Anda mungkin juga menyukai
- Carl N. Anderson Bayard E. Bosserman Il Charles D. Morris Contri Butors Casi Cadrecha Joseph E. Lescovich Harvey W. Taylor John VuncannonDokumen15 halamanCarl N. Anderson Bayard E. Bosserman Il Charles D. Morris Contri Butors Casi Cadrecha Joseph E. Lescovich Harvey W. Taylor John Vuncannonshady mohamedBelum ada peringkat
- DRESSER ControlValveCavitationDokumen10 halamanDRESSER ControlValveCavitationLindsey PatrickBelum ada peringkat
- ValvesDokumen31 halamanValvesJuber KhatibBelum ada peringkat
- Bell and Gossett Sump DesignDokumen8 halamanBell and Gossett Sump DesignVelpandian ManiBelum ada peringkat
- Gate Valve Wedge PDFDokumen5 halamanGate Valve Wedge PDFpvsreddy2002Belum ada peringkat
- Previous Page: 11-4. Overhung-Lmpeller PumpsDokumen25 halamanPrevious Page: 11-4. Overhung-Lmpeller Pumpsshady mohamedBelum ada peringkat
- Other Pumps Sumps For Solids-Bearing Waters: 12-6. Summary of Trench-Type Wet Well CharacteristicsDokumen29 halamanOther Pumps Sumps For Solids-Bearing Waters: 12-6. Summary of Trench-Type Wet Well Characteristicsshady mohamedBelum ada peringkat
- Thermal Relief ValvesDokumen2 halamanThermal Relief ValvesMubarak AhmadBelum ada peringkat
- Chokes ValveDokumen16 halamanChokes ValveMuse TaqimBelum ada peringkat
- Isolation Valves - Linear MovementDokumen9 halamanIsolation Valves - Linear MovementEmad A.AhmadBelum ada peringkat
- Butterfly Valve FundamentalDokumen40 halamanButterfly Valve Fundamentaldocdia1235083Belum ada peringkat
- Design Guidelines FOR Wastewater FacilitiesDokumen20 halamanDesign Guidelines FOR Wastewater FacilitiesAbbi UnoBelum ada peringkat
- 13aDokumen15 halaman13ashady mohamedBelum ada peringkat
- Unit 2: - Control ValvesDokumen21 halamanUnit 2: - Control ValvesCarn Joseph100% (1)
- BleachDokumen4 halamanBleachPavesh Gangen100% (1)
- Pumping Station Design: Third EditionDokumen9 halamanPumping Station Design: Third EditionAli FakhriBelum ada peringkat
- Multiport Selector Valves CatalogueDokumen4 halamanMultiport Selector Valves CatalogueShakeel AhmedBelum ada peringkat
- 10 State Standards - Waste Water FacilitiesDokumen178 halaman10 State Standards - Waste Water Facilitiesblin254Belum ada peringkat
- Failure Analysis of Storage TankDokumen13 halamanFailure Analysis of Storage TankDavid Rodrigues100% (1)
- Previous Page: 13-9. InsulationDokumen15 halamanPrevious Page: 13-9. Insulationshady mohamedBelum ada peringkat
- Recommendation For Elimination of Lead Filling in Target FlangesDokumen10 halamanRecommendation For Elimination of Lead Filling in Target FlangesYoung Su KoBelum ada peringkat
- LCC Executive SummaryDokumen23 halamanLCC Executive SummarySuhartomtBelum ada peringkat
- Wellhead Operations & Maintenance Course SummaryDokumen65 halamanWellhead Operations & Maintenance Course SummaryMustafa NaithelBelum ada peringkat
- Lining of Irrigation Canals and Economics of LiningDokumen33 halamanLining of Irrigation Canals and Economics of LiningSuresh C100% (1)
- Passavant E&E Company Profile-4th QTRDokumen77 halamanPassavant E&E Company Profile-4th QTRSami Sawalha100% (1)
- Fundamentals - ValvesDokumen52 halamanFundamentals - Valvesapi-3808778100% (2)
- Guide To Design and Selection of Check Valves PDFDokumen18 halamanGuide To Design and Selection of Check Valves PDFNareshBelum ada peringkat
- Introduction To Gate Valves and Gate Valve TypesDokumen14 halamanIntroduction To Gate Valves and Gate Valve Typesramyatan SinghBelum ada peringkat
- Choke Flow CVDokumen5 halamanChoke Flow CVpca97Belum ada peringkat
- VALVE TYPES AssignmentDokumen10 halamanVALVE TYPES Assignmentbabe100% (2)
- VetcoGray S-Series SVXTDokumen2 halamanVetcoGray S-Series SVXTarchitectintxBelum ada peringkat
- Valve World Sample Issue PDFDokumen96 halamanValve World Sample Issue PDFz2aliBelum ada peringkat
- Drawing Checking Reference GuideDokumen21 halamanDrawing Checking Reference GuideDevendra BangarBelum ada peringkat
- Control ValvesDokumen38 halamanControl ValvesSridhar GudapatiBelum ada peringkat
- Gas Production Gathering NetworkDokumen9 halamanGas Production Gathering NetworkVhaieBelum ada peringkat
- Wellhead PlatformDokumen7 halamanWellhead PlatformMd KhanBelum ada peringkat
- Types of ValvesDokumen36 halamanTypes of Valvespackiandavid1982Belum ada peringkat
- Valve HandbookDokumen52 halamanValve Handbookshivam100% (1)
- Application of Agitation: ApplicationsDokumen6 halamanApplication of Agitation: ApplicationsPauline OrtillaBelum ada peringkat
- Butterfly Valve Info PDFDokumen14 halamanButterfly Valve Info PDFCS100% (1)
- SubseaDokumen170 halamanSubseaKen ABelum ada peringkat
- Cryogenic Service Ball ValveDokumen2 halamanCryogenic Service Ball ValvesaminasritnBelum ada peringkat
- Bilfinger Water Technologies - Solutions For Fine and Micro-SievingDokumen8 halamanBilfinger Water Technologies - Solutions For Fine and Micro-SievingmohamedBelum ada peringkat
- Module 1 - Basics of Bioprocess Technology: ValvesDokumen5 halamanModule 1 - Basics of Bioprocess Technology: ValvesnavneetBelum ada peringkat
- Mj-1645-Us Expanding Gate Valve MJDokumen16 halamanMj-1645-Us Expanding Gate Valve MJgm_revankar3942Belum ada peringkat
- Syllabus WellsDokumen38 halamanSyllabus WellsjeedanBelum ada peringkat
- Water Problems On Gas/Oil WellsDokumen11 halamanWater Problems On Gas/Oil WellswillyBelum ada peringkat
- Corrugated Metal Pipe Design Guide: Engineered SolutionsDokumen20 halamanCorrugated Metal Pipe Design Guide: Engineered SolutionsagussalimBelum ada peringkat
- Design of Absorber PDF FreeDokumen18 halamanDesign of Absorber PDF FreeANGELINA NITA WIDIYAWATIBelum ada peringkat
- HY10 1630US 5 2012-Diaphragm AccumulatorsDokumen6 halamanHY10 1630US 5 2012-Diaphragm AccumulatorsAlejandro GilBelum ada peringkat
- Valve Basics PDFDokumen228 halamanValve Basics PDFsuhailfarhaan100% (1)
- Diaphragm Accumulators: - AD SeriesDokumen6 halamanDiaphragm Accumulators: - AD SeriesAFG AutomacaoBelum ada peringkat
- Tur Bulat or WebDokumen13 halamanTur Bulat or WebBakkiyarajBelum ada peringkat
- Power & Severe ServiceDokumen220 halamanPower & Severe ServiceJeremiah CayondongBelum ada peringkat
- Corrugated Metal Pipe Design Guide: Engineered SolutionsDokumen20 halamanCorrugated Metal Pipe Design Guide: Engineered SolutionsDave WeiBelum ada peringkat
- Control Valves Two PortDokumen16 halamanControl Valves Two Portwendelreis19746883100% (1)
- Valves NotesDokumen34 halamanValves Notestramperoargentina100% (1)
- Forbes Marshall Piston ValvesDokumen8 halamanForbes Marshall Piston ValvesAnonymous 0CnvpxSBelum ada peringkat
- Ydraulic Accessories: Presented By: Deshpande Aditya N. (112211)Dokumen69 halamanYdraulic Accessories: Presented By: Deshpande Aditya N. (112211)Kanwar Pal Singh DhillonBelum ada peringkat
- Flange Heaters - CX: Application CorrosionDokumen12 halamanFlange Heaters - CX: Application CorrosionGustav MolMedBelum ada peringkat
- W Machine ManualDokumen51 halamanW Machine ManualSakir ZakBelum ada peringkat
- TALIS Desalination Solutions 2019 WebDokumen16 halamanTALIS Desalination Solutions 2019 WebSakir ZakBelum ada peringkat
- Schengen Visa Application Form EnglishDokumen4 halamanSchengen Visa Application Form EnglishHatem FallouhBelum ada peringkat
- VMS Vertical Multi Stage Pumps IOM PDFDokumen32 halamanVMS Vertical Multi Stage Pumps IOM PDFThuan PhamtanBelum ada peringkat
- AV 03TheoryAppSizingAVs 4-7-15Dokumen8 halamanAV 03TheoryAppSizingAVs 4-7-15Aly AnisBelum ada peringkat
- Vaccum Machine Technology IntroductionDokumen9 halamanVaccum Machine Technology IntroductionSakir ZakBelum ada peringkat
- 371hw06s (Rapid Mix Tank Design-Sample 1)Dokumen5 halaman371hw06s (Rapid Mix Tank Design-Sample 1)Yang Ching HianBelum ada peringkat
- Main Spain PDFDokumen12 halamanMain Spain PDFSakir ZakBelum ada peringkat
- VMS Vertical Multi Stage Pumps IOM PDFDokumen32 halamanVMS Vertical Multi Stage Pumps IOM PDFThuan PhamtanBelum ada peringkat
- Guia Diseño RejasDokumen10 halamanGuia Diseño RejasJose Alberto Muñoz FloresBelum ada peringkat
- wdr2018 04Dokumen4 halamanwdr2018 04Sakir ZakBelum ada peringkat
- Submersible Mixer SulzerDokumen8 halamanSubmersible Mixer SulzerSakir ZakBelum ada peringkat
- Medical Handbook BOOK - GULF - 01Dokumen16 halamanMedical Handbook BOOK - GULF - 01Sakir ZakBelum ada peringkat
- AV 03TheoryAppSizingAVs 4-7-15Dokumen8 halamanAV 03TheoryAppSizingAVs 4-7-15Aly AnisBelum ada peringkat
- StainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerDokumen14 halamanStainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerahumairBelum ada peringkat
- Stage 2 25 Degree CDokumen4 halamanStage 2 25 Degree CSakir ZakBelum ada peringkat
- Installation Manual: Daikin Room Air ConditionerDokumen16 halamanInstallation Manual: Daikin Room Air ConditionerSakir ZakBelum ada peringkat
- HVAC Cooling Load Procedure Guideline Lo0Dokumen62 halamanHVAC Cooling Load Procedure Guideline Lo0api-385802594% (36)
- Pressure Drop in PipesDokumen3 halamanPressure Drop in PipesSakir ZakBelum ada peringkat
- wdr2018 04Dokumen4 halamanwdr2018 04Sakir ZakBelum ada peringkat
- GUYER 2012 Introduction To Pumping Stations For Water Supply Systems PDFDokumen42 halamanGUYER 2012 Introduction To Pumping Stations For Water Supply Systems PDFKaniz PriyangkaBelum ada peringkat
- Selection and Sizing of Air Release Valves PDFDokumen22 halamanSelection and Sizing of Air Release Valves PDFMilenko TulencicBelum ada peringkat
- GRP & HDPE ComaparisonDokumen39 halamanGRP & HDPE ComaparisonRadhika VeeralaBelum ada peringkat
- Installation Manual: Daikin Room Air ConditionerDokumen16 halamanInstallation Manual: Daikin Room Air ConditionerSakir ZakBelum ada peringkat
- Iampas 55 AssessmethodologylrDokumen4 halamanIampas 55 AssessmethodologylrrafolscgBelum ada peringkat
- 5K Series - Single Stage: Stainless SteelDokumen4 halaman5K Series - Single Stage: Stainless SteelsuvaslBelum ada peringkat
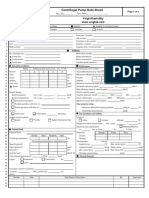
- Centrifugal Pump Data Sheet: Voigt-AbernathyDokumen4 halamanCentrifugal Pump Data Sheet: Voigt-AbernathySakir ZakBelum ada peringkat
- 3.large Centrifugal Wastewater PumpsDokumen16 halaman3.large Centrifugal Wastewater PumpsOzren DjuricBelum ada peringkat
- DrawingDokumen1 halamanDrawingSakir ZakBelum ada peringkat
- Cost Esti Mate Classi FI Cati ON System - AS Appli ED I N Engi Neeri NG, Procurement, AND Constructi ON FOR THE Process I Ndustri ESDokumen7 halamanCost Esti Mate Classi FI Cati ON System - AS Appli ED I N Engi Neeri NG, Procurement, AND Constructi ON FOR THE Process I Ndustri ESGUILMER VICTORIOBelum ada peringkat
- Engine Performance Data at 1500 RPM: QSK 1 Cummins IncDokumen4 halamanEngine Performance Data at 1500 RPM: QSK 1 Cummins IncBalariniRetífica100% (1)
- Number System Questions PDFDokumen20 halamanNumber System Questions PDFMynur RahmanBelum ada peringkat
- Shaping Plastic Forming1Dokumen24 halamanShaping Plastic Forming1Himan JitBelum ada peringkat
- Wavetek Portable RF Power Meter Model 1034A (1499-14166) Operating and Maintenance Manual, 1966.Dokumen64 halamanWavetek Portable RF Power Meter Model 1034A (1499-14166) Operating and Maintenance Manual, 1966.Bob Laughlin, KWØRLBelum ada peringkat
- Translating Trig Graphs PDFDokumen4 halamanTranslating Trig Graphs PDFMark Abion ValladolidBelum ada peringkat
- Bubble Sort ExampleDokumen7 halamanBubble Sort Examplenur_anis_8Belum ada peringkat
- Three - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureDokumen6 halamanThree - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureWenjun ZhangBelum ada peringkat
- Pressure Sensor Air PST Datasheet 51 en 2780071435Dokumen3 halamanPressure Sensor Air PST Datasheet 51 en 2780071435Luis GuevaraBelum ada peringkat
- EP 1110-1-8 Vo2 PDFDokumen501 halamanEP 1110-1-8 Vo2 PDFyodiumhchltBelum ada peringkat
- Biztalk and Oracle IntegrationDokumen2 halamanBiztalk and Oracle IntegrationkaushiksinBelum ada peringkat
- EXP.2 Enzyme Extraction From BacteriaDokumen3 halamanEXP.2 Enzyme Extraction From BacteriaLinhNguyeBelum ada peringkat
- 2023-1509 TopSolid'Design Library Designer's GuideDokumen21 halaman2023-1509 TopSolid'Design Library Designer's GuideMáy TiệnBelum ada peringkat
- Motionless Electromagnetic GeneratorDokumen8 halamanMotionless Electromagnetic Generatorraja100% (1)
- DocuDokumen77 halamanDocuDon'tAsK TheStupidOnesBelum ada peringkat
- SL-19536 - REV2!02!13 User Manual MC CondensersDokumen68 halamanSL-19536 - REV2!02!13 User Manual MC CondensersCristian SevillaBelum ada peringkat
- Solved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Dokumen4 halamanSolved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Sanjna ChimnaniBelum ada peringkat
- Lab 6Dokumen12 halamanLab 6Sujan HeujuBelum ada peringkat
- Life Processes: Science Unit 1Dokumen19 halamanLife Processes: Science Unit 1patil pratikBelum ada peringkat
- Satisfaction and Revisit Intentions at Fast Food RestaurantsDokumen12 halamanSatisfaction and Revisit Intentions at Fast Food RestaurantsKunal LodhiBelum ada peringkat
- Database Programming With SQL 12-3: DEFAULT Values, MERGE, and Multi-Table Inserts Practice ActivitiesDokumen2 halamanDatabase Programming With SQL 12-3: DEFAULT Values, MERGE, and Multi-Table Inserts Practice ActivitiesFlorin CatalinBelum ada peringkat
- Mathematics in The Modern World ReviewerDokumen2 halamanMathematics in The Modern World ReviewerVince Luigi ZepedaBelum ada peringkat
- Plagiarism - ReportDokumen6 halamanPlagiarism - ReportDipesh NagpalBelum ada peringkat
- Crack Width Design - IS456-2000Dokumen1 halamanCrack Width Design - IS456-2000Nitesh SinghBelum ada peringkat
- Index Terms LinksDokumen31 halamanIndex Terms Linksdeeptiwagle5649Belum ada peringkat
- List of GHS Hazard Statement & PictogramsDokumen33 halamanList of GHS Hazard Statement & PictogramsKhairul BarsriBelum ada peringkat
- MODULAR QUIZ - 57 - Steel DesignDokumen9 halamanMODULAR QUIZ - 57 - Steel DesignCornelio J. FernandezBelum ada peringkat
- Solenoid ValveDokumen76 halamanSolenoid ValveazlanBelum ada peringkat
- Learning MenuDokumen8 halamanLearning Menuapi-464525668Belum ada peringkat
- Solution Manual For Introductory Statistics 9th Edition by Mann Chapters 1 13 PDFDokumen10 halamanSolution Manual For Introductory Statistics 9th Edition by Mann Chapters 1 13 PDFa40095824643% (14)