Anda mungkin juga menyukai
- Tribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsDari EverandTribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsPenilaian: 5 dari 5 bintang5/5 (1)
- Virtual Work 3rd Year Structural EngineeringDokumen129 halamanVirtual Work 3rd Year Structural EngineeringStefano Martin PorciunculaBelum ada peringkat
- Jet Bit Nozzle Size SelectionDokumen46 halamanJet Bit Nozzle Size SelectionBharat BhattaraiBelum ada peringkat
- Review Beer AgeingDokumen25 halamanReview Beer AgeingTimothy WestBelum ada peringkat
- CHEC001231-Bridge Bearing and Expansion JointsDokumen78 halamanCHEC001231-Bridge Bearing and Expansion JointsRaymond Payne100% (1)
- ASTM STP1385 Durability 2000 Accelerated and Outdoor Weathering TestingDokumen186 halamanASTM STP1385 Durability 2000 Accelerated and Outdoor Weathering TestingKYAW SOEBelum ada peringkat
- Thermal Analysis of Albendazole Investigated by HSM, DSC and FTIRDokumen8 halamanThermal Analysis of Albendazole Investigated by HSM, DSC and FTIRElvina iskandarBelum ada peringkat
- The Initial Evaluation of Performance of Hard AntiDokumen16 halamanThe Initial Evaluation of Performance of Hard AntiLina mohamedBelum ada peringkat
- AA2023 Assessing the physical and mechanical properties 3D printedDokumen14 halamanAA2023 Assessing the physical and mechanical properties 3D printednafsiyah xyzBelum ada peringkat
- The Resulted Roughness at Turning of SomeDokumen5 halamanThe Resulted Roughness at Turning of SomeNicolae LucaBelum ada peringkat
- Polymers 13 04158 v2Dokumen13 halamanPolymers 13 04158 v2Quế NghiBelum ada peringkat
- Materials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionDokumen12 halamanMaterials: Roll-to-Roll Manufacturing of Micropatterned Adhesives by Template CompressionLalit HingweBelum ada peringkat
- The Influence of Surface Treatment of PVD Coating On Its Quality and Wear ResistantDokumen12 halamanThe Influence of Surface Treatment of PVD Coating On Its Quality and Wear ResistantMaryam AlizadehBelum ada peringkat
- 1 s2.0 S0141635922000319 MainDokumen23 halaman1 s2.0 S0141635922000319 MainCarina PeixotoBelum ada peringkat
- Polymers: Preparation of Hydrophobic Surface On PLA and ABS by Fused Deposition ModelingDokumen14 halamanPolymers: Preparation of Hydrophobic Surface On PLA and ABS by Fused Deposition ModelingUsman SikandarBelum ada peringkat
- 1 s2.0 S259015082200059X MainDokumen4 halaman1 s2.0 S259015082200059X MainArunBelum ada peringkat
- Mechanical Properties of 3D Printed Concrete in Hot TemperaturesDokumen13 halamanMechanical Properties of 3D Printed Concrete in Hot TemperaturesIttoop R AncherilBelum ada peringkat
- Micro Injection Molding of A Micro-Fluidic PlaDokumen5 halamanMicro Injection Molding of A Micro-Fluidic PlaTrần Long VũBelum ada peringkat
- Influence of Thermal Annealing Temperatures On Powder Mould Effectiveness To Avoid Deformations in ABS and PLA 3DPrinted PartsPolymersDokumen19 halamanInfluence of Thermal Annealing Temperatures On Powder Mould Effectiveness To Avoid Deformations in ABS and PLA 3DPrinted PartsPolymersManonmani DBelum ada peringkat
- Muniz 2019Dokumen18 halamanMuniz 2019peymanBelum ada peringkat
- Zhou 2011Dokumen5 halamanZhou 2011mohanthmohantyBelum ada peringkat
- The_Influence_of_Sandblasting_Process_Parameters_oDokumen21 halamanThe_Influence_of_Sandblasting_Process_Parameters_oBilay CernaBelum ada peringkat
- Nair Et Al-2019-Journal of The American Ceramic SocietyDokumen14 halamanNair Et Al-2019-Journal of The American Ceramic SocietyIlhame HarBelum ada peringkat
- The Effects of Tool Surface Quality in Micro-Injection MouldingDokumen10 halamanThe Effects of Tool Surface Quality in Micro-Injection MouldingTrần Long VũBelum ada peringkat
- Review On Thin Film Coatings For Precision Glass MoldingDokumen19 halamanReview On Thin Film Coatings For Precision Glass MoldingheheBelum ada peringkat
- 1 s2.0 S2352710221008020 MainDokumen15 halaman1 s2.0 S2352710221008020 MainGuoqiang DUBelum ada peringkat
- Effects of Layer Interface Properties On Mechanical Per 2019 Construction AnDokumen16 halamanEffects of Layer Interface Properties On Mechanical Per 2019 Construction AnHima WanBelum ada peringkat
- 1-S2.0-S0272884222024920-Main ARTICALE WRITINGDokumen12 halaman1-S2.0-S0272884222024920-Main ARTICALE WRITINGRAJARAM KUMAR GUPTABelum ada peringkat
- Experimental Investigations and Numerical Simulations of Innovative Lightweight Glass-Plastic-Composite Panels Made of Thin Glass and PmmaDokumen23 halamanExperimental Investigations and Numerical Simulations of Innovative Lightweight Glass-Plastic-Composite Panels Made of Thin Glass and Pmmareza ebadiBelum ada peringkat
- Nazemzadeh (2022) - Computing The Bond Strength of 3D Printed Polylactic Acid Scaffolds in Mode I and II Using Experimental Tests, Finite Element Method and Cohesive Zone ModelingDokumen17 halamanNazemzadeh (2022) - Computing The Bond Strength of 3D Printed Polylactic Acid Scaffolds in Mode I and II Using Experimental Tests, Finite Element Method and Cohesive Zone ModelingIgnacio VillaBelum ada peringkat
- Tratamientos DD Superficies CerámicasDokumen9 halamanTratamientos DD Superficies CerámicasDaniela OliverosBelum ada peringkat
- Chemical Treatment - 90% Dimethylketone and 10% Water - ABS PartsDokumen4 halamanChemical Treatment - 90% Dimethylketone and 10% Water - ABS Partsadityakashyap.pdm22Belum ada peringkat
- PolymersDokumen14 halamanPolymersJuan RochaBelum ada peringkat
- Carbon 05 00025Dokumen16 halamanCarbon 05 00025Anonymous eaJQKWkBelum ada peringkat
- Greil (2002) Advanced Engineering CeramicsDokumen8 halamanGreil (2002) Advanced Engineering CeramicsSebàstian LopezBelum ada peringkat
- 2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFDokumen9 halaman2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFgande10Belum ada peringkat
- 2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFDokumen9 halaman2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFgande10Belum ada peringkat
- IstanbulLastBookAbstracts PDFDokumen135 halamanIstanbulLastBookAbstracts PDFparamrosh100% (1)
- Texture Analysis of Hydrophobic Polycarbonate and Polydimethylsiloxane Surfaces Via Persistent HomologyDokumen15 halamanTexture Analysis of Hydrophobic Polycarbonate and Polydimethylsiloxane Surfaces Via Persistent HomologyJoeBelum ada peringkat
- Improved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsDokumen11 halamanImproved Inverse Design Method For Thin-Wall Hollow Profiled Polymer Extrusion Die Based On FEM-CFD SimulationsARSALAN AHMADBelum ada peringkat
- Coatings 11 00472Dokumen15 halamanCoatings 11 00472abal 324Belum ada peringkat
- State of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDokumen28 halamanState of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDaris BaihaqiBelum ada peringkat
- polymers-15-03419-with-coverDokumen23 halamanpolymers-15-03419-with-coversemevi5915Belum ada peringkat
- Effects of Layer Thickness and Binder Saturation LevelDokumen10 halamanEffects of Layer Thickness and Binder Saturation LevelDaniel SolesBelum ada peringkat
- A Study of Laser Cladding NiCrBSi Mo Composite CoatingsDokumen10 halamanA Study of Laser Cladding NiCrBSi Mo Composite Coatingsasad aliBelum ada peringkat
- 1 s2.0 S2212827122005443 MainDokumen6 halaman1 s2.0 S2212827122005443 MainRaphaël ROYERBelum ada peringkat
- Heat Transfer Coefficient in Microinjection MouldingDokumen12 halamanHeat Transfer Coefficient in Microinjection MouldingAfredo Putra MintoBelum ada peringkat
- Structural Laminate Composites For Space Applications: Preferred Reliability PracticesDokumen8 halamanStructural Laminate Composites For Space Applications: Preferred Reliability PracticeskamjulajayBelum ada peringkat
- Formation of Tungsten Carbide Coatings With Different Thermal Spray GunsDokumen5 halamanFormation of Tungsten Carbide Coatings With Different Thermal Spray GunssajeelaqdasBelum ada peringkat
- Scratch Formation and Its Mechanism in Chemical Mechanical Planarization (CMP)Dokumen27 halamanScratch Formation and Its Mechanism in Chemical Mechanical Planarization (CMP)Average JoeBelum ada peringkat
- Dip Coating KandlikarDokumen14 halamanDip Coating Kandlikarnhbvbbnb100% (1)
- Mixture Design Approach To Optimize The Rheological Properties of TheDokumen12 halamanMixture Design Approach To Optimize The Rheological Properties of TheIlhame HarBelum ada peringkat
- The Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesDokumen6 halamanThe Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesAbd BaghadBelum ada peringkat
- Iim20090300008 62924137Dokumen16 halamanIim20090300008 62924137Ramon PinnaBelum ada peringkat
- Ojopm 2019021511472319Dokumen27 halamanOjopm 2019021511472319lobnaBelum ada peringkat
- Additive Manufacturing of PLA Structures Using Fused DepositionDokumen15 halamanAdditive Manufacturing of PLA Structures Using Fused DepositionMechanical ClassBelum ada peringkat
- Numerical Simulation Applied To PVD Reactors An OvDokumen20 halamanNumerical Simulation Applied To PVD Reactors An OvPowerindo Cipta PerkasaBelum ada peringkat
- The Impact of Bias and Nitrogen Pressure on TiNbN CoatingsDokumen18 halamanThe Impact of Bias and Nitrogen Pressure on TiNbN CoatingsFernando Spanholi TelesBelum ada peringkat
- Coatings: Numerical Simulation Applied To PVD Reactors: An OverviewDokumen20 halamanCoatings: Numerical Simulation Applied To PVD Reactors: An OverviewFabian Andres Calderon HurtadoBelum ada peringkat
- Johnston 2014 J. Micromech. Microeng. 24 035017Dokumen8 halamanJohnston 2014 J. Micromech. Microeng. 24 035017jose david zuluagaBelum ada peringkat
- The Role of Powder Layer Thickness On The Quality ofDokumen8 halamanThe Role of Powder Layer Thickness On The Quality ofAbdul KhaladBelum ada peringkat
- Composites Part A: SciencedirectDokumen8 halamanComposites Part A: SciencedirectRitik RajBelum ada peringkat
- Injection Molding Micro - and Nanostructures in TheDokumen8 halamanInjection Molding Micro - and Nanostructures in TheSoxavawBelum ada peringkat
- Micro Mold Surface Treatments for Improved Part QualityDokumen21 halamanMicro Mold Surface Treatments for Improved Part QualityvenkithankamBelum ada peringkat
- Effects of Slag Addition On Bond Strength of 3d PrintedDokumen7 halamanEffects of Slag Addition On Bond Strength of 3d Printedhamed sadaghianBelum ada peringkat
- 1 s2.0 S0263822317341065 MainDokumen12 halaman1 s2.0 S0263822317341065 MainMak ALBelum ada peringkat
- Terra Universal Volume 5-19 CatalogueDokumen56 halamanTerra Universal Volume 5-19 CatalogueblgndllBelum ada peringkat
- Using Matlab SimulinkDokumen45 halamanUsing Matlab SimulinkDustin WhiteBelum ada peringkat
- H Serisi Redüktör SpineaDokumen10 halamanH Serisi Redüktör SpineablgndllBelum ada peringkat
- Simulink Getting StartedDokumen90 halamanSimulink Getting Startedmaxellligue5487Belum ada peringkat
- Your First Maya Animation: Setting The Scene: ModelingDokumen28 halamanYour First Maya Animation: Setting The Scene: ModelingblgndllBelum ada peringkat
- Simulink Getting StartedDokumen90 halamanSimulink Getting Startedmaxellligue5487Belum ada peringkat
- Maya TutorialDokumen15 halamanMaya Tutorialapi-19656279Belum ada peringkat
- Using Matlab SimulinkDokumen45 halamanUsing Matlab SimulinkDustin WhiteBelum ada peringkat
- SWB 3Dokumen31 halamanSWB 3Haider AliBelum ada peringkat
- TM 3000 CatalogDokumen12 halamanTM 3000 CatalogblgndllBelum ada peringkat
- Tapco Catalog 09 p88-94 PDFDokumen7 halamanTapco Catalog 09 p88-94 PDFJyotibaraje JadhavBelum ada peringkat
- Job 1 SksoDokumen5 halamanJob 1 SksoFajAr OkTaBelum ada peringkat
- VTU - B.E B.Tech - 2019 - 4th Semester - July - CBCS 17 Scheme - MECH - 17ME44 Fluid PDFDokumen2 halamanVTU - B.E B.Tech - 2019 - 4th Semester - July - CBCS 17 Scheme - MECH - 17ME44 Fluid PDFFakhruddin AnsariBelum ada peringkat
- Nature Article PDFDokumen8 halamanNature Article PDFMehr Asif MahmoodBelum ada peringkat
- PID - From Theory To ImplementationDokumen5 halamanPID - From Theory To Implementationvictor-cabral3433Belum ada peringkat
- 4th International Conference On Thermal Equipment, Renewable Energy and Rural Development PDFDokumen500 halaman4th International Conference On Thermal Equipment, Renewable Energy and Rural Development PDFMittapalli SaikiranBelum ada peringkat
- 16.100 Take-Home Exam SolutionsDokumen3 halaman16.100 Take-Home Exam SolutionslarasmoyoBelum ada peringkat
- LNG SamplingSystemDokumen2 halamanLNG SamplingSystemGuillermo Lopez-FloresBelum ada peringkat
- Michelsen (1990) - Method For Incorporating Excess Gibbs Energy Modified Eos.Dokumen12 halamanMichelsen (1990) - Method For Incorporating Excess Gibbs Energy Modified Eos.Ariel Hernández SepúlvedaBelum ada peringkat
- Make a castable lab test mixDokumen16 halamanMake a castable lab test mixthaituan237Belum ada peringkat
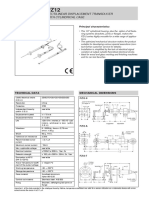
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDokumen2 halamanRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926Belum ada peringkat
- Structural Health Monitoring: Abin Paul Roll No:4 S7, CE-ADokumen34 halamanStructural Health Monitoring: Abin Paul Roll No:4 S7, CE-AAnjana kpBelum ada peringkat
- Vibration assignment on 3DOF cantilever beam systemDokumen5 halamanVibration assignment on 3DOF cantilever beam systemIzzah 'AtirahBelum ada peringkat
- Modeling Arterial Blood Flow With Navier-StokesDokumen15 halamanModeling Arterial Blood Flow With Navier-Stokesapi-358127907100% (1)
- MIT2 080JF13 Lecture2 PDFDokumen26 halamanMIT2 080JF13 Lecture2 PDFAbhilashJanaBelum ada peringkat
- E-DWT-H Electronic Deadweight TesterDokumen2 halamanE-DWT-H Electronic Deadweight TesterMorosanu Andreea-DianaBelum ada peringkat
- SOAL ElmesDokumen16 halamanSOAL ElmesNurul HanifahBelum ada peringkat
- Design Steel Compression MembersDokumen42 halamanDesign Steel Compression MembersFayyazAhmadBelum ada peringkat
- 79 PDFDokumen4 halaman79 PDFHolayilBelum ada peringkat
- Lecture2 Semiconductor StatisticsDokumen13 halamanLecture2 Semiconductor StatisticsRakib KhanBelum ada peringkat
- Spectrophotometric Determination of The Equilibrium Constant of A ReactionDokumen5 halamanSpectrophotometric Determination of The Equilibrium Constant of A Reactionnarras11100% (1)
- The Basic Differential Equation For Radial Flow in A Porous MediumDokumen8 halamanThe Basic Differential Equation For Radial Flow in A Porous MediumrestofficalBelum ada peringkat
- NCHRP RPT 242 PDFDokumen85 halamanNCHRP RPT 242 PDFDavid Drolet TremblayBelum ada peringkat
- Electrical Conductivity of Carbon Blacks Under CompressionDokumen7 halamanElectrical Conductivity of Carbon Blacks Under CompressionМирослав Кузишин100% (1)