Anda mungkin juga menyukai
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Department of Electrical Engineering Piemr, Indore: Experiment No: 01Dokumen41 halamanDepartment of Electrical Engineering Piemr, Indore: Experiment No: 01Aayush PatidarBelum ada peringkat
- Energy Trends and Technologies For The Coming Decades: Steven E. Koonin March 2007Dokumen50 halamanEnergy Trends and Technologies For The Coming Decades: Steven E. Koonin March 2007Cricket ShowBelum ada peringkat
- Minute of Meeting DQAC 13 - Jan 2023Dokumen3 halamanMinute of Meeting DQAC 13 - Jan 2023Aayush PatidarBelum ada peringkat
- PPFormDokumen3 halamanPPFormAayush PatidarBelum ada peringkat
- Report On PLCSCADA Workshop PDFDokumen4 halamanReport On PLCSCADA Workshop PDFRathan Kumar SMBelum ada peringkat
- 10.report of Imc-YDokumen3 halaman10.report of Imc-YAayush PatidarBelum ada peringkat
- 6.photo of Imc-YDokumen3 halaman6.photo of Imc-YAayush PatidarBelum ada peringkat
- Industrial Automation Internship PLC CompressedDokumen3 halamanIndustrial Automation Internship PLC CompressedAayush PatidarBelum ada peringkat
- Annexure - Iii List of Faculty / Resource Person: S.No Name and Address Designation OrganisationDokumen1 halamanAnnexure - Iii List of Faculty / Resource Person: S.No Name and Address Designation OrganisationAayush PatidarBelum ada peringkat
- RC NewDokumen3 halamanRC NewAayush PatidarBelum ada peringkat
- Time: Apr 1, 2020 11:00 AM IndiaDokumen4 halamanTime: Apr 1, 2020 11:00 AM IndiaAayush Patidar100% (1)
- Department of Electrical Engineering List of Experiment Power System Ii EE-602Dokumen1 halamanDepartment of Electrical Engineering List of Experiment Power System Ii EE-602Aayush PatidarBelum ada peringkat
- Unit 4 PMU and WMU NotesDokumen18 halamanUnit 4 PMU and WMU NotesAayush PatidarBelum ada peringkat
- Ps 2Dokumen4 halamanPs 2Aayush PatidarBelum ada peringkat
- Prestige Institute Electrical LAB Equipment ListDokumen1 halamanPrestige Institute Electrical LAB Equipment ListAayush PatidarBelum ada peringkat
- DC Generator Working PrincipleDokumen33 halamanDC Generator Working PrinciplenandhakumarmeBelum ada peringkat
- BEEE Equipment Required From StoreDokumen1 halamanBEEE Equipment Required From StoreAayush PatidarBelum ada peringkat
- Power Systems Protection Course: Al-Balqa Applied UniversityDokumen36 halamanPower Systems Protection Course: Al-Balqa Applied UniversityAayush PatidarBelum ada peringkat
- RC NewDokumen1 halamanRC NewAayush PatidarBelum ada peringkat
- 7 PDFDokumen20 halaman7 PDFAayush PatidarBelum ada peringkat
- Electronic Science: Test Booklet NoDokumen16 halamanElectronic Science: Test Booklet NoNaveen BhatBelum ada peringkat
- Be Ii Sem B 18Dokumen16 halamanBe Ii Sem B 18Aayush PatidarBelum ada peringkat
- Power Systems Protection Course: Al-Balqa Applied UniversityDokumen36 halamanPower Systems Protection Course: Al-Balqa Applied UniversityAayush PatidarBelum ada peringkat
- DC PDFDokumen14 halamanDC PDFAayush PatidarBelum ada peringkat
- Hitachi Circuit Breakers and Miniature Circuit Breakers Product GuideDokumen146 halamanHitachi Circuit Breakers and Miniature Circuit Breakers Product GuideAayush PatidarBelum ada peringkat
- DC PDFDokumen14 halamanDC PDFAayush PatidarBelum ada peringkat
- Wind Farm Optimization Considering Turbine Selection, Hub HeightsDokumen25 halamanWind Farm Optimization Considering Turbine Selection, Hub HeightsAayush PatidarBelum ada peringkat
- Electrical Handbook Formula Book SampleDokumen54 halamanElectrical Handbook Formula Book SampleAliKaiser100% (1)
- Model Predictive Control: Prof. Shi-Shang Jang National Tsing-Hua University Chemical Engineering DepartmentDokumen44 halamanModel Predictive Control: Prof. Shi-Shang Jang National Tsing-Hua University Chemical Engineering DepartmentAayush PatidarBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Industrial Deionization Systems: Standard FeaturesDokumen2 halamanIndustrial Deionization Systems: Standard Featuresashraf-84Belum ada peringkat
- Bell Material (Word File)Dokumen6 halamanBell Material (Word File)jayprakash nageBelum ada peringkat
- Advisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceDokumen58 halamanAdvisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceThale1905Belum ada peringkat
- Agro SurfactantsDokumen4 halamanAgro SurfactantsJanakiram Yarlagadda100% (1)
- FastLink 12F (GYXTW) Double ArmouredDokumen1 halamanFastLink 12F (GYXTW) Double ArmouredHaiderBelum ada peringkat
- Hazardous Material ClassesDokumen11 halamanHazardous Material ClassesSaurav NegiBelum ada peringkat
- Chs - Chem - ch3 - Mass - Ratios - and - Law - of - Multiple - Proportions Mod4Dokumen22 halamanChs - Chem - ch3 - Mass - Ratios - and - Law - of - Multiple - Proportions Mod4Marvel Felicity Rosell ArmestoBelum ada peringkat
- Geberit Piping Catalogue 2019 PDFDokumen142 halamanGeberit Piping Catalogue 2019 PDFargentum19619692Belum ada peringkat
- WWF Paper PDFDokumen7 halamanWWF Paper PDFniharBelum ada peringkat
- Typical A4Dokumen1 halamanTypical A4Nurmuliana Abdul WahabBelum ada peringkat
- Lect - 3 - Earthquake - Design - Philosophy - Part 1Dokumen8 halamanLect - 3 - Earthquake - Design - Philosophy - Part 1jana ShmaysemBelum ada peringkat
- Page 2Dokumen2 halamanPage 2Angelo ColendresBelum ada peringkat
- Steel Slag Silo: EL (+) 0.000M FFLDokumen4 halamanSteel Slag Silo: EL (+) 0.000M FFLElectrical ShahBelum ada peringkat
- Feinguss in India - Sumangal CastingDokumen2 halamanFeinguss in India - Sumangal Castingsumangal castingBelum ada peringkat
- Separating Coloured Inks by Paper ChromatographyDokumen36 halamanSeparating Coloured Inks by Paper ChromatographyMANSI CHAUDHARYBelum ada peringkat
- Basalt Fiber Properties and ApplicationsDokumen6 halamanBasalt Fiber Properties and ApplicationssrinilsukumarkhdBelum ada peringkat
- Lecturenote - 1020948878post Tanning 1Dokumen72 halamanLecturenote - 1020948878post Tanning 1afia rahmanBelum ada peringkat
- ASDFDokumen8 halamanASDFrajesh2ndBelum ada peringkat
- Test Name: Example: I've Never Seen Such A Boring Film. It's The Most Boring Film I Ve Ever SeenDokumen4 halamanTest Name: Example: I've Never Seen Such A Boring Film. It's The Most Boring Film I Ve Ever SeenZornitsa SpiridonovaBelum ada peringkat
- Building Construction Tools List With Images and Their UsesDokumen8 halamanBuilding Construction Tools List With Images and Their UsesunaisaliBelum ada peringkat
- Nigerian Journal of Polymer Science and Technology, Vol. 12, 2017Dokumen101 halamanNigerian Journal of Polymer Science and Technology, Vol. 12, 2017Nwigwe Uzoma100% (1)
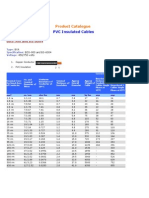
- BRB Cables PVCDokumen30 halamanBRB Cables PVCMorsed Al Mamun75% (40)
- 17.salt Aluminium Sulphate 3Dokumen3 halaman17.salt Aluminium Sulphate 3Sarthika GaulkarBelum ada peringkat
- CH1 Water TreatmentDokumen200 halamanCH1 Water TreatmentDr Mohamed OmerBelum ada peringkat
- Grating Weight DatasheetDokumen14 halamanGrating Weight Datasheetkiller shaBelum ada peringkat
- 201 enDokumen2 halaman201 enRyan ZhangBelum ada peringkat
- CH 3.4 Law of Definite Proportions 11-12Dokumen14 halamanCH 3.4 Law of Definite Proportions 11-12Sumera SarwarBelum ada peringkat
- Reversable Reactions QuestionsDokumen2 halamanReversable Reactions QuestionsMARK DEFREITASBelum ada peringkat
- Soyol Polyol FormulationsDokumen3 halamanSoyol Polyol FormulationsurethanBelum ada peringkat