Anda mungkin juga menyukai
- Defectos en Rieles AREMADokumen64 halamanDefectos en Rieles AREMAronuan2009100% (1)
- NT Sistema Enganche Final Oficial 03.2010Dokumen14 halamanNT Sistema Enganche Final Oficial 03.2010ldea123456Belum ada peringkat
- NT Descansos Laterales Final Oficial 03.2010Dokumen13 halamanNT Descansos Laterales Final Oficial 03.2010ldea123456100% (1)
- Carros Porta CableDokumen16 halamanCarros Porta CableRaul Ortiz CanavateBelum ada peringkat
- Redefe - Recomendaciones de Dise+â - o para Proyectos de Infraestructura Ferroviaria Trazados Ferroviarios (Secci+â - N 3) - Ministerio de Obras P+â - BlicDokumen51 halamanRedefe - Recomendaciones de Dise+â - o para Proyectos de Infraestructura Ferroviaria Trazados Ferroviarios (Secci+â - N 3) - Ministerio de Obras P+â - BlicEdwin Rafael Puma CoricazaBelum ada peringkat
- Literatura Tubrod 75Dokumen1 halamanLiteratura Tubrod 75el_tirano_regresa7359Belum ada peringkat
- 5 - Estabilización Dinámica de La Vía PDFDokumen5 halaman5 - Estabilización Dinámica de La Vía PDFAna Julia Grigoriades100% (1)
- Caracteristicas Del Equipo RodanteDokumen45 halamanCaracteristicas Del Equipo RodanteAlberto Delgado67% (3)
- Bateadora Plasser - COMPUTADORA - ALC - GEOMETRIA - TEORICADokumen43 halamanBateadora Plasser - COMPUTADORA - ALC - GEOMETRIA - TEORICAVial Agro Monitoreo100% (1)
- Plantila Informe de Mantenimiento CatenariaDokumen5 halamanPlantila Informe de Mantenimiento CatenariaAdãodaLuzBelum ada peringkat
- AcoplesDokumen6 halamanAcopleshuguito2013Belum ada peringkat
- Boletin Tecnico Vo-1-99 Capacidad Portante de La VíaDokumen7 halamanBoletin Tecnico Vo-1-99 Capacidad Portante de La VíaLeonel Berlin100% (2)
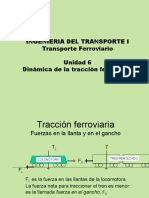
- Clase 17 Dinamica Traccion FerroviariaDokumen20 halamanClase 17 Dinamica Traccion FerroviariaHECTOR BRIONES DURAN100% (1)
- Bateadora Plasser - ENGRASE - CENTRALDokumen24 halamanBateadora Plasser - ENGRASE - CENTRALVial Agro MonitoreoBelum ada peringkat
- BOGIESDokumen44 halamanBOGIESingrid peredaBelum ada peringkat
- Manual de Mantenimiento Locomotoras Modelo G22cuDokumen60 halamanManual de Mantenimiento Locomotoras Modelo G22cuAlberto Vega67% (3)
- Normas Ferroviarias Aar - PPDokumen21 halamanNormas Ferroviarias Aar - PPtuliourueta100% (1)
- Via FerreaDokumen17 halamanVia FerreaJeanCarlosNavarroCecin100% (1)
- EST-DEO-UI-001 - Estandar Construcción Vías Nuevas FCAB Rev0Dokumen25 halamanEST-DEO-UI-001 - Estandar Construcción Vías Nuevas FCAB Rev0CRISTOFFER EMANUEL FERNANDO PINTO CUEVAS100% (1)
- Norma Red Aerea Efe-Ntf-31-001-00 PDFDokumen27 halamanNorma Red Aerea Efe-Ntf-31-001-00 PDFzaga76Belum ada peringkat
- Eps 01 - SmawDokumen11 halamanEps 01 - SmawCoquin AntBelum ada peringkat
- 01 Descripcion Tecnica APT1500RL V4 EspDokumen20 halaman01 Descripcion Tecnica APT1500RL V4 EspMiguel Ivan Acosta MondragonBelum ada peringkat
- 005 DescarrilamientoDokumen103 halaman005 DescarrilamientorildoBelum ada peringkat
- Suspencion NeumaticaDokumen16 halamanSuspencion NeumaticaLuis Maria ArrienBelum ada peringkat
- Certificado TorqueDokumen2 halamanCertificado TorqueCarlos HernandezBelum ada peringkat
- O20118600sd Peru Rail Gt42ac 1stedDokumen260 halamanO20118600sd Peru Rail Gt42ac 1stedMarcelo ChavezBelum ada peringkat
- Chavetas Norma DIN 6885 PDFDokumen9 halamanChavetas Norma DIN 6885 PDFCamilo CarvajalBelum ada peringkat
- Diseño y Calculo de VolantesDokumen13 halamanDiseño y Calculo de VolantesJAEM950903Belum ada peringkat
- Notas FFCC U06 Dinamica Traccion FerroviariaDokumen13 halamanNotas FFCC U06 Dinamica Traccion Ferroviariaanon_164922590100% (1)
- Adobe Scan 15 Mar. 2021Dokumen12 halamanAdobe Scan 15 Mar. 2021FCBelum ada peringkat
- Manual Fra Ii 2010Dokumen49 halamanManual Fra Ii 2010Wilber Patrik Bocangelino SalasBelum ada peringkat
- Manual Operaciones Auv Febrero 2017Dokumen24 halamanManual Operaciones Auv Febrero 2017Juan Burboa Quezada100% (1)
- SPA5322211000 A1 MD Vol1Dokumen178 halamanSPA5322211000 A1 MD Vol1Edwin Zelada Cisneros100% (1)
- Aceros Medios en CarbonoDokumen1 halamanAceros Medios en CarbonoMayk Stvn GnzlzBelum ada peringkat
- Manual de Ruedas (Regla 41) ...Dokumen26 halamanManual de Ruedas (Regla 41) ...Jair Mayala100% (3)
- Fem-9511 PDFDokumen3 halamanFem-9511 PDFEmir NezirićBelum ada peringkat
- Gep 02 011 14 PDFDokumen17 halamanGep 02 011 14 PDFomlevi87Belum ada peringkat
- Sistema de AlineaciónDokumen26 halamanSistema de AlineaciónMiguel Ivan Acosta MondragonBelum ada peringkat
- Ruedas para Rieles - Miguel AbadDokumen13 halamanRuedas para Rieles - Miguel AbadbkstevensonBelum ada peringkat
- Principios Básicos Del FerrocarrilDokumen21 halamanPrincipios Básicos Del FerrocarrilMarcelo Prado Alvarez100% (2)
- Manual Railtech Soldadura LPDokumen40 halamanManual Railtech Soldadura LPIng Jose Antonio Guerrero Fernandez100% (1)
- Centrar. Mover Enganches de Carros y LocomotorasDokumen13 halamanCentrar. Mover Enganches de Carros y LocomotorasValerio Sandoval100% (1)
- NTC Ma 052 e 1999Dokumen27 halamanNTC Ma 052 e 1999PauloBelum ada peringkat
- Prescripciones para La Seguridad de La VIA-TROCHA 1435Dokumen8 halamanPrescripciones para La Seguridad de La VIA-TROCHA 1435William AguilarBelum ada peringkat
- Acero de Alto Carbono-Sae 1070 PDFDokumen3 halamanAcero de Alto Carbono-Sae 1070 PDFJUSTFORGEEKS100% (1)
- Instructivo General Alineacion Linea EjesDokumen26 halamanInstructivo General Alineacion Linea EjesLeonardo BuonarottiBelum ada peringkat
- Especificación I-84Dokumen5 halamanEspecificación I-84rcadenases100% (1)
- R 006 2006Dokumen77 halamanR 006 2006Paulo Diego AguileraBelum ada peringkat
- Et Material Rodante N°1Dokumen17 halamanEt Material Rodante N°1Ezequiel SuarezBelum ada peringkat
- Norm AsDokumen15 halamanNorm AsmilenkooBelum ada peringkat
- Simulacion Line Ferroviaria CVG FMODokumen99 halamanSimulacion Line Ferroviaria CVG FMOManuel GomezBelum ada peringkat
- Estandar Equipos Minera CaseronesDokumen1 halamanEstandar Equipos Minera CaseronesMagdalena Soto100% (1)
- Qué Es El Momento de CargaDokumen8 halamanQué Es El Momento de CargaDomingo G. Brito RBelum ada peringkat
- Manual de Operacion Sistema AUVDokumen25 halamanManual de Operacion Sistema AUVGermán Soto0% (1)
- Concentrica sch40Dokumen2 halamanConcentrica sch40russoliBelum ada peringkat
- Material Rodante Normas FAT PDFDokumen90 halamanMaterial Rodante Normas FAT PDFadrianbarreiraBelum ada peringkat
- Material Rodante Normas FATDokumen90 halamanMaterial Rodante Normas FATMARIORAPELLIBelum ada peringkat
- Norma Iram-Aita 8a2:1992Dokumen15 halamanNorma Iram-Aita 8a2:1992Federico Javier Nocetto SabatteBelum ada peringkat
- Rectificación de Superficies Planas - Guaman CristianDokumen8 halamanRectificación de Superficies Planas - Guaman CristianmBelum ada peringkat
- Mecanico Motor ACC ESADokumen60 halamanMecanico Motor ACC ESALuis GallegosBelum ada peringkat
- 2 Tabla Coeficientes de Perdidas Locales PDFDokumen4 halaman2 Tabla Coeficientes de Perdidas Locales PDFAlonso ATBelum ada peringkat
- 2 - Resistencia Al CorteDokumen48 halaman2 - Resistencia Al CorteLucas XipeBelum ada peringkat
- Norma Iso 6983Dokumen5 halamanNorma Iso 6983Daniel CJ Juk50% (2)
- PFC Arturo Herreros GarridoDokumen239 halamanPFC Arturo Herreros GarridoMarcos CarreroBelum ada peringkat
- C473 Medición de Fuerzas de Corte en MecanizadoDokumen11 halamanC473 Medición de Fuerzas de Corte en MecanizadodatatBelum ada peringkat
- 5 Gráfico Ventilador KKKDokumen1 halaman5 Gráfico Ventilador KKKAlonso ATBelum ada peringkat
- 1180 Esp 46 ControlNumericoDirectoDokumen1 halaman1180 Esp 46 ControlNumericoDirectoPoncho LlanasBelum ada peringkat
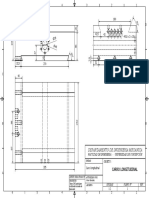
- Plano N°1 Carro LongitudinalDokumen1 halamanPlano N°1 Carro LongitudinalAlonso ATBelum ada peringkat
- 4.2 Problemas de Diseño Mecanico PDFDokumen16 halaman4.2 Problemas de Diseño Mecanico PDFAlonso ATBelum ada peringkat
- 1 PBDokumen9 halaman1 PBJorge Rodriguez MBelum ada peringkat
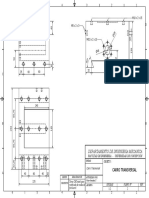
- Plano N°2 Carro TransversalDokumen1 halamanPlano N°2 Carro TransversalAlonso ATBelum ada peringkat
- Tarea N°1 Dis Mec Ii 2017Dokumen1 halamanTarea N°1 Dis Mec Ii 2017Alonso ATBelum ada peringkat
- Cylinder and Pump Sets Spanish Metric E328e PDFDokumen2 halamanCylinder and Pump Sets Spanish Metric E328e PDFAlonso ATBelum ada peringkat
- Cylinder and Pump Sets Spanish Metric E328e PDFDokumen2 halamanCylinder and Pump Sets Spanish Metric E328e PDFAlonso ATBelum ada peringkat
- Dina Van Zadab ParcialDokumen73 halamanDina Van Zadab ParcialMarioluis Martin Castillo FernandezBelum ada peringkat
- Pasaje Recorrido 6b7ebz66Dokumen1 halamanPasaje Recorrido 6b7ebz66Alonso ATBelum ada peringkat
- Revenido Martensita AcerosDokumen16 halamanRevenido Martensita Acerosrober1411Belum ada peringkat
- MT Temas DisponiblesDokumen3 halamanMT Temas DisponiblesAlonso ATBelum ada peringkat
- 16 PDFDokumen10 halaman16 PDFseccion 80 sccion 80Belum ada peringkat
- Acero 2367Dokumen7 halamanAcero 2367Alonso ATBelum ada peringkat
- Dialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409Dokumen1 halamanDialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409Alonso ATBelum ada peringkat
- Dialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409 PDFDokumen6 halamanDialnet DISENOYCONSTRUCCIONDEUNDINAMOMETROPARALAMEDICIONDE 4838409 PDFAlonso ATBelum ada peringkat
- Catalogo de Herramientas de TornoDokumen156 halamanCatalogo de Herramientas de TornoWilson Rivera Flores100% (1)
- Instructivo Ds 160Dokumen24 halamanInstructivo Ds 160Alonso ATBelum ada peringkat
- Nuevas Tecnolodias en Mecanizado de Ruedas de FerrocarrilDokumen31 halamanNuevas Tecnolodias en Mecanizado de Ruedas de FerrocarrilAlonso ATBelum ada peringkat
- Reductor de PotenciaDokumen42 halamanReductor de PotenciaJean Pool AvilaBelum ada peringkat
- Curso Calculo Diseno Engranajes Reductores VelocidadDokumen22 halamanCurso Calculo Diseno Engranajes Reductores VelocidadMaicol BaqueBelum ada peringkat
- Norma Asme B31.3 Capitulo IIIDokumen29 halamanNorma Asme B31.3 Capitulo IIIpaulinodosantosBelum ada peringkat
- Temas Exposiciones y Prácticas de Laboratorio 2016Dokumen3 halamanTemas Exposiciones y Prácticas de Laboratorio 2016alejandra diazBelum ada peringkat
- 4PD Difusión SólidosDokumen3 halaman4PD Difusión Sólidosyucra carbajal rubenBelum ada peringkat
- Recipientes SPDokumen40 halamanRecipientes SPLeonardo CalderonBelum ada peringkat
- Curva Jominy y Sus AplicacionesDokumen27 halamanCurva Jominy y Sus Aplicacionesvicius1979100% (6)
- Departamento de Eléctrica Y ElectrónicaDokumen46 halamanDepartamento de Eléctrica Y ElectrónicaErickBelum ada peringkat
- EXAMEN de Procesos de Fabricación U-2Dokumen3 halamanEXAMEN de Procesos de Fabricación U-2jose roberto100% (1)
- Cirsoc 302 Completo PDFDokumen91 halamanCirsoc 302 Completo PDFsetecsrlBelum ada peringkat
- Norma Din AceroDokumen71 halamanNorma Din AceroJorge Ignacio Mora Silva71% (7)
- Deformacion PlasticaDokumen11 halamanDeformacion PlasticarichardBelum ada peringkat
- Unidad 4. Modificacion y Estructuras Cristalinas.Dokumen16 halamanUnidad 4. Modificacion y Estructuras Cristalinas.edgararevir1234Belum ada peringkat
- Grupo2 Molde SopladoDokumen14 halamanGrupo2 Molde Sopladomiguel jaramilloBelum ada peringkat
- Taller PropiedadesDokumen12 halamanTaller PropiedadesAndres EncisoBelum ada peringkat
- Metalurgia Del HierroDokumen11 halamanMetalurgia Del HierroricBelum ada peringkat
- Productos y Servicios Impomin 2016Dokumen29 halamanProductos y Servicios Impomin 2016Juan Carlos Fagua PulidoBelum ada peringkat
- Materiales de Los Moldes de InyeccionDokumen15 halamanMateriales de Los Moldes de Inyeccionjuan_monsalve_6100% (7)
- Docente Teoría: Ing. Ernesto Camargo Docente Laboratorio: Ing. Alejandro Muñoz ZDokumen5 halamanDocente Teoría: Ing. Ernesto Camargo Docente Laboratorio: Ing. Alejandro Muñoz ZLina OrmazaBelum ada peringkat
- Diagrama de Leche UltrapasteorizadoDokumen17 halamanDiagrama de Leche UltrapasteorizadoBenita Gomez SantosBelum ada peringkat
- Endurecimiento - C2Dokumen9 halamanEndurecimiento - C2Javiera MoralesBelum ada peringkat
- Acero - Molibdeno - CromoDokumen6 halamanAcero - Molibdeno - CromoArmando HuarzaBelum ada peringkat
- Unid2b-Tratamientos TérmicosDokumen52 halamanUnid2b-Tratamientos TérmicosEdward CalleBelum ada peringkat
- Tarea 1 - Resumen de Octg - Brenda SamanthaDokumen11 halamanTarea 1 - Resumen de Octg - Brenda SamanthaLuis Ángel Temich cortesBelum ada peringkat
- 4140 PDFDokumen5 halaman4140 PDFCesarBelum ada peringkat
- Medida Del Tamaño de GranoDokumen2 halamanMedida Del Tamaño de GranotomasgmpBelum ada peringkat
- Practica No.2 (Revenido)Dokumen5 halamanPractica No.2 (Revenido)Alexis MuñozBelum ada peringkat
- Curso Motor Lycoming DescripcionDokumen66 halamanCurso Motor Lycoming DescripcionJORGE ENRIQUE CHAPA TUMEBelum ada peringkat
- Elaboracion de Fruta en ConservaDokumen10 halamanElaboracion de Fruta en ConservaLeon VásquezBelum ada peringkat
- Unidad 2 - MC 115 - 2020-2-Aceros AleadosDokumen78 halamanUnidad 2 - MC 115 - 2020-2-Aceros AleadosCristian Junior Incacutipa PerezBelum ada peringkat