Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Pfi - TB 7 1997 PDFDokumen6 halamanPfi - TB 7 1997 PDFДенис ПекшуевBelum ada peringkat
- MSS SP-112-2010Dokumen9 halamanMSS SP-112-2010Денис ПекшуевBelum ada peringkat
- AGWA Guide FixingDokumen49 halamanAGWA Guide FixingdavoefirthBelum ada peringkat
- Proposal For WaterproofingDokumen50 halamanProposal For WaterproofingSoumiyaraj MahesanBelum ada peringkat
- MssDokumen12 halamanMssДенис ПекшуевBelum ada peringkat
- MSS SP-153-2017Dokumen18 halamanMSS SP-153-2017Денис ПекшуевBelum ada peringkat
- Pip STF 05501 - 2012Dokumen17 halamanPip STF 05501 - 2012Денис Пекшуев100% (1)
- MSS SP-149-2018Dokumen10 halamanMSS SP-149-2018Денис Пекшуев0% (1)
- MSS SP-104-2018Dokumen14 halamanMSS SP-104-2018Денис Пекшуев0% (1)
- MSS - SP 9 2013Dokumen10 halamanMSS - SP 9 2013Денис ПекшуевBelum ada peringkat
- PFI ES-24 Pipe Bending Methods, Tolerances, Process and Material RequirementsDokumen12 halamanPFI ES-24 Pipe Bending Methods, Tolerances, Process and Material RequirementsAlienshow100% (3)
- MSS SP-79-2018Dokumen18 halamanMSS SP-79-2018Денис Пекшуев100% (1)
- MSS SP-67-2017Dokumen22 halamanMSS SP-67-2017Денис Пекшуев100% (4)
- MSS SP-152-2017Dokumen10 halamanMSS SP-152-2017Денис Пекшуев0% (1)
- MSS - SP 155 2018Dokumen18 halamanMSS - SP 155 2018Денис Пекшуев100% (1)
- Sydney Opera House: Subject-Advanced Structural SystemsDokumen15 halamanSydney Opera House: Subject-Advanced Structural Systemspriyanka100% (2)
- MSS SP-151-2016Dokumen10 halamanMSS SP-151-2016Денис Пекшуев0% (1)
- 3D Printed Houses List of Tables: Table Number Title Page NumberDokumen22 halaman3D Printed Houses List of Tables: Table Number Title Page NumberShain100% (2)
- Astm B232 - B232MDokumen17 halamanAstm B232 - B232MAndré Rafael CardosoBelum ada peringkat
- Journal of Advanced Mechanical Design, Systems, and Manufacturing Vol1, No5, 2007, Masaya Hagiwara, Hiroaki SakaiDokumen8 halamanJournal of Advanced Mechanical Design, Systems, and Manufacturing Vol1, No5, 2007, Masaya Hagiwara, Hiroaki SakaiДенис ПекшуевBelum ada peringkat
- Short Fundamental Equations of State For 20 Industrial Fluids, Eric W. LemmonDokumen66 halamanShort Fundamental Equations of State For 20 Industrial Fluids, Eric W. LemmonДенис ПекшуевBelum ada peringkat
- Random Mtrasonic Examination of Butt Welds: Prepared Pipe Fabrication Institute Engineering CommitteeDokumen9 halamanRandom Mtrasonic Examination of Butt Welds: Prepared Pipe Fabrication Institute Engineering CommitteeДенис ПекшуевBelum ada peringkat
- WRC 417-1996Dokumen44 halamanWRC 417-1996Денис ПекшуевBelum ada peringkat
- J-R Behaviour of 20mnmoni55 Pressure Vessel Steel: Aravind K ROLL NO: 207MM112Dokumen107 halamanJ-R Behaviour of 20mnmoni55 Pressure Vessel Steel: Aravind K ROLL NO: 207MM112Денис ПекшуевBelum ada peringkat
- Low Pressure Knife Gate Valves For Double Block and Bleed: MSS SP-154-2018Dokumen10 halamanLow Pressure Knife Gate Valves For Double Block and Bleed: MSS SP-154-2018Денис ПекшуевBelum ada peringkat
- Pfi Es-37-1997Dokumen3 halamanPfi Es-37-1997Денис ПекшуевBelum ada peringkat
- Access Holes, Bosses and Plugs For Radiographic Inspection of Pipe WeldsDokumen7 halamanAccess Holes, Bosses and Plugs For Radiographic Inspection of Pipe WeldsДенис ПекшуевBelum ada peringkat
- Pfi - Es 24 2001 PDFDokumen9 halamanPfi - Es 24 2001 PDFДенис ПекшуевBelum ada peringkat
- STF 05520Dokumen13 halamanSTF 05520noorBelum ada peringkat
- MssDokumen12 halamanMssДенис ПекшуевBelum ada peringkat
- Pfi - Es 39 1997 PDFDokumen4 halamanPfi - Es 39 1997 PDFДенис ПекшуевBelum ada peringkat
- Installation and User's Manual - Atlas - Cayman 88 - Tigres - Falkon PDFDokumen55 halamanInstallation and User's Manual - Atlas - Cayman 88 - Tigres - Falkon PDFZoran ProkicBelum ada peringkat
- Approval of RMC Batching Plant For Taking Concrete For Various Projects.Dokumen2 halamanApproval of RMC Batching Plant For Taking Concrete For Various Projects.wilson dayyala100% (1)
- Rhu As Built - Final Truss DetailDokumen1 halamanRhu As Built - Final Truss DetailCHARLES MYKO NACARBelum ada peringkat
- Cullen Technical Guide RB JHI Rapid Build Masonry Joist HangerDokumen2 halamanCullen Technical Guide RB JHI Rapid Build Masonry Joist HangerLiam BourkeBelum ada peringkat
- Cte Unit-5 NotesDokumen34 halamanCte Unit-5 NotesLokesh MeenaBelum ada peringkat
- Surface Protection and Waterproofing SystemsDokumen120 halamanSurface Protection and Waterproofing Systemsremmers.romaniaBelum ada peringkat
- Engineering OfficeDokumen2 halamanEngineering Officeadam smithBelum ada peringkat
- FDR To C-R Road (Breaches) - 27-11-20Dokumen28 halamanFDR To C-R Road (Breaches) - 27-11-20ManchikalapatiVaasuBelum ada peringkat
- Bostik Boscoseal PuDokumen2 halamanBostik Boscoseal Pujbonvier67% (3)
- Schedule of Material - MAYAIDokumen14 halamanSchedule of Material - MAYAIabasBelum ada peringkat
- 20PE90 PLAN 1-MidasDokumen8 halaman20PE90 PLAN 1-MidasGrant LawagueyBelum ada peringkat
- Parts Catalogue For Professional Embroidery Machine PR600 PR600 CDokumen43 halamanParts Catalogue For Professional Embroidery Machine PR600 PR600 CcinthiaBelum ada peringkat
- Silty Soil Stabilization Using Bituminous Emulsion - SabbaniVenkatesh-52Dokumen8 halamanSilty Soil Stabilization Using Bituminous Emulsion - SabbaniVenkatesh-5201 - HUTOMO KASPAR KURNIAWANBelum ada peringkat
- CEM 2 Lesson 8 Structural Engg ApplicationDokumen39 halamanCEM 2 Lesson 8 Structural Engg ApplicationReynalyn Mae BaylinBelum ada peringkat
- My Place PPT 05142010Dokumen28 halamanMy Place PPT 05142010Mary FelicianoBelum ada peringkat
- Optional Working For Airport ProjectDokumen9 halamanOptional Working For Airport ProjectSatish KapoorBelum ada peringkat
- Methodology - Portal Slope Protection - ShotcreteDokumen2 halamanMethodology - Portal Slope Protection - ShotcreteSEVROCK05100% (1)
- Literature Review On Building CollapseDokumen5 halamanLiterature Review On Building Collapseafdtwbhyk100% (1)
- (2 Storey 8 Classroom School Building) Project Schedule: Predecesso RDokumen1 halaman(2 Storey 8 Classroom School Building) Project Schedule: Predecesso RJayson PagalBelum ada peringkat
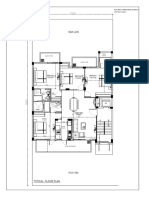
- 4BHK Floor PlanDokumen1 halaman4BHK Floor PlanGaurav RaghuvanshiBelum ada peringkat
- Recommendations ITA TBM 230503 133403Dokumen120 halamanRecommendations ITA TBM 230503 133403KakaBelum ada peringkat
- PHD Thesis Construction ManagementDokumen5 halamanPHD Thesis Construction Managementjenniferthomasbatonrouge100% (2)
- 3H-SITE DEVELOPMENT PLAN-ModelDokumen1 halaman3H-SITE DEVELOPMENT PLAN-ModelVed ChithoreBelum ada peringkat
- Usg Fire Resistant Assemblies Catalog en SA100Dokumen76 halamanUsg Fire Resistant Assemblies Catalog en SA100javyusfBelum ada peringkat
- Architectural Malinowski'S RESIDENTE 10-10-18Dokumen12 halamanArchitectural Malinowski'S RESIDENTE 10-10-18Denis HaurdicBelum ada peringkat