Anda mungkin juga menyukai
- Insulation Co-ordination in High-voltage Electric Power SystemsDari EverandInsulation Co-ordination in High-voltage Electric Power SystemsPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- قريقونةDokumen8 halamanقريقونةRoto AliksirBelum ada peringkat
- Electrical Tender NoticeDokumen163 halamanElectrical Tender NoticeRaja Bharath DonthiBelum ada peringkat
- 2008 Vlach OsDokumen51 halaman2008 Vlach Osanurag_jay12464Belum ada peringkat
- Manufacturing and Maintenance of TransformerDokumen49 halamanManufacturing and Maintenance of TransformerPrashanth Narlapuram100% (1)
- PROJECT FinalDokumen33 halamanPROJECT FinalVivekBelum ada peringkat
- Multi Tap TransformerDokumen27 halamanMulti Tap TransformerELLAINE DE CLAROBelum ada peringkat
- E-Steam ProjectDokumen6 halamanE-Steam Projecthaadibasharat652Belum ada peringkat
- MiniDokumen40 halamanMiniShree KanthBelum ada peringkat
- PhysicsDokumen12 halamanPhysicsAyushBelum ada peringkat
- E-Steam ProjectDokumen5 halamanE-Steam Projecthaadibasharat652Belum ada peringkat
- Cables (HT<) : Energy Estimation & Audit (15ee430)Dokumen73 halamanCables (HT<) : Energy Estimation & Audit (15ee430)rohith mukkamalaBelum ada peringkat
- Induction Heating BasicsDokumen39 halamanInduction Heating Basicstastaman123100% (2)
- E-Steam Project 3Dokumen7 halamanE-Steam Project 3haadibasharat652Belum ada peringkat
- Chapter 1: INTRODUCTIONDokumen19 halamanChapter 1: INTRODUCTIONVikas KhicharBelum ada peringkat
- Clap SwitchDokumen16 halamanClap SwitchPiyush RamawatBelum ada peringkat
- Power FormerDokumen6 halamanPower FormerVijay RichardBelum ada peringkat
- SLK G9-Q4wk8 Mongcopa (Refined)Dokumen13 halamanSLK G9-Q4wk8 Mongcopa (Refined)Jeson GaiteraBelum ada peringkat
- RAJU2Dokumen23 halamanRAJU2morajBelum ada peringkat
- An Actively Cooled Coaxial Winding Transformer For Fast Charging Electric VehiclesDokumen8 halamanAn Actively Cooled Coaxial Winding Transformer For Fast Charging Electric VehiclesJaroslav KnopBelum ada peringkat
- Machineries TransformerFundamentalsDokumen52 halamanMachineries TransformerFundamentalsallanj29bBelum ada peringkat
- Power Engineering ReportDokumen11 halamanPower Engineering ReportBaihaqi BahrinBelum ada peringkat
- EMI in Power SuppliesDokumen16 halamanEMI in Power SuppliesHansraj AkilBelum ada peringkat
- Electronics and RoboticsDokumen54 halamanElectronics and RoboticsMonica Kyla MockonBelum ada peringkat
- Electronics and RoboticsDokumen52 halamanElectronics and RoboticsMonica Kyla MockonBelum ada peringkat
- High Temperature Superconducting Fault Current Limiters As Enabling Technology in Electrical Grids With Increased Distributed Generation PenetrationDokumen8 halamanHigh Temperature Superconducting Fault Current Limiters As Enabling Technology in Electrical Grids With Increased Distributed Generation PenetrationJoão PinaBelum ada peringkat
- Report On TransformerDokumen40 halamanReport On Transformerashish suraBelum ada peringkat
- Physics Project On TransformerDokumen11 halamanPhysics Project On Transformertechnical mania0% (1)
- Practical Transformers and Standard RatingsDokumen30 halamanPractical Transformers and Standard RatingsJohnloyd M. DY100% (1)
- Magnetically Levitated Cable (MIC) System For Space ApplicationsDokumen46 halamanMagnetically Levitated Cable (MIC) System For Space ApplicationsClifford StoneBelum ada peringkat
- Electrical Machine Design: EMD-I EL0604Dokumen20 halamanElectrical Machine Design: EMD-I EL0604NanduBelum ada peringkat
- T'Mer Basic &bushingDokumen3 halamanT'Mer Basic &bushingjay shahBelum ada peringkat
- Introduction To TransformersDokumen4 halamanIntroduction To Transformersrovic.esprelaBelum ada peringkat
- Current Limitation in High Temperature Superconducting Transformers and Impact On The GridDokumen6 halamanCurrent Limitation in High Temperature Superconducting Transformers and Impact On The GridV S B Chaitanya DuvvuryBelum ada peringkat
- On Transformer ManufacturingDokumen25 halamanOn Transformer ManufacturingThakur Dhananjay Singh Gaur100% (1)
- Electronics Workshop Manual 2Dokumen141 halamanElectronics Workshop Manual 2Manu Yadav100% (1)
- Passive ComponentsDokumen11 halamanPassive Componentspayal2493Belum ada peringkat
- Surge Current Protection Using Super ConductorsDokumen23 halamanSurge Current Protection Using Super ConductorsPratik KumarBelum ada peringkat
- TRANSFORMERSDokumen4 halamanTRANSFORMERSЖаннаBelum ada peringkat
- Electrical WiringDokumen11 halamanElectrical WiringRasydan AliBelum ada peringkat
- Evaluation Study of Performance Analysis & Characteristics of Amorphous Core Transformer For Electrical Distribution SystemDokumen7 halamanEvaluation Study of Performance Analysis & Characteristics of Amorphous Core Transformer For Electrical Distribution SystemSamuel AdamuBelum ada peringkat
- SEEA1601Dokumen104 halamanSEEA1601skrtamilBelum ada peringkat
- Transformador Básico (En Ingles)Dokumen4 halamanTransformador Básico (En Ingles)jona12345Belum ada peringkat
- Annamacharya Institute of Technology and Sciences, Tirupati. Department of Electrical &electronic EngineeringDokumen37 halamanAnnamacharya Institute of Technology and Sciences, Tirupati. Department of Electrical &electronic EngineeringSenthil KumarBelum ada peringkat
- Electromagnetic Interference EMIDokumen16 halamanElectromagnetic Interference EMIErnesto Vergara Jr.Belum ada peringkat
- The Best Electrical Controls Business On The Planet!: Page 1 of 8Dokumen8 halamanThe Best Electrical Controls Business On The Planet!: Page 1 of 8nandiniBelum ada peringkat
- Krishna Reddy PDFDokumen21 halamanKrishna Reddy PDFKrishna Reddy GurralaBelum ada peringkat
- Krishna ReddyDokumen21 halamanKrishna ReddySaikrishna ChalamalaBelum ada peringkat
- Lightning ProtectionDokumen15 halamanLightning ProtectionEnglish words BY Utkarsh johriBelum ada peringkat
- Solid State TransformerDokumen5 halamanSolid State TransformerVIVA-TECH IJRIBelum ada peringkat
- High Voltage Rsistors EditedDokumen4 halamanHigh Voltage Rsistors EditedKhaled IbrahimBelum ada peringkat
- InternshipDokumen34 halamanInternshipArif HassenBelum ada peringkat
- Bose EvaluationDokumen11 halamanBose EvaluationDavid Luviano CruzBelum ada peringkat
- Phy PDFDokumen15 halamanPhy PDFzoro118921Belum ada peringkat
- EP09 2003-FailureAnalysisofTransformersDokumen13 halamanEP09 2003-FailureAnalysisofTransformersKhashane Willy MohaleBelum ada peringkat
- Thermal Simulation and Optimization of A Common-Mode Filter For A SiC InverterDokumen6 halamanThermal Simulation and Optimization of A Common-Mode Filter For A SiC InverterMaurizio TrancheroBelum ada peringkat
- Introducton 1.1 Overview:: Power Transformer Protection Using Microcontroller-Based RelayDokumen51 halamanIntroducton 1.1 Overview:: Power Transformer Protection Using Microcontroller-Based RelayManoj NagarajanBelum ada peringkat
- Technological Institute of The Philippines Cubao, Quezon CityDokumen18 halamanTechnological Institute of The Philippines Cubao, Quezon CityJohn Raven Pajes EngalanBelum ada peringkat
- Introduction To Planar Laser-Induced FlourescenceDokumen3 halamanIntroduction To Planar Laser-Induced FlourescencegaccioBelum ada peringkat
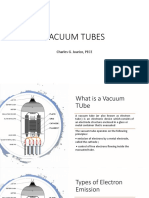
- Vacuum TubesDokumen30 halamanVacuum TubesAira Mae CrespoBelum ada peringkat
- Mohrscirclebysanjaykumawat 170912050937Dokumen22 halamanMohrscirclebysanjaykumawat 170912050937ravi maskeBelum ada peringkat
- Standard Guide For Using The Surface Ground Penetrating Radar Method For Subsurface InvestigationDokumen9 halamanStandard Guide For Using The Surface Ground Penetrating Radar Method For Subsurface InvestigationLaurentiu PopescuBelum ada peringkat
- Downhole Gas Separation Concepts Downhole DiagnosticDokumen1 halamanDownhole Gas Separation Concepts Downhole DiagnosticDownhole DiagnosticBelum ada peringkat
- CGPISL Arrester Presentation HVPNDokumen88 halamanCGPISL Arrester Presentation HVPNAnonymous 42LkomBelum ada peringkat
- Chapter - 2 - Energy - Energy Transfer and General Energy AnalysisDokumen35 halamanChapter - 2 - Energy - Energy Transfer and General Energy AnalysisKarti ViveygenBelum ada peringkat
- ME7360 Assignment 1 PDFDokumen3 halamanME7360 Assignment 1 PDFVivek V ShetBelum ada peringkat
- Chem Final Notes UsydDokumen5 halamanChem Final Notes UsydRobs0% (1)
- Power Quality Improvement of DistributionDokumen7 halamanPower Quality Improvement of DistributionVenkat SaiBelum ada peringkat
- UnificationDokumen318 halamanUnificationoperationmanagerBelum ada peringkat
- Ferranti EffectDokumen2 halamanFerranti EffectVaibhav Singh RajputBelum ada peringkat
- Natural Frequency For The Operating CaseDokumen1 halamanNatural Frequency For The Operating CaseHajaMideenBelum ada peringkat
- Definitions and Meanings Chap U1 ElectrostaticsDokumen8 halamanDefinitions and Meanings Chap U1 ElectrostaticsNorhazli IbrahimBelum ada peringkat
- History of ElectricityDokumen27 halamanHistory of Electricitysyeed0% (1)
- Wolfson Eup3 Ch28 Test BankDokumen13 halamanWolfson Eup3 Ch28 Test Bankifghelpdesk0% (1)
- Dirac of Particles: 1, On The Theory Spin and Non-Relativistic LimitDokumen8 halamanDirac of Particles: 1, On The Theory Spin and Non-Relativistic LimitdanielufmaBelum ada peringkat
- G204Dokumen5 halamanG204Gul Hassan Akhunzada100% (1)
- Aspen Plus PC ModelDokumen25 halamanAspen Plus PC Modelchen5735Belum ada peringkat
- Lec 10Dokumen6 halamanLec 10Mugume JonanBelum ada peringkat
- FAG BearingDokumen17 halamanFAG BearingBasem100% (1)
- Fault AnalysisDokumen32 halamanFault AnalysisKalyan Ranjan100% (1)
- All Powered by MeDokumen21 halamanAll Powered by MeJenny Mendoza ViañaBelum ada peringkat
- Restriction Orifice Calculation SheetDokumen2 halamanRestriction Orifice Calculation Sheetparykoochak50% (2)
- SPE 16959 Material Balance Calculations For Solution-Gas-Drive Reservoirs With Gravity SegregationDokumen12 halamanSPE 16959 Material Balance Calculations For Solution-Gas-Drive Reservoirs With Gravity SegregationMuhammed Al-BajriBelum ada peringkat
- Chapter 2-DongPanDokumen28 halamanChapter 2-DongPanSri JunkBelum ada peringkat
- Light and Architectural Lighting SystemsDokumen17 halamanLight and Architectural Lighting SystemsCrystal Kaye CortezBelum ada peringkat
- Results and DiscussionDokumen2 halamanResults and Discussionangellene.lucky18Belum ada peringkat
- Isotopes and IsobarsDokumen16 halamanIsotopes and IsobarsAdityakingdomBelum ada peringkat
- Design Construction Piping NetworkDokumen76 halamanDesign Construction Piping Networkشـخـ صـﮱ اسـطورﮱBelum ada peringkat