Anda mungkin juga menyukai
- Lotus Academy CONTECT 9452054455, 8299519238: Visit Us WWW - Lotusacademytfgate.co - inDokumen13 halamanLotus Academy CONTECT 9452054455, 8299519238: Visit Us WWW - Lotusacademytfgate.co - inShailendra Mishra100% (2)
- YMT Question & AnswerDokumen11 halamanYMT Question & AnswerShailendra Mishra80% (5)
- Spinning Objective QuestionsDokumen5 halamanSpinning Objective QuestionsBhuva_jana91% (11)
- Weaving & Knitting Technology QuestionsDokumen10 halamanWeaving & Knitting Technology Questionsvaishali sharma100% (3)
- Yarn Manufacturing Gate QuestionsDokumen40 halamanYarn Manufacturing Gate QuestionsSiva Jagadish Kumar M25% (8)
- Spinning Objective QuestionsDokumen24 halamanSpinning Objective QuestionsRonak Joshi79% (19)
- Weaving QuestionDokumen2 halamanWeaving QuestionShailendra Mishra92% (24)
- Ginning and Blowroom Two Marks Question With AnswerDokumen6 halamanGinning and Blowroom Two Marks Question With AnswerSivakumar K100% (2)
- Sample Questions For Practice Fiber LengthDokumen0 halamanSample Questions For Practice Fiber LengthShailendra Mishra100% (4)
- GATE 2004 Textile Engineering and Fiber Science QuestionsDokumen8 halamanGATE 2004 Textile Engineering and Fiber Science QuestionsShailendra Mishra100% (1)
- Textile Objective Type Question With AnswerDokumen103 halamanTextile Objective Type Question With AnswerSivakumar K82% (106)
- TF Textile Gate 2011 Question PaperDokumen17 halamanTF Textile Gate 2011 Question PaperShailendra Mishra100% (2)
- MCQ 2 (Spinning)Dokumen2 halamanMCQ 2 (Spinning)khalil khan100% (1)
- Chemical Composition of Cotton Fiber:: Read MoreDokumen3 halamanChemical Composition of Cotton Fiber:: Read MoreShailendra Mishra50% (2)
- Gate-2000 Spinning Exam QuestionsDokumen40 halamanGate-2000 Spinning Exam QuestionsSantoshBelum ada peringkat
- Sub.: PTP (Weaving) MCQDokumen5 halamanSub.: PTP (Weaving) MCQRitikk patel100% (3)
- SSM College Textile Engineering Dept Nonwoven Fabric ProductionDokumen9 halamanSSM College Textile Engineering Dept Nonwoven Fabric Production9043785763100% (1)
- GATE 2006 - Question Paper TF: Textile Engineering and Fiber ScienceDokumen25 halamanGATE 2006 - Question Paper TF: Textile Engineering and Fiber ScienceChandra Deep Mishra100% (2)
- MCQ (1) SpinningDokumen3 halamanMCQ (1) SpinningAnonymous Pt7NHkat9100% (3)
- QuesDokumen5 halamanQuesBhoobala KrishnanBelum ada peringkat
- MCQ - 2 (Spinning) PDFDokumen2 halamanMCQ - 2 (Spinning) PDFAnonymous Pt7NHkat9100% (1)
- Textile QuestionDokumen6 halamanTextile QuestionAnkush KumarBelum ada peringkat
- Fibers and Textiles Knowledge QuizDokumen9 halamanFibers and Textiles Knowledge QuizPreeti RawatBelum ada peringkat
- Nonwoven Technolog1Dokumen30 halamanNonwoven Technolog1Subburaj KarthickBelum ada peringkat
- Placement Training Knitting QuestionsDokumen2 halamanPlacement Training Knitting QuestionsShailendra Mishra50% (2)
- Woven Fabric CalculationDokumen4 halamanWoven Fabric CalculationHeba Zakaria Abou HashishBelum ada peringkat
- Weaving exam questions on loom parts and fabric propertiesDokumen2 halamanWeaving exam questions on loom parts and fabric propertiesTanishq Awasthi100% (2)
- Objective Type QuestionDokumen5 halamanObjective Type QuestionSivakumar K85% (13)
- GATE 2005 - Question Paper TF: Textile Engineering and Fiber ScienceDokumen25 halamanGATE 2005 - Question Paper TF: Textile Engineering and Fiber ScienceChandra Deep Mishra100% (1)
- GATE 2016 2018 Textile Engineering and Fibre Science Question Paper and Answer Key PDFDokumen48 halamanGATE 2016 2018 Textile Engineering and Fibre Science Question Paper and Answer Key PDFJAMUNA JournalistBelum ada peringkat
- Job, Viva, Interview Questions For Textile EngineersDokumen86 halamanJob, Viva, Interview Questions For Textile EngineersMazedul Hasan Shishir100% (8)
- 25-Sub-Question Objective Test on Textile Fibres and Manufacturing ProcessesDokumen7 halaman25-Sub-Question Objective Test on Textile Fibres and Manufacturing ProcessesJoshi Parth100% (1)
- Relationship Between Cy and RyDokumen4 halamanRelationship Between Cy and RyTanishq Awasthi100% (3)
- Everything You Need to Know About Fibres Like Cotton, Jute and WoolDokumen9 halamanEverything You Need to Know About Fibres Like Cotton, Jute and WoolpapiaaBelum ada peringkat
- Builder MotionDokumen13 halamanBuilder MotionShailendra Mishra100% (2)
- Calculate The Cleaning Efficiency of Blow Room Line.Dokumen2 halamanCalculate The Cleaning Efficiency of Blow Room Line.Ammar Naeem Bhatti83% (6)
- Yarn Faults and ClearingDokumen8 halamanYarn Faults and Clearingsitu_tex8594100% (7)
- Process Control in SpinningDokumen31 halamanProcess Control in Spinningapi-2649455553% (15)
- Ring Frame Cop BuildingDokumen23 halamanRing Frame Cop BuildingSiva Jagadish Kumar M86% (7)
- CV CalculationDokumen7 halamanCV CalculationNirbhay Sharma71% (7)
- CH 2 Geometric Modelling of Fabric Structure (1) ADokumen38 halamanCH 2 Geometric Modelling of Fabric Structure (1) AAmit pandeyBelum ada peringkat
- TA0904 Textile Chemical ProcessingDokumen2 halamanTA0904 Textile Chemical ProcessingShailendra Mishra100% (1)
- Textile and Garment QuestionsDokumen12 halamanTextile and Garment Questionswaseem100% (4)
- Lotus Academy - Fibre Science PDFDokumen3 halamanLotus Academy - Fibre Science PDFRishabh Mishra100% (1)
- CTPC Chapter 2 MCQDokumen12 halamanCTPC Chapter 2 MCQNUR AZNAN PATWARY 45 Batch DCEBelum ada peringkat
- Woven Fabric Geometry ModelsDokumen21 halamanWoven Fabric Geometry ModelsShailendra Mishra100% (2)
- Numerical ProblemsDokumen4 halamanNumerical ProblemsAdrian EndBelum ada peringkat
- Heald Staggering MechanismDokumen5 halamanHeald Staggering MechanismSOLAYMAN100% (1)
- GATE 1992 - Question Paper TF: Textile Engineering and Fiber ScienceDokumen19 halamanGATE 1992 - Question Paper TF: Textile Engineering and Fiber ScienceChandra Deep MishraBelum ada peringkat
- Advanced Fabric Structure PDFDokumen35 halamanAdvanced Fabric Structure PDFManoj Mondal83% (6)
- Blow RoomDokumen54 halamanBlow RoomSivakumar K100% (4)
- Lect2 - Blow Room 1Dokumen18 halamanLect2 - Blow Room 1Mina Samy abd el zaherBelum ada peringkat
- Question Paper 2 PDFDokumen8 halamanQuestion Paper 2 PDFaquibzafarBelum ada peringkat
- 146 2023Dokumen18 halaman146 2023civillabexperimentsBelum ada peringkat
- 195 2023 ADokumen14 halaman195 2023 AelankunnapuzhagpBelum ada peringkat
- Technical Test - MechDokumen3 halamanTechnical Test - MechS RBelum ada peringkat
- Shaft resisting moment and beam bending momentsDokumen12 halamanShaft resisting moment and beam bending momentsthemathloverBelum ada peringkat
- Official ISRO Previous Paper 2008 - Download Now!Dokumen11 halamanOfficial ISRO Previous Paper 2008 - Download Now!nidhi tripathiBelum ada peringkat
- 2018 April CE352-A - Ktu QbankDokumen5 halaman2018 April CE352-A - Ktu QbankAkshaya Dheer MadugulaBelum ada peringkat
- GATE 2011 TF PaperDokumen12 halamanGATE 2011 TF PaperRakeahkumarDabkeyaBelum ada peringkat
- FalseDokumen8 halamanFalseShailendra MishraBelum ada peringkat
- Percentage ExerciseDokumen4 halamanPercentage ExerciseShailendra Mishra100% (1)
- Weaving QuestionDokumen2 halamanWeaving QuestionShailendra Mishra92% (24)
- Localized Dyeing Is Called Printing: Key Purpose of PrintingDokumen10 halamanLocalized Dyeing Is Called Printing: Key Purpose of PrintingShailendra MishraBelum ada peringkat
- Section-Xi Chapter-58: Special Woven Fabrics Tufted Textile Fabrics Lace Tapestries Trimmings EmbroideryDokumen8 halamanSection-Xi Chapter-58: Special Woven Fabrics Tufted Textile Fabrics Lace Tapestries Trimmings EmbroideryShailendra MishraBelum ada peringkat
- P and SDokumen7 halamanP and SShailendra MishraBelum ada peringkat
- Textile Printing Techniques and MethodsDokumen7 halamanTextile Printing Techniques and MethodsSajib Mahmud ShahriarBelum ada peringkat
- Chemical Composition of Cotton Fiber:: Read MoreDokumen3 halamanChemical Composition of Cotton Fiber:: Read MoreShailendra Mishra50% (2)
- Apt SheetDokumen8 halamanApt SheetShailendra MishraBelum ada peringkat
- 2011Dokumen12 halaman2011Shailendra MishraBelum ada peringkat
- Placement Training Knitting QuestionsDokumen2 halamanPlacement Training Knitting QuestionsShailendra Mishra50% (2)
- TA0904 Textile Chemical ProcessingDokumen2 halamanTA0904 Textile Chemical ProcessingShailendra Mishra100% (1)
- Weft vs. Warp Knitting ComparisonDokumen14 halamanWeft vs. Warp Knitting ComparisonRajeev Sharan100% (2)
- 1994Dokumen8 halaman1994Shailendra MishraBelum ada peringkat
- TF Textile Gate 2011 Question PaperDokumen17 halamanTF Textile Gate 2011 Question PaperShailendra Mishra100% (2)
- Descriptive So LnsDokumen4 halamanDescriptive So LnsShailendra MishraBelum ada peringkat
- Sample Test PapersDokumen22 halamanSample Test PapersShailendra MishraBelum ada peringkat
- FRP ConstructionDokumen21 halamanFRP ConstructionShailendra Mishra100% (1)
- EC-GATE-2012 KeyDokumen31 halamanEC-GATE-2012 KeypnrgoudBelum ada peringkat
- Needlepunch PPPDokumen29 halamanNeedlepunch PPPShailendra MishraBelum ada peringkat
- Dyeing Guide: Classification, Application & MachineryDokumen37 halamanDyeing Guide: Classification, Application & MachineryP. Lakshmanakanth88% (17)
- PolyesterDokumen20 halamanPolyesterShailendra MishraBelum ada peringkat
- HumidificationDokumen9 halamanHumidificationShailendra MishraBelum ada peringkat
- Apti 1Dokumen3 halamanApti 1Bodhi VimalBelum ada peringkat
- Effect of Spindle Speed of Ring Frame On Yarn QualityDokumen5 halamanEffect of Spindle Speed of Ring Frame On Yarn QualityVijay PandeyBelum ada peringkat
- Mills List in BangladeshDokumen25 halamanMills List in BangladeshJayaprakash Subban100% (1)
- Textile Basic SpinningDokumen21 halamanTextile Basic SpinningAnonymous Pt7NHkat9100% (1)
- Training Report at Sambhav Spinning MillDokumen33 halamanTraining Report at Sambhav Spinning MillSwati Sharma100% (5)
- No Nama & No SOPDokumen6 halamanNo Nama & No SOPHermawan JakeBelum ada peringkat
- Yarn Setting & ClassimatDokumen17 halamanYarn Setting & ClassimatMd. Mamunur RashidBelum ada peringkat
- Introduction To Spinning WheelsDokumen17 halamanIntroduction To Spinning Wheelsbouboulle180% (5)
- Virudhunagar IndustriesDokumen42 halamanVirudhunagar IndustriesRanjani PoobalanBelum ada peringkat
- Comparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedDokumen14 halamanComparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedBithy PaulBelum ada peringkat
- Yarn Manufacturing ProcessDokumen92 halamanYarn Manufacturing ProcessUjjwal Anand50% (2)
- Product Information enDokumen452 halamanProduct Information enThảo Nguyên100% (1)
- Objects of Carding in Spinning MillDokumen1 halamanObjects of Carding in Spinning MillDaksh PuraniBelum ada peringkat
- InternshipDokumen14 halamanInternshipshah BilalBelum ada peringkat
- Narasus Spinning MillsDokumen5 halamanNarasus Spinning MillsSivaharichandarn SivaBelum ada peringkat
- Product Guide: Teraspin Spindle Bearing Units and Complete SpindlesDokumen6 halamanProduct Guide: Teraspin Spindle Bearing Units and Complete SpindlesNeelakandan DBelum ada peringkat
- Textile - Reference Book For SpinningDokumen199 halamanTextile - Reference Book For SpinningMd. Moshiur RahmanBelum ada peringkat
- Spinning Mills in NarayangonjDokumen4 halamanSpinning Mills in NarayangonjkonaBelum ada peringkat
- Isin LankaDokumen8 halamanIsin LankaThilinaAbhayarathne100% (1)
- Basher Spinning Mills Ltd. Basher Spinning Mills LTDDokumen7 halamanBasher Spinning Mills Ltd. Basher Spinning Mills LTDMd. Mamunur RashidBelum ada peringkat
- Special YarnDokumen4 halamanSpecial Yarnshadath072Belum ada peringkat
- Wool 482 582 08 T 14 PDFDokumen16 halamanWool 482 582 08 T 14 PDFNazmul-HassanBelum ada peringkat
- Open End Spinning-SkDokumen3 halamanOpen End Spinning-Skshaikat6163Belum ada peringkat
- Analysis of Spinning & Knitting Mill ProcessesDokumen32 halamanAnalysis of Spinning & Knitting Mill ProcessesMehzabeen ShahidyBelum ada peringkat
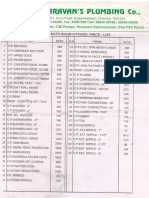
- Waterman Bathroom Fittings PricelistDokumen1 halamanWaterman Bathroom Fittings Pricelisthussain28097373Belum ada peringkat
- Study Speed Transmission Drafting Zones Roving Ring FramesDokumen5 halamanStudy Speed Transmission Drafting Zones Roving Ring FramesNain JBelum ada peringkat
- Name of Experiment: Study On A Simplex MachineDokumen2 halamanName of Experiment: Study On A Simplex MachineMd.HassanBelum ada peringkat
- Introduction To CardingDokumen14 halamanIntroduction To CardingMujahid Mehdi100% (1)
- Yarn Manufacturing IntroductionDokumen17 halamanYarn Manufacturing IntroductionShan Imtiaz67% (3)
- 4th Semester: Ptx4I102 Yarn Manufacture - IiDokumen2 halaman4th Semester: Ptx4I102 Yarn Manufacture - Iilalit kashyapBelum ada peringkat
- Bales and Seed DispatchDokumen8 halamanBales and Seed DispatchEswar KumarBelum ada peringkat
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeDari EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimePenilaian: 4.5 dari 5 bintang4.5/5 (3223)
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterDari EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterPenilaian: 4 dari 5 bintang4/5 (467)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingDari EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingPenilaian: 4.5 dari 5 bintang4.5/5 (843)
- The Martha Manual: How to Do (Almost) EverythingDari EverandThe Martha Manual: How to Do (Almost) EverythingPenilaian: 4 dari 5 bintang4/5 (11)
- Lightly: How to Live a Simple, Serene & Stress-free LifeDari EverandLightly: How to Live a Simple, Serene & Stress-free LifePenilaian: 4 dari 5 bintang4/5 (12)
- How To Win Friends And Influence PeopleDari EverandHow To Win Friends And Influence PeoplePenilaian: 4.5 dari 5 bintang4.5/5 (6510)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldDari EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldPenilaian: 3.5 dari 5 bintang3.5/5 (5)
- Plant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingDari EverandPlant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingPenilaian: 4.5 dari 5 bintang4.5/5 (20)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsDari EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Survival Mom: How to Prepare Your Family for Everyday Disasters and Worst-Case ScenariosDari EverandSurvival Mom: How to Prepare Your Family for Everyday Disasters and Worst-Case ScenariosPenilaian: 3.5 dari 5 bintang3.5/5 (8)
- Aristotle and Dante Discover the Secrets of the UniverseDari EverandAristotle and Dante Discover the Secrets of the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (2341)
- The Buy Nothing, Get Everything Plan: Discover the Joy of Spending Less, Sharing More, and Living GenerouslyDari EverandThe Buy Nothing, Get Everything Plan: Discover the Joy of Spending Less, Sharing More, and Living GenerouslyPenilaian: 4 dari 5 bintang4/5 (40)
- Crochet Impkins: Over a million possible combinations! Yes, really!Dari EverandCrochet Impkins: Over a million possible combinations! Yes, really!Penilaian: 4.5 dari 5 bintang4.5/5 (9)
- A Girl and Her Greens: Hearty Meals from the GardenDari EverandA Girl and Her Greens: Hearty Meals from the GardenPenilaian: 3.5 dari 5 bintang3.5/5 (7)
- The Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsDari EverandThe Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsPenilaian: 4.5 dari 5 bintang4.5/5 (30)
- Kintsugi Wellness: The Japanese Art of Nourishing Mind, Body, and SpiritDari EverandKintsugi Wellness: The Japanese Art of Nourishing Mind, Body, and SpiritPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Soil: The Story of a Black Mother's GardenDari EverandSoil: The Story of a Black Mother's GardenPenilaian: 4.5 dari 5 bintang4.5/5 (16)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Dari EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Penilaian: 4 dari 5 bintang4/5 (17)
- The 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouDari EverandThe 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouPenilaian: 4 dari 5 bintang4/5 (413)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDari Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiPenilaian: 5 dari 5 bintang5/5 (2)
- The Hidden Life of Trees: What They Feel, How They CommunicateDari EverandThe Hidden Life of Trees: What They Feel, How They CommunicatePenilaian: 4 dari 5 bintang4/5 (1002)
- Wild Witchcraft: Folk Herbalism, Garden Magic, and Foraging for Spells, Rituals, and RemediesDari EverandWild Witchcraft: Folk Herbalism, Garden Magic, and Foraging for Spells, Rituals, and RemediesPenilaian: 5 dari 5 bintang5/5 (32)
- The Well-Gardened Mind: The Restorative Power of NatureDari EverandThe Well-Gardened Mind: The Restorative Power of NaturePenilaian: 4 dari 5 bintang4/5 (3)
- The Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyDari EverandThe Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyPenilaian: 4 dari 5 bintang4/5 (276)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastDari EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastPenilaian: 5 dari 5 bintang5/5 (1)
- The Life-Changing Magic of Tidying Up: The Japanese Art of Decluttering and OrganizingDari EverandThe Life-Changing Magic of Tidying Up: The Japanese Art of Decluttering and OrganizingPenilaian: 4 dari 5 bintang4/5 (2993)
- The Orchid Thief: A True Story of Beauty and ObsessionDari EverandThe Orchid Thief: A True Story of Beauty and ObsessionPenilaian: 3.5 dari 5 bintang3.5/5 (686)