Anda mungkin juga menyukai
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesDari EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesBelum ada peringkat
- 9510 Bitumen MasticDokumen21 halaman9510 Bitumen MasticAbhinandan Guwahati VmcBelum ada peringkat
- Cold Mix Technology CRRI PDFDokumen76 halamanCold Mix Technology CRRI PDFvvt102Belum ada peringkat
- It Is Illegal To Use 60/70 and 80/100 Paving Bitumen in Roads !!!Dokumen28 halamanIt Is Illegal To Use 60/70 and 80/100 Paving Bitumen in Roads !!!Vizag Roads89% (9)
- Uses of Crumb Rubber and Natural Rubber BitumenDokumen20 halamanUses of Crumb Rubber and Natural Rubber Bitumennishankgopishetty67% (3)
- Economic and Financial Analysis For Polymer Modified BitumenDokumen11 halamanEconomic and Financial Analysis For Polymer Modified Bitumennicholas100% (1)
- Rubber Content of Crumb Rubber Modified Bitumen: Soxhlet MethodDokumen8 halamanRubber Content of Crumb Rubber Modified Bitumen: Soxhlet MethodLa FoliakBelum ada peringkat
- Construction of Rural Roads With Cationic Bitumen Emulsion Based Cold Mix TechnologyDokumen68 halamanConstruction of Rural Roads With Cationic Bitumen Emulsion Based Cold Mix Technologyamitjustamit100% (1)
- Crumb Rubber Modified Bitumen A ProjectDokumen52 halamanCrumb Rubber Modified Bitumen A ProjectAthira RaghavanBelum ada peringkat
- Shane Underwood, PH.D.: Assistant Professor, Co-Director, Senior Sustainability ScientistDokumen27 halamanShane Underwood, PH.D.: Assistant Professor, Co-Director, Senior Sustainability Scientistmikeing88Belum ada peringkat
- An Overview On Natural Rubber Application For Asphalt ModificationDokumen7 halamanAn Overview On Natural Rubber Application For Asphalt ModificationfarahazuraBelum ada peringkat
- Astm D5644-2018 Determination of Particle Size DistributionDokumen3 halamanAstm D5644-2018 Determination of Particle Size DistributionJuan MezaBelum ada peringkat
- Asphaltic MixturesDokumen30 halamanAsphaltic MixturesFlorin MatisBelum ada peringkat
- Tire Rubber Modified AsphaltDokumen25 halamanTire Rubber Modified Asphaltzeidan111Belum ada peringkat
- Innovative Cold Mix Technology: (Construction and Maintenance of Roads)Dokumen56 halamanInnovative Cold Mix Technology: (Construction and Maintenance of Roads)Aaron WilsonBelum ada peringkat
- Utilisation of Warm Mix Asphalt Technology To Improve Bituminous Mixtures Containing Reclaimed Asphalt PavementDokumen31 halamanUtilisation of Warm Mix Asphalt Technology To Improve Bituminous Mixtures Containing Reclaimed Asphalt PavementdaniBelum ada peringkat
- Flexible Pavement (Bituminous Road) : Compacted Soil SubgradeDokumen3 halamanFlexible Pavement (Bituminous Road) : Compacted Soil SubgradeDinesh Kumar PatelBelum ada peringkat
- Creep NCHRPDokumen106 halamanCreep NCHRPFranklinBelum ada peringkat
- Effect of Using Ground Waste Tire Rubber As Fine Aggregate On The Behaviour of Concrete MixesDokumen9 halamanEffect of Using Ground Waste Tire Rubber As Fine Aggregate On The Behaviour of Concrete MixesMaridil IsidroBelum ada peringkat
- Polymer Modfied Asphalt EmulsionsDokumen134 halamanPolymer Modfied Asphalt EmulsionsNguyễn Đăng Minh NhânBelum ada peringkat
- Is 6452 High Alumina Cement For Structural Use-SpecificationDokumen10 halamanIs 6452 High Alumina Cement For Structural Use-SpecificationRamarraju KalidindiBelum ada peringkat
- Final Project PPT (MB)Dokumen72 halamanFinal Project PPT (MB)Aashka BhattBelum ada peringkat
- 5225 (Rain Gauge)Dokumen10 halaman5225 (Rain Gauge)Ajit P. SinghBelum ada peringkat
- Technical Data Sheet-Cut Back Bitumen MC30Dokumen2 halamanTechnical Data Sheet-Cut Back Bitumen MC30benzeneinternational100% (1)
- Bitumen Modified With PlasticsDokumen7 halamanBitumen Modified With PlasticsBeatrice KunguBelum ada peringkat
- SBS BinderDokumen11 halamanSBS Binderprabin kumar ashishBelum ada peringkat
- On Modified BitumenDokumen19 halamanOn Modified BitumenTejeshwini SBelum ada peringkat
- BASF Introduces Smart Dynamic ConcreteDokumen4 halamanBASF Introduces Smart Dynamic ConcreteNurul Hidayati100% (1)
- Classifying Hot-Mix Recycling Agents: Standard Practice ForDokumen2 halamanClassifying Hot-Mix Recycling Agents: Standard Practice ForRed Red100% (1)
- Irc 100 Cold Mixes PDFDokumen98 halamanIrc 100 Cold Mixes PDFSunil BoseBelum ada peringkat
- Test Comparisons of Different Concrete Materials IS 269 Vs IS 383 Vs IS 2386Dokumen2 halamanTest Comparisons of Different Concrete Materials IS 269 Vs IS 383 Vs IS 2386Shyam SundarBelum ada peringkat
- National Institute of Technology, Patna: Submitted To:-Submitted ByDokumen57 halamanNational Institute of Technology, Patna: Submitted To:-Submitted ByVipul MishraBelum ada peringkat
- Aashto M320-10Dokumen9 halamanAashto M320-10Miriam MendozaBelum ada peringkat
- Report On Bituminous MixDokumen75 halamanReport On Bituminous MixBibhuti B. BhardwajBelum ada peringkat
- Chapter - 1: 1.1 GeneralDokumen57 halamanChapter - 1: 1.1 GeneralMAHEN DRANBelum ada peringkat
- Bitumen StudiesDokumen15 halamanBitumen Studiesmspark futuristicBelum ada peringkat
- Solvent-Based Separation and Recycling of Waste Plastics A ReviewDokumen14 halamanSolvent-Based Separation and Recycling of Waste Plastics A ReviewChristhy Vanessa Ruiz MadroñeroBelum ada peringkat
- Sma PMB40Dokumen114 halamanSma PMB40Er Thyagaraj Gowda100% (1)
- Dry Mix Conc ProposalDokumen2 halamanDry Mix Conc Proposalnishat meghnaBelum ada peringkat
- Bitumen Emulsions Test ProceduresDokumen2 halamanBitumen Emulsions Test Proceduresankkitb1991Belum ada peringkat
- SANS309 Anionic Bitumen Road EmulsionsDokumen17 halamanSANS309 Anionic Bitumen Road EmulsionsfilipeBelum ada peringkat
- Handling of Polymer Modified BitumenDokumen50 halamanHandling of Polymer Modified BitumenJun ReyesBelum ada peringkat
- Asphalt PlantDokumen6 halamanAsphalt Plantdesibaba_mamaBelum ada peringkat
- Use of Waste Plastic in Bituminous Concrete MixDokumen51 halamanUse of Waste Plastic in Bituminous Concrete MixRahul KumarBelum ada peringkat
- Nano Technology Asphalt PavementDokumen13 halamanNano Technology Asphalt PavementwillypraviantoBelum ada peringkat
- Design of Concrete Mixes .Hw3Dokumen12 halamanDesign of Concrete Mixes .Hw3RawandAlbarodyBelum ada peringkat
- Rubberized Hot Mix Asphalt (RHMA) Mix DesignDokumen32 halamanRubberized Hot Mix Asphalt (RHMA) Mix DesignAlsayed DiabBelum ada peringkat
- Fly Ash ClasificationDokumen15 halamanFly Ash ClasificationprabhuwbBelum ada peringkat
- Design of Hot Mix Asphalt Using Bailey Method of GradationDokumen8 halamanDesign of Hot Mix Asphalt Using Bailey Method of GradationInternational Journal of Research in Engineering and TechnologyBelum ada peringkat
- Highway PracticalDokumen84 halamanHighway PracticalHassan AliBelum ada peringkat
- 2386 (Part-V) PDFDokumen11 halaman2386 (Part-V) PDFSoundar PachiappanBelum ada peringkat
- Stone Matrix Asphalt Pavement 1Dokumen26 halamanStone Matrix Asphalt Pavement 1JAYBHAY BHAGWATBelum ada peringkat
- Shell Bitumen HBDokumen12 halamanShell Bitumen HBAbe Kob50% (4)
- Shear Susceptibility of Asphalts in Relation To Pavement PerformanceDokumen27 halamanShear Susceptibility of Asphalts in Relation To Pavement PerformanceProf. Prithvi Singh Kandhal100% (1)
- Evaluation of Palm Oil Fuel Ash As Mineral Filler in Hot Mix AsphaltDokumen52 halamanEvaluation of Palm Oil Fuel Ash As Mineral Filler in Hot Mix AsphaltSoundMan56100% (2)
- Benefits Hydrated Lime Hot Mix AsphaltDokumen80 halamanBenefits Hydrated Lime Hot Mix Asphaltdesibaba_mamaBelum ada peringkat
- Preparation of Viscosity Blends For Hot Recycled Bituminous MaterialsDokumen3 halamanPreparation of Viscosity Blends For Hot Recycled Bituminous MaterialsSri RamyaBelum ada peringkat
- Laboratory Performance Characteristics of High Modulus Asphalt Mixture With High-Content RAPDokumen8 halamanLaboratory Performance Characteristics of High Modulus Asphalt Mixture With High-Content RAPOscar Javier Lozano PinedaBelum ada peringkat
- Admixture Systems Brochure 2016Dokumen20 halamanAdmixture Systems Brochure 2016Gabriel HernandezBelum ada peringkat
- Akzonobel Adhesion PromotersDokumen28 halamanAkzonobel Adhesion PromotersResearch and DevelopmentBelum ada peringkat
- Mittsure Table Book5-6Dokumen2 halamanMittsure Table Book5-6Bijay Krishna DasBelum ada peringkat
- The Behaviour of Concrete by Partial Replacement of Fine Aggregate With Copper Slag and Cement With GGBS - An Experimental StudyDokumen6 halamanThe Behaviour of Concrete by Partial Replacement of Fine Aggregate With Copper Slag and Cement With GGBS - An Experimental StudyBijay Krishna DasBelum ada peringkat
- Bentley Civil Guide: V8I Selectseries 3Dokumen110 halamanBentley Civil Guide: V8I Selectseries 3Bijay Krishna DasBelum ada peringkat
- Aimil Asphalt TestingDokumen31 halamanAimil Asphalt TestingBijay Krishna DasBelum ada peringkat
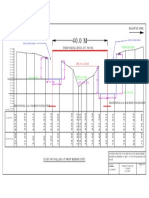
- Makripani Bridge L - SECTION of NallahDokumen1 halamanMakripani Bridge L - SECTION of NallahBijay Krishna DasBelum ada peringkat
- Overlay Stripping and Widening Practice WorkbookDokumen62 halamanOverlay Stripping and Widening Practice WorkbookBijay Krishna DasBelum ada peringkat
- Vocabulary Building: Date Word Meaning Example of Usage Synonym AntonymDokumen9 halamanVocabulary Building: Date Word Meaning Example of Usage Synonym AntonymBijay Krishna DasBelum ada peringkat
- Cold Mix For Road ConstructionDokumen43 halamanCold Mix For Road ConstructionBijay Krishna DasBelum ada peringkat
- MI Room R1 21 MayDokumen1 halamanMI Room R1 21 MayBijay Krishna DasBelum ada peringkat
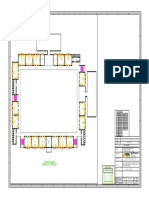
- Second Floor Plan 3760.88 - 2101.1 1659.78 SQM: D3 D3 D3 D3 D3 D3 D3Dokumen1 halamanSecond Floor Plan 3760.88 - 2101.1 1659.78 SQM: D3 D3 D3 D3 D3 D3 D3Bijay Krishna DasBelum ada peringkat
- FL-2 - Book B - Online - PDokumen28 halamanFL-2 - Book B - Online - PBijay Krishna DasBelum ada peringkat
- Concept of Class 9 EqvtDokumen2 halamanConcept of Class 9 EqvtBijay Krishna DasBelum ada peringkat
- What Is The Difference Between Codes IRC 37-2001 & 2012Dokumen5 halamanWhat Is The Difference Between Codes IRC 37-2001 & 2012Bijay Krishna Das100% (1)
- What Is The Difference Between Codes IRC 37-2001 & 2012Dokumen5 halamanWhat Is The Difference Between Codes IRC 37-2001 & 2012Bijay Krishna Das100% (1)
- Brief On Construction of Deopani BridgeDokumen9 halamanBrief On Construction of Deopani BridgeBijay Krishna DasBelum ada peringkat
- 1336Dokumen10 halaman1336Nithyanandhan TranzionBelum ada peringkat
- Road Asset Management System (Rams) SOP For Data Collection Through NSVDokumen15 halamanRoad Asset Management System (Rams) SOP For Data Collection Through NSVSaurav KumarBelum ada peringkat
- 128802868-Codes-List-for-irc Code Bridges PDFDokumen6 halaman128802868-Codes-List-for-irc Code Bridges PDFRavi KumarBelum ada peringkat
- Mechanistic-Empirical Pavement Design Guide (MEPDG) : A Bird's-Eye ViewDokumen20 halamanMechanistic-Empirical Pavement Design Guide (MEPDG) : A Bird's-Eye Viewjoe hassBelum ada peringkat
- Irc SP 72Dokumen52 halamanIrc SP 72TRAFFIC HRS100% (1)
- Concrete Vs AsphaltDokumen2 halamanConcrete Vs AsphaltGregor GrbecBelum ada peringkat
- Check List (Quality Auditors) - Converted1Dokumen65 halamanCheck List (Quality Auditors) - Converted1DeepakBelum ada peringkat
- REDDYDokumen6 halamanREDDYசமுத்திரக் KANIBelum ada peringkat
- Traffic and Highway Engineering 5Th Edition Garber Nicholas J All ChapterDokumen67 halamanTraffic and Highway Engineering 5Th Edition Garber Nicholas J All Chapterreyes.smith133100% (4)
- Whitetopping NRRDADokumen78 halamanWhitetopping NRRDAsombansBelum ada peringkat
- 1 Snyder Dowel Bar StandardizationDokumen21 halaman1 Snyder Dowel Bar StandardizationTim LinBelum ada peringkat
- Analysis of Dynamic Wheel Loads of A Semi-Trailer Truck With Air-Spring and Leaf-Spring Suspension SystemsDokumen7 halamanAnalysis of Dynamic Wheel Loads of A Semi-Trailer Truck With Air-Spring and Leaf-Spring Suspension SystemsENG AIK LIMBelum ada peringkat
- NR-L3-CIV-140-202C (Issue 2) - Section 202 Road Pavements (Sept 2009)Dokumen5 halamanNR-L3-CIV-140-202C (Issue 2) - Section 202 Road Pavements (Sept 2009)sandycastleBelum ada peringkat
- Pavement Overlay or New DesignDokumen20 halamanPavement Overlay or New Designgimanu100% (1)
- ASTM PaperDokumen14 halamanASTM PaperWidmar BalbinBelum ada peringkat
- Pavement Design & Highway ConstructionDokumen50 halamanPavement Design & Highway ConstructionAjay PatelBelum ada peringkat
- PDF Lrbics Manual CompressDokumen52 halamanPDF Lrbics Manual Compresskathleen caraanBelum ada peringkat
- Dana S-110 Specs Gral PDFDokumen98 halamanDana S-110 Specs Gral PDFHugo Perez ZermeñoBelum ada peringkat
- AppH-1 SESDokumen372 halamanAppH-1 SESBoc VictaBelum ada peringkat
- EE (QC) (3) /DDA/Circular/2004/ F Circular No 151 DTDokumen21 halamanEE (QC) (3) /DDA/Circular/2004/ F Circular No 151 DTabualamalBelum ada peringkat
- SD-A01 Index of Standard Drawings: Drawing Number Drawing Title Recent RevisionDokumen51 halamanSD-A01 Index of Standard Drawings: Drawing Number Drawing Title Recent RevisionBarrasons Engineers TeamBelum ada peringkat
- CSR-2014 Kohistan KPKDokumen11 halamanCSR-2014 Kohistan KPKdiamer bashaBelum ada peringkat
- Analysis of Dprs of Highway ProjectDokumen52 halamanAnalysis of Dprs of Highway Projectharsha vardhanBelum ada peringkat
- Pif 00 Forms Final ListDokumen8 halamanPif 00 Forms Final Listkaty leeBelum ada peringkat
- Michael S. Mamlouk, PH.D., P.E., F.AsceDokumen14 halamanMichael S. Mamlouk, PH.D., P.E., F.AsceBAMSBelum ada peringkat
- Guide Autocad LayersDokumen17 halamanGuide Autocad LayersMoe Oo HtunBelum ada peringkat
- Road BOQDokumen129 halamanRoad BOQSunil Kumar GeraBelum ada peringkat
- 2020 Standard Specifications Construction PDFDokumen1.146 halaman2020 Standard Specifications Construction PDFMonica VegaBelum ada peringkat
- CMT Plate No. 1 BitumenDokumen1 halamanCMT Plate No. 1 Bitumenriclear ramosBelum ada peringkat
- Pavement Reinforcement System: Glasgrid®Dokumen4 halamanPavement Reinforcement System: Glasgrid®Cristián JiménezBelum ada peringkat