Anda mungkin juga menyukai
- Table Style PDFDokumen18 halamanTable Style PDFnashapkBelum ada peringkat
- NL Fusion PDFDokumen36 halamanNL Fusion PDFnashapkBelum ada peringkat
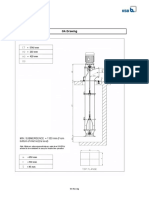
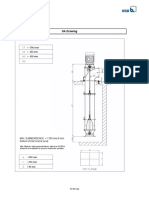
- General Arrangement of Submersible Pump PDFDokumen1 halamanGeneral Arrangement of Submersible Pump PDFnashapk100% (1)
- Investigation PDFDokumen26 halamanInvestigation PDFsonia87100% (1)
- Water Treatment PlantDokumen1 halamanWater Treatment PlantnashapkBelum ada peringkat
- M 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsDokumen6 halamanM 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsnashapkBelum ada peringkat
- 1095Dokumen6 halaman1095nashapkBelum ada peringkat
- KSB Pakistan Contact Details and Pump SpecificationsDokumen1 halamanKSB Pakistan Contact Details and Pump SpecificationsnashapkBelum ada peringkat
- KSB Pakistan Contact Details and Pump SpecificationsDokumen1 halamanKSB Pakistan Contact Details and Pump SpecificationsnashapkBelum ada peringkat
- Jus Lega Cara Buat PDFDokumen7 halamanJus Lega Cara Buat PDFAnonymous xGCiF6oBelum ada peringkat
- Writing The Alphabet PDFDokumen2 halamanWriting The Alphabet PDFnashapkBelum ada peringkat
- Brochure Solids Contact ClarifierDokumen7 halamanBrochure Solids Contact ClarifiernashapkBelum ada peringkat
- M 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsDokumen6 halamanM 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsnashapkBelum ada peringkat
- 1095Dokumen6 halaman1095nashapkBelum ada peringkat
- DUA Collection - Acceptance to GratitudeDokumen12 halamanDUA Collection - Acceptance to GratitudeAnonymous XrHcllBelum ada peringkat
- Water 07 04887Dokumen9 halamanWater 07 04887gintangsulungBelum ada peringkat
- 308 794 1 PBDokumen15 halaman308 794 1 PBDimas RizkyBelum ada peringkat
- 308 794 1 PBDokumen15 halaman308 794 1 PBDimas RizkyBelum ada peringkat
- 3d Model of SpillwayDokumen1 halaman3d Model of SpillwaynashapkBelum ada peringkat
- Francis TurbinesDokumen20 halamanFrancis TurbinesItaFitria100% (1)
- Safe Catering Hygiene PDFDokumen55 halamanSafe Catering Hygiene PDFAik Wei ShiBelum ada peringkat
- Autocad 2019 Tips and Tricks A4 Landscape en PDFDokumen44 halamanAutocad 2019 Tips and Tricks A4 Landscape en PDFAndi Harta100% (1)
- Structural SectionsDokumen47 halamanStructural SectionsRob NewtonBelum ada peringkat
- Reinforced concrete beam design detailsDokumen1 halamanReinforced concrete beam design detailsnashapkBelum ada peringkat
- C37.100.1 ReqDokumen26 halamanC37.100.1 ReqsalvaBelum ada peringkat
- ROLLER SHUTTER PARTS LISTDokumen1 halamanROLLER SHUTTER PARTS LISTnashapkBelum ada peringkat
- Powerpoint As A Powerful Tool: Tips For Effective Design and Increased InteractivityDokumen47 halamanPowerpoint As A Powerful Tool: Tips For Effective Design and Increased InteractivityManish TejwaniBelum ada peringkat
- Dynamic Structural Rigid and Flexible Bus Design in Air Insulated SubstationsDokumen8 halamanDynamic Structural Rigid and Flexible Bus Design in Air Insulated SubstationsnashapkBelum ada peringkat
- OTG Devices Support ListDokumen7 halamanOTG Devices Support ListaegaBelum ada peringkat
- Compact 200 PDFDokumen14 halamanCompact 200 PDFnashapkBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Calculate Warp and Weft For Balanced Fabric: Length of One Warp Thread Calculate Warp WidthDokumen6 halamanCalculate Warp and Weft For Balanced Fabric: Length of One Warp Thread Calculate Warp WidthMajid KhanBelum ada peringkat
- Review Notes in Police PhotographyDokumen203 halamanReview Notes in Police PhotographyInaho KaizugaBelum ada peringkat
- MP2.1 - Rankine CycleDokumen12 halamanMP2.1 - Rankine CycleRuhan Guo0% (1)
- What is a Neutron Star? Facts About These Ultradense Remnants of Dead StarsDokumen3 halamanWhat is a Neutron Star? Facts About These Ultradense Remnants of Dead StarsYoo YoungBelum ada peringkat
- Quantitative Corpus BasedDokumen6 halamanQuantitative Corpus Basedahmn67Belum ada peringkat
- Preparation and Characterization of Tin Oxide Based Transparent Conducting Coating For Solar Cell ApplicationDokumen5 halamanPreparation and Characterization of Tin Oxide Based Transparent Conducting Coating For Solar Cell Applicationcrypto fanbabyBelum ada peringkat
- Relat EstoquecsDokumen32 halamanRelat EstoquecsAlissonBelum ada peringkat
- 232 SpdaDokumen4 halaman232 SpdaGerard Sierr BarboBelum ada peringkat
- FL-0254 - A OperationDokumen2 halamanFL-0254 - A OperationJesus David GonzalezBelum ada peringkat
- Powerful Presentation Tool BeamerDokumen85 halamanPowerful Presentation Tool BeamerOtmane El ouardiBelum ada peringkat
- Experiment #1 Audio MonitorDokumen7 halamanExperiment #1 Audio MonitorDaniel CafuBelum ada peringkat
- Pipe Rack Load CalculationDokumen3 halamanPipe Rack Load CalculationKrunalpanchalBelum ada peringkat
- Master'S Thesis: Simulation of An Underground Haulage System, Renström Mine, Boliden MineralDokumen76 halamanMaster'S Thesis: Simulation of An Underground Haulage System, Renström Mine, Boliden MineralJosé Carlos Bustamante MoralesBelum ada peringkat
- Horizontal Directional Drill: More Feet Per Day. Performance Redefined. Narrow When NeededDokumen2 halamanHorizontal Directional Drill: More Feet Per Day. Performance Redefined. Narrow When NeededA2 BUDBelum ada peringkat
- The preparation, dyeing and finishing of cotton knit goodsDokumen67 halamanThe preparation, dyeing and finishing of cotton knit goods郭哲宏100% (1)
- Instructions For Use: Washing MachineDokumen60 halamanInstructions For Use: Washing MachinePara RegistrosBelum ada peringkat
- Sap All TablesDokumen24 halamanSap All TablesJulio RafaelBelum ada peringkat
- Exact Analytical Solutions of The Parameters of Real Solar Cells Using Lambert W-FunctionDokumen9 halamanExact Analytical Solutions of The Parameters of Real Solar Cells Using Lambert W-FunctionAristide ShalomBelum ada peringkat
- BRC Hand Book PDFDokumen36 halamanBRC Hand Book PDFYang W OngBelum ada peringkat
- 505s PDFDokumen20 halaman505s PDFArfan AliBelum ada peringkat
- 03-12-20 OI A5 EnglishDokumen24 halaman03-12-20 OI A5 EnglishPrabhakar BandaruBelum ada peringkat
- Clutch/Gearshift LinkageDokumen19 halamanClutch/Gearshift LinkagegenuineswedeBelum ada peringkat
- Tangents and Normal: IIT JEE (Main) ExaminationDokumen18 halamanTangents and Normal: IIT JEE (Main) ExaminationHanuman VermaBelum ada peringkat
- SssDokumen24 halamanSssSaFdaR QaZiBelum ada peringkat
- PY0101 - Python For Data Science, AI, & Development Cheat SheetDokumen2 halamanPY0101 - Python For Data Science, AI, & Development Cheat SheetManju KiranBelum ada peringkat
- Quectel WCDMA<E Linux USB Driver User Guide V1.9 Preliminary 20190325 PDFDokumen50 halamanQuectel WCDMA<E Linux USB Driver User Guide V1.9 Preliminary 20190325 PDFVassileios VelaorasBelum ada peringkat
- The Reactivity Series PDFDokumen33 halamanThe Reactivity Series PDFSandipan Chakraborty100% (1)
- Asphalt General SpecDokumen39 halamanAsphalt General SpecUtpal MondalBelum ada peringkat
- Multiple and Bicriteria Scheduling - A Literature SurveyDokumen17 halamanMultiple and Bicriteria Scheduling - A Literature SurveybizBelum ada peringkat