Anda mungkin juga menyukai
- A 193 - A 193M - 04 Qte5my9bmtkztqDokumen12 halamanA 193 - A 193M - 04 Qte5my9bmtkztqfekihassan100% (1)
- A 308 - A 308M - 03 Qtmwoc9bmza4tqDokumen5 halamanA 308 - A 308M - 03 Qtmwoc9bmza4tqfekihassanBelum ada peringkat
- A 269 - 04 Qti2oqDokumen6 halamanA 269 - 04 Qti2oqfekihassan100% (1)
- A 184 - A 184M - 01 Qte4nc9bmtg0tq - PDFDokumen3 halamanA 184 - A 184M - 01 Qte4nc9bmtg0tq - PDFfekihassanBelum ada peringkat
- A 1012 - 00 Qtewmtitukve PDFDokumen6 halamanA 1012 - 00 Qtewmtitukve PDFfekihassanBelum ada peringkat
- A 131 - A131m - 94 Qtezms05naDokumen5 halamanA 131 - A131m - 94 Qtezms05nafekihassanBelum ada peringkat
- A 134 - 96 Qteznc05ng - PDFDokumen4 halamanA 134 - 96 Qteznc05ng - PDFfekihassanBelum ada peringkat
- A 255 - 99 Qti1ns05oqDokumen21 halamanA 255 - 99 Qti1ns05oqfekihassanBelum ada peringkat
- A 126 - 95 r01 Qteyni05nviwmqDokumen3 halamanA 126 - 95 r01 Qteyni05nviwmqfekihassanBelum ada peringkat
- A 66 - 87 R95 Qty2lvjfra - PDFDokumen5 halamanA 66 - 87 R95 Qty2lvjfra - PDFfekihassanBelum ada peringkat
- A 1016 - A 1016M - 04 Qtewmtyvqtewmtzn PDFDokumen11 halamanA 1016 - A 1016M - 04 Qtewmtyvqtewmtzn PDFfekihassan100% (1)
- A 159 - 83 R93 Qte1os04m1i5mw - PDFDokumen5 halamanA 159 - 83 R93 Qte1os04m1i5mw - PDFfekihassanBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Quinn Pump Parts CompleteDokumen86 halamanQuinn Pump Parts Completeابومحمد نايف100% (2)
- Stoody 965GDokumen1 halamanStoody 965GARTHURS316Belum ada peringkat
- SAIL (Trainng N Development)Dokumen72 halamanSAIL (Trainng N Development)ajay858783% (6)
- Thang Long 2X300Mw Thermal Power Plant ProjectDokumen2 halamanThang Long 2X300Mw Thermal Power Plant ProjectLâm ThanhBelum ada peringkat
- A240 JIS G 4304 C MN P S Si CR Ni Mo N Cu Other 0.08 2.00 0.045 0.03 0.7 5 22.0-24 12-15 ... ... ... ..Dokumen1 halamanA240 JIS G 4304 C MN P S Si CR Ni Mo N Cu Other 0.08 2.00 0.045 0.03 0.7 5 22.0-24 12-15 ... ... ... ..Valli RajuBelum ada peringkat
- Design of Butterfly Valve Components IJERTV5IS020242Dokumen7 halamanDesign of Butterfly Valve Components IJERTV5IS020242shashibagewadiBelum ada peringkat
- Ilnas-En Iso 14713-2:2020Dokumen8 halamanIlnas-En Iso 14713-2:2020Marcelo LópezBelum ada peringkat
- Chemistry Project Qualitative Analysis of Different CoinsDokumen26 halamanChemistry Project Qualitative Analysis of Different CoinsParth SinhaBelum ada peringkat
- A789 PDFDokumen4 halamanA789 PDFmahmoud hanafiBelum ada peringkat
- Saudi Aramco Oil Company: SECTION 05500 Miscellaneous MetalsDokumen14 halamanSaudi Aramco Oil Company: SECTION 05500 Miscellaneous MetalsgulzamanBelum ada peringkat
- Welding Process SeminarDokumen14 halamanWelding Process Seminartemporary hBelum ada peringkat
- 2-Conduction in SolidDokumen46 halaman2-Conduction in SolidRichard Adventus HutasoitBelum ada peringkat
- CQI-9 Special Process: Heat Treat System AssessmentDokumen35 halamanCQI-9 Special Process: Heat Treat System AssessmentrajarajanBelum ada peringkat
- Hobart Maxal 1100Dokumen2 halamanHobart Maxal 1100jclenerBelum ada peringkat
- Chapter 10-Casting IDokumen38 halamanChapter 10-Casting IM Kafeel KhanBelum ada peringkat
- Rolled Coil Sheet 16 03 2022Dokumen1 halamanRolled Coil Sheet 16 03 2022muraliBelum ada peringkat
- Certificación para Material de Aluminio (ALUMOLD)Dokumen2 halamanCertificación para Material de Aluminio (ALUMOLD)Olvera Sánchez Miguel AngelBelum ada peringkat
- Norsemont PDFDokumen23 halamanNorsemont PDFBerg Huaripata GoicocheaBelum ada peringkat
- B951.927 - MG Alloy Naming and CompsDokumen7 halamanB951.927 - MG Alloy Naming and Compswanghongxuan66Belum ada peringkat
- 8 FormulinoxUSDémoDokumen6 halaman8 FormulinoxUSDémoThe TechnicalsBelum ada peringkat
- Results in Materials: C. Banganayi, K. Nyembwe, K. MagezaDokumen5 halamanResults in Materials: C. Banganayi, K. Nyembwe, K. MagezaFelice SegaBelum ada peringkat
- Metal Prep Brochure CC-T1 - FINAL 02-14Dokumen7 halamanMetal Prep Brochure CC-T1 - FINAL 02-14Selvia María Tamez ZamoraBelum ada peringkat
- Aluminum 6351-T6 6351-T651Dokumen2 halamanAluminum 6351-T6 6351-T651Mathi Engineers And Builders Private LimitedBelum ada peringkat
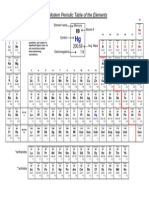
- PeriodicTable PDFDokumen1 halamanPeriodicTable PDFAnonymous XcVJCTG0Belum ada peringkat
- Moradi 2011 EdDokumen16 halamanMoradi 2011 EdhunBelum ada peringkat
- Modulus of Rigidity of Some Common MaterialsDokumen5 halamanModulus of Rigidity of Some Common MaterialsSathisKumaarBelum ada peringkat
- 18 Ni CR Mo 5Dokumen2 halaman18 Ni CR Mo 5lavius_mBelum ada peringkat
- 106 04 PDFDokumen6 halaman106 04 PDFAbdul Aziz NasutionBelum ada peringkat
- UNITED ALLOY 392 EditedDokumen1 halamanUNITED ALLOY 392 EditedwhatintheboxBelum ada peringkat
- Petrochemichal Catalogue PDFDokumen112 halamanPetrochemichal Catalogue PDFbagastcBelum ada peringkat