Anda mungkin juga menyukai
- Report On Explosion WeldingDokumen15 halamanReport On Explosion Weldingpulkit1412Belum ada peringkat
- Of Metals: A Review: The Dynamic Plastic DeformationDokumen227 halamanOf Metals: A Review: The Dynamic Plastic DeformationalirafiqBelum ada peringkat
- Patente Sapata 2Dokumen13 halamanPatente Sapata 2ELM EngenhariaBelum ada peringkat
- Sealino: OF Metal-To-CeramicDokumen54 halamanSealino: OF Metal-To-Ceramicjohn fiveBelum ada peringkat
- Lightcraft Impulse Measurements Under VacuumDokumen72 halamanLightcraft Impulse Measurements Under VacuumPranavateja ChilukuriBelum ada peringkat
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingDari EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydBelum ada peringkat
- Technology: Handbook of Vacuum PhysicsDari EverandTechnology: Handbook of Vacuum PhysicsA. H. BeckBelum ada peringkat
- Friction Stir Welding FSW Final ReportDokumen28 halamanFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- AD0774805Dokumen128 halamanAD0774805Martin StojanovskiBelum ada peringkat
- Hystory of Shot PeenDokumen3 halamanHystory of Shot Peenti_pitBelum ada peringkat
- Ad 0389296Dokumen133 halamanAd 0389296jakalae5263Belum ada peringkat
- Paper Modelling Close-In Blast From Cylindrrical and Box ChargesDokumen12 halamanPaper Modelling Close-In Blast From Cylindrrical and Box ChargesalexremBelum ada peringkat
- Fundamentals of Ultrasonic Welding - Bureau of Naval Weapons (1960)Dokumen192 halamanFundamentals of Ultrasonic Welding - Bureau of Naval Weapons (1960)EmileBelum ada peringkat
- Stability and Drag of Parachutes With Varying Effective PorosityDokumen76 halamanStability and Drag of Parachutes With Varying Effective PorosityPENANTBelum ada peringkat
- ADA387422Dokumen42 halamanADA387422TauseefBelum ada peringkat
- Technical Memorandum 1383 - Shaped Charge Scaling - Oscar A. Klamer (1964) PDFDokumen29 halamanTechnical Memorandum 1383 - Shaped Charge Scaling - Oscar A. Klamer (1964) PDFBlueBoy1969Belum ada peringkat
- Mle LH: The Dynamics of Projectiles Launched by A Two-Stage Light-Gas GunDokumen122 halamanMle LH: The Dynamics of Projectiles Launched by A Two-Stage Light-Gas Gunmrh2767Belum ada peringkat
- Analysis of Tools Used in Friction Stir Welding PRDokumen7 halamanAnalysis of Tools Used in Friction Stir Welding PRPremBelum ada peringkat
- Armament Engineering Weapon Systems PDFDokumen224 halamanArmament Engineering Weapon Systems PDF11Belum ada peringkat
- 4340 Fracture Toughness PDFDokumen22 halaman4340 Fracture Toughness PDFGrafton Montgomery0% (1)
- Ad0601116 PDFDokumen161 halamanAd0601116 PDFVelissarios DemetriouBelum ada peringkat
- NASA Plating PaperDokumen142 halamanNASA Plating PaperRussell ShacklefordBelum ada peringkat
- Crashworthiness Ductile Failure Jones WierzbickiDokumen522 halamanCrashworthiness Ductile Failure Jones Wierzbickimarc53042Belum ada peringkat
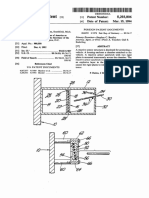
- ESME. Vehicle. A Housing Enclose Achineratched To: United States Patent (19) 11 Patent Number: 5,293,806Dokumen7 halamanESME. Vehicle. A Housing Enclose Achineratched To: United States Patent (19) 11 Patent Number: 5,293,806Karla LinoBelum ada peringkat
- Welding ResearchDokumen9 halamanWelding Researchcule93Belum ada peringkat
- (BORRACHA) - NASA Theory of Response To Angular MisalinementDokumen27 halaman(BORRACHA) - NASA Theory of Response To Angular MisalinementMaurilio FerreiraBelum ada peringkat
- Iiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Dokumen9 halamanIiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Georgiana-LuizaBelum ada peringkat
- Friction Stir Welding (FSW) Final ReportDokumen28 halamanFriction Stir Welding (FSW) Final ReportRahul Tripathi88% (33)
- S-N Fatigue CurvesDokumen103 halamanS-N Fatigue CurvesRicardo BaptistaBelum ada peringkat
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDokumen13 halamanFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507Belum ada peringkat
- France2019 Article TheAlexanderLKiellandDisasterRDokumen7 halamanFrance2019 Article TheAlexanderLKiellandDisasterRSebastian PaipaBelum ada peringkat
- Wwelds in CreepDokumen24 halamanWwelds in CreepJ.GuerhardBelum ada peringkat
- Effects of The FLASHJET Paint Removal Process On T PDFDokumen61 halamanEffects of The FLASHJET Paint Removal Process On T PDFRoberto FernandesBelum ada peringkat
- Study of Friction WeldingDokumen49 halamanStudy of Friction Weldingouterrace100% (1)
- NASA-MSFC-SPEC-522B Design Criteria For Controlling Stress Corrosion CrackingDokumen30 halamanNASA-MSFC-SPEC-522B Design Criteria For Controlling Stress Corrosion Crackingnurek2Belum ada peringkat
- Plate 1Dokumen8 halamanPlate 1Mark PalisocBelum ada peringkat
- Ada 168346Dokumen44 halamanAda 168346Sa WajiBelum ada peringkat
- Shrivastava 2015Dokumen9 halamanShrivastava 2015mounir0607Belum ada peringkat
- Technical Library: Us Army Armament Research and Development Command Ballistic Research LaboratoryDokumen30 halamanTechnical Library: Us Army Armament Research and Development Command Ballistic Research Laboratoryali_raza117Belum ada peringkat
- Rolling Contact Fatigue - Review and Case StudyDokumen18 halamanRolling Contact Fatigue - Review and Case StudyAltomarBelum ada peringkat
- STM 279 PDFDokumen66 halamanSTM 279 PDFadmirmujkic17Belum ada peringkat
- PublishedPaper DieFailureModesDokumen12 halamanPublishedPaper DieFailureModesAry OctavianiBelum ada peringkat
- Chen, Wawrzynek, Ingraffea - 2002 - Prediction of Residual Strength and Curvilinear Crack Growth in Aircraft FuselagesDokumen10 halamanChen, Wawrzynek, Ingraffea - 2002 - Prediction of Residual Strength and Curvilinear Crack Growth in Aircraft FuselagesJoana AntunesBelum ada peringkat
- United States Patent 19: Snedeker Et Al. Date of PatentDokumen9 halamanUnited States Patent 19: Snedeker Et Al. Date of PatentMary HullBelum ada peringkat
- Nasa Rolling-Element Bearings - A Review of State of ArtDokumen87 halamanNasa Rolling-Element Bearings - A Review of State of Artchetan_thakur4278100% (1)
- Ammunition Series PDFDokumen53 halamanAmmunition Series PDFsorinartistuBelum ada peringkat
- Prashant Kumar (9.8)Dokumen2 halamanPrashant Kumar (9.8)Sainath JadhavBelum ada peringkat
- Composite Refractory MaterialsDokumen8 halamanComposite Refractory MaterialsMatija BušićBelum ada peringkat
- Shaped Charges UCRL JC 135302Dokumen10 halamanShaped Charges UCRL JC 135302warrior_2008Belum ada peringkat
- 34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338Dokumen6 halaman34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338iserpBelum ada peringkat
- Interaction Buckling of Flange Edge Stiffener and Web of C-SectiDokumen251 halamanInteraction Buckling of Flange Edge Stiffener and Web of C-SectiHadeer MohamedBelum ada peringkat
- FSWDokumen24 halamanFSWpariBelum ada peringkat
- Hb2-c09 StudDokumen29 halamanHb2-c09 StudBassam AbdelazeemBelum ada peringkat
- AD0617930Dokumen20 halamanAD0617930Amir YasinBelum ada peringkat
- Nasa Technical Note: Rim-Spoke Composite Flywheels Stress A N D Vibration AnalysisDokumen23 halamanNasa Technical Note: Rim-Spoke Composite Flywheels Stress A N D Vibration Analysispankaj0983Belum ada peringkat
- Unclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationDokumen25 halamanUnclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationnitharsunBelum ada peringkat
- Failure Analysis of Welded Steam Boiler Flange: November 2015Dokumen11 halamanFailure Analysis of Welded Steam Boiler Flange: November 2015marvyn tacanga mendezBelum ada peringkat
- LPD DasDokumen8 halamanLPD DasDieguiten2Belum ada peringkat
- Ansi B16.11Dokumen73 halamanAnsi B16.11s.sivashankarBelum ada peringkat
- The Alexander L Kielland Disaster Revisited A ReviDokumen7 halamanThe Alexander L Kielland Disaster Revisited A Revijoe.s.barneyBelum ada peringkat
- Paraphrasing Strategies and ActivityDokumen3 halamanParaphrasing Strategies and ActivitynitharsunBelum ada peringkat
- Presentation 9 - Paraphrasing TechniquesDokumen27 halamanPresentation 9 - Paraphrasing TechniquesnitharsunBelum ada peringkat
- Pratomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 541 012050Dokumen9 halamanPratomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 541 012050nitharsunBelum ada peringkat
- Conceptions in Science:: Paresh K JoshiDokumen23 halamanConceptions in Science:: Paresh K JoshinitharsunBelum ada peringkat
- Welding Aluminum - Questions and Answers - A Practical Guide For Troubleshooting Aluminum Welding-Related Problems (PDFDrive)Dokumen258 halamanWelding Aluminum - Questions and Answers - A Practical Guide For Troubleshooting Aluminum Welding-Related Problems (PDFDrive)nitharsun100% (1)
- Api 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by RatingsDokumen22 halamanApi 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by Ratingsnitharsun50% (2)
- Api 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by RatingsDokumen22 halamanApi 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by Ratingsnitharsun50% (2)
- Dtic Ada129715Dokumen67 halamanDtic Ada129715nitharsunBelum ada peringkat
- E-Analyst Redbook - Use Case Quick Start Guide by Ms DeEtta Jennings-Balthazar by Ms DeEtta Jennings-Balthazar - Read OnlineDokumen15 halamanE-Analyst Redbook - Use Case Quick Start Guide by Ms DeEtta Jennings-Balthazar by Ms DeEtta Jennings-Balthazar - Read OnlinenitharsunBelum ada peringkat
- Richard Bandler and John La Valle - Persuasion EngineeringDokumen1 halamanRichard Bandler and John La Valle - Persuasion EngineeringnitharsunBelum ada peringkat
- MaterialDokumen1 halamanMaterialnitharsunBelum ada peringkat
- Mini Guide To Root Cause AnalysisDokumen2 halamanMini Guide To Root Cause Analysisnitharsun0% (1)
- Search: Upload Home Saved Documents Books Audiobooks Magazines News Sheet MusicDokumen9 halamanSearch: Upload Home Saved Documents Books Audiobooks Magazines News Sheet MusicnitharsunBelum ada peringkat
- Dtic Ada158127Dokumen98 halamanDtic Ada158127nitharsunBelum ada peringkat
- Eric Ed271557 PDFDokumen442 halamanEric Ed271557 PDFnitharsunBelum ada peringkat
- Dtic Ada158253Dokumen46 halamanDtic Ada158253nitharsunBelum ada peringkat
- Unclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationDokumen25 halamanUnclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationnitharsunBelum ada peringkat
- Global Perspectives Reflective PaperDokumen3 halamanGlobal Perspectives Reflective PaperMoaiz AttiqBelum ada peringkat
- Mico - Hydraulic Power Brake Systems For ForkliftsDokumen4 halamanMico - Hydraulic Power Brake Systems For ForkliftsJenner Volnney Quispe Chata100% (1)
- Comparative Analysis of Motivation TheoriesDokumen14 halamanComparative Analysis of Motivation TheoriesNomvelo MajolaBelum ada peringkat
- Nabard Working CapitalDokumen12 halamanNabard Working CapitalJaspreet SinghBelum ada peringkat
- STAS 111 - Information AgeDokumen20 halamanSTAS 111 - Information AgeMayeee GayosoBelum ada peringkat
- Why Do Climates Change ?: Climate Changes Over The Last MillenniumDokumen44 halamanWhy Do Climates Change ?: Climate Changes Over The Last Millenniumshaira alliah de castroBelum ada peringkat
- Q&A FractureDokumen13 halamanQ&A FractureRed JimenoBelum ada peringkat
- How To Make Papaya SoapDokumen10 halamanHow To Make Papaya SoapEmz GamboaBelum ada peringkat
- 10 Biological-HazardsDokumen31 halaman10 Biological-HazardsjvBelum ada peringkat
- Commentary On The Book of NahumDokumen9 halamanCommentary On The Book of NahumRev Dr Jeffry Camm JP, MIEPR, MISOPBelum ada peringkat
- CodeDokumen47 halamanCodeNadia KhurshidBelum ada peringkat
- Case Digest 2 S.C. MEGAWORLD CONSTRUCTIONDokumen3 halamanCase Digest 2 S.C. MEGAWORLD CONSTRUCTIONRomualdo CabanesasBelum ada peringkat
- III Job Order CostingDokumen66 halamanIII Job Order CostingJoshuaGuerrero0% (1)
- Business Advantage Pers Study Book Intermediate PDFDokumen98 halamanBusiness Advantage Pers Study Book Intermediate PDFCool Nigga100% (1)
- SwahiliDokumen7 halamanSwahiliMohammedBelum ada peringkat
- AutoPIPE Tutorial PDFDokumen156 halamanAutoPIPE Tutorial PDFdhaktodesatyajitBelum ada peringkat
- The Biography of Hazrat Shah Qamaos Sahib in One PageDokumen3 halamanThe Biography of Hazrat Shah Qamaos Sahib in One PageMohammed Abdul Hafeez, B.Com., Hyderabad, IndiaBelum ada peringkat
- RagragsakanDokumen6 halamanRagragsakanRazel Hijastro86% (7)
- Class 11 Assignment 10 (Prac)Dokumen3 halamanClass 11 Assignment 10 (Prac)9crollno14bhewensagarsahuBelum ada peringkat
- TaxationDokumen26 halamanTaxationReynamae Garcia AbalesBelum ada peringkat
- Expanding The Product Range of Leena by Bata (Report)Dokumen104 halamanExpanding The Product Range of Leena by Bata (Report)Rabya TauheedBelum ada peringkat
- NMC CBT Sample Q&a Part 3 AcDokumen14 halamanNMC CBT Sample Q&a Part 3 AcJoane FranciscoBelum ada peringkat
- 2016-FL3030说明书50m臂长最后版-2016 11 3 PDFDokumen96 halaman2016-FL3030说明书50m臂长最后版-2016 11 3 PDFMohammed SumerBelum ada peringkat
- A Gandhari Version of The Rhinoceros Sutra - Salomon.thieuDokumen29 halamanA Gandhari Version of The Rhinoceros Sutra - Salomon.thieuTRAN NGOCBelum ada peringkat
- ReportDokumen6 halamanReportLâmViênBelum ada peringkat
- Taxation One Complete Updated (Atty. Mickey Ingles)Dokumen116 halamanTaxation One Complete Updated (Atty. Mickey Ingles)Patty Salas - Padua100% (11)
- HCT Baniqued P.D.E. Paper1 Version3 FullpaperDokumen8 halamanHCT Baniqued P.D.E. Paper1 Version3 FullpaperJoshua HernandezBelum ada peringkat
- Midterm Test 1Dokumen3 halamanMidterm Test 1Hùng Trường NguyễnBelum ada peringkat
- Of Gods, Glyphs and KingsDokumen24 halamanOf Gods, Glyphs and KingsBraulioBelum ada peringkat
- Projects & Operations: IN: NE Power Systm ImprvmDokumen5 halamanProjects & Operations: IN: NE Power Systm ImprvmGaurang PatelBelum ada peringkat