DumayBelum ada peringkat
- Pipe Thread Facility RequirementDokumen1 halamanPipe Thread Facility RequirementAndi DumayBelum ada peringkat
- Job Request Form: JrfnoDokumen1 halamanJob Request Form: JrfnoAndi DumayBelum ada peringkat
- Techniques for Studying FossilsDokumen11 halamanTechniques for Studying FossilsP. C. PandeyBelum ada peringkat
- Chapter-8 Turbine and Governor TestingDokumen10 halamanChapter-8 Turbine and Governor Testingafru2000Belum ada peringkat
- Coloi Eeml Disease: Original ArticlesDokumen67 halamanColoi Eeml Disease: Original ArticlesLuisAngelPonceTorresBelum ada peringkat
- 4 Ideal Models of Engine CyclesDokumen23 halaman4 Ideal Models of Engine CyclesSyedBelum ada peringkat
- Jual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan ReviewDokumen5 halamanJual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan Reviewbramsalwa2676Belum ada peringkat
- Retired Car Jacker Screen PlayDokumen4 halamanRetired Car Jacker Screen Playapi-633948182Belum ada peringkat
- CLIC Catalogue PDFDokumen28 halamanCLIC Catalogue PDFsangram patilBelum ada peringkat
- Combustion Cat 2008Dokumen32 halamanCombustion Cat 2008Miguel LinaresBelum ada peringkat
- Shapes FlashcardsDokumen5 halamanShapes FlashcardsHome Organising by JRBelum ada peringkat
- High Risk Medications in AyurvedaDokumen3 halamanHigh Risk Medications in AyurvedaRaviraj Pishe100% (1)
- r05320202 Microprocessors and Micro ControllersDokumen7 halamanr05320202 Microprocessors and Micro ControllersSri LalithaBelum ada peringkat
- Vincent Hoa's English 101 PortfolioDokumen24 halamanVincent Hoa's English 101 PortfoliovincentBelum ada peringkat
- Welcome To International Journal of Engineering Research and Development (IJERD)Dokumen9 halamanWelcome To International Journal of Engineering Research and Development (IJERD)IJERDBelum ada peringkat
- Masturbation It Might Feel Good But ItsDokumen7 halamanMasturbation It Might Feel Good But ItsKshivam KhandelwalBelum ada peringkat
- DGPS Sensor JLR-4331W Instruction ManualDokumen42 halamanDGPS Sensor JLR-4331W Instruction ManualantonioBelum ada peringkat
- Myths of Greece and Rome PDFDokumen247 halamanMyths of Greece and Rome PDFratheesh1981Belum ada peringkat
- Abiotic and Biotic Factors DFDokumen2 halamanAbiotic and Biotic Factors DFgiselleBelum ada peringkat
- Porta by AmbarrukmoDokumen4 halamanPorta by AmbarrukmoRika AyuBelum ada peringkat
- Allen Bradley Power Monitor 3000 Manual PDFDokumen356 halamanAllen Bradley Power Monitor 3000 Manual PDFAndrewcaesar100% (1)
- Technote Torsional VibrationDokumen2 halamanTechnote Torsional Vibrationrob mooijBelum ada peringkat
- Radar PPNDokumen5 halamanRadar PPNSawaf MfBelum ada peringkat
- Nakshatra Exaltation DebilitationDokumen3 halamanNakshatra Exaltation DebilitationBhanu Pinnamaneni100% (1)
- 2290 PDFDokumen222 halaman2290 PDFmittupatel190785Belum ada peringkat
- Heradesign Brochure 2008Dokumen72 halamanHeradesign Brochure 2008Surinder SinghBelum ada peringkat
- DerbyCityCouncil Wizquiz Presentation PDFDokumen123 halamanDerbyCityCouncil Wizquiz Presentation PDFShubham NamdevBelum ada peringkat
- 18 Butterfly Valves A Disc BrayDokumen10 halaman18 Butterfly Valves A Disc BrayAli FananiBelum ada peringkat
- RADIATION SAFETY FUNDAMENTALSDokumen69 halamanRADIATION SAFETY FUNDAMENTALSJay Lawson100% (1)