Anda mungkin juga menyukai
- Jsa Assembling & Erection Gantry CraneDokumen4 halamanJsa Assembling & Erection Gantry CraneputrasejahtraBelum ada peringkat
- Gas Detection & Alarm Systems Product Guide: For Industrial UseDokumen32 halamanGas Detection & Alarm Systems Product Guide: For Industrial UseputrasejahtraBelum ada peringkat
- Jsa Assembly The Chimney (Not Finish)Dokumen3 halamanJsa Assembly The Chimney (Not Finish)putrasejahtraBelum ada peringkat
- Jsa Tower CraneDokumen4 halamanJsa Tower Craneputrasejahtra0% (2)
- MSA Gas Detection HandbookDokumen146 halamanMSA Gas Detection HandbookVid YullBelum ada peringkat
- Lightning Arrester Application and Selection GuideDokumen12 halamanLightning Arrester Application and Selection Guidevbgiri100% (1)
- Flir Gas Detection GuidebookDokumen40 halamanFlir Gas Detection Guidebookkcharles2003Belum ada peringkat
- January 2014 225-740-00F: Hart Concentrator System HART-to-MODBUS RTU ConverterDokumen40 halamanJanuary 2014 225-740-00F: Hart Concentrator System HART-to-MODBUS RTU ConverterputrasejahtraBelum ada peringkat
- Slip Form Construction Safety AnalysisDokumen5 halamanSlip Form Construction Safety Analysisputrasejahtra50% (2)
- Design & Selection of Lightning ArresterDokumen5 halamanDesign & Selection of Lightning ArresterAnkur_soni0% (1)
- F&G DetectorsDokumen52 halamanF&G Detectorsrgupta50Belum ada peringkat
- Artikel PDFDokumen9 halamanArtikel PDFputrasejahtraBelum ada peringkat
- Overvoltage Protection Devices - SENTRO... Ction Devices - Siemens Global WebsiteDokumen4 halamanOvervoltage Protection Devices - SENTRO... Ction Devices - Siemens Global WebsiteputrasejahtraBelum ada peringkat
- 661 5246 1 PBDokumen10 halaman661 5246 1 PBWahyu ApriliyantoBelum ada peringkat
- ABB OVR Range TVSS PDFDokumen16 halamanABB OVR Range TVSS PDFKatty CachagoBelum ada peringkat
- 1173 SCHN Acti9spd 13Dokumen22 halaman1173 SCHN Acti9spd 13putrasejahtraBelum ada peringkat
- Hager Guide To Surge Protection PDFDokumen20 halamanHager Guide To Surge Protection PDFMohamad HishamBelum ada peringkat
- Surge Protection Devices SPD PDFDokumen14 halamanSurge Protection Devices SPD PDFmsmldxbBelum ada peringkat
- 1sxu430003b0201 PDFDokumen20 halaman1sxu430003b0201 PDFputrasejahtraBelum ada peringkat
- Surge Protection Over Voltage DevicesDokumen24 halamanSurge Protection Over Voltage Devicesnooruddinkhan1Belum ada peringkat
- Overvoltage Protection Devices - SENTRO... Ction Devices - Siemens Global WebsiteDokumen4 halamanOvervoltage Protection Devices - SENTRO... Ction Devices - Siemens Global WebsiteputrasejahtraBelum ada peringkat
- Overvoltage Protection Devices - SENTRO... Ction Devices - Siemens Global WebsiteDokumen4 halamanOvervoltage Protection Devices - SENTRO... Ction Devices - Siemens Global WebsiteputrasejahtraBelum ada peringkat
- Changing Network Conditions AND System Requirements: December 2007Dokumen90 halamanChanging Network Conditions AND System Requirements: December 2007Ikhlas KittaBelum ada peringkat
- Safe use of surge arrestersDokumen10 halamanSafe use of surge arrestersputrasejahtraBelum ada peringkat
- ZorcDokumen15 halamanZorcputrasejahtraBelum ada peringkat
- CIGRE 209 - The Short Circuit Performance of Power TransformersDokumen43 halamanCIGRE 209 - The Short Circuit Performance of Power TransformerssulemankhalidBelum ada peringkat
- Recent Developments On The Interpretation of Dissolved Gas Analysis in TransformersDokumen33 halamanRecent Developments On The Interpretation of Dissolved Gas Analysis in TransformersputrasejahtraBelum ada peringkat
- CIGRE 209 - The Short Circuit Performance of Power TransformersDokumen43 halamanCIGRE 209 - The Short Circuit Performance of Power TransformerssulemankhalidBelum ada peringkat
- Recent Developments On The Interpretation of Dissolved Gas Analysis in TransformersDokumen33 halamanRecent Developments On The Interpretation of Dissolved Gas Analysis in TransformersputrasejahtraBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- ASME LECTURE-Fittings-TrainingDokumen61 halamanASME LECTURE-Fittings-Traininghcsharma1967Belum ada peringkat
- Uml ElevatorDokumen29 halamanUml ElevatorLaveesh AgrawalBelum ada peringkat
- PDF HaierDokumen48 halamanPDF HaierMajid AkramBelum ada peringkat
- LBS Exchange Fact Sheet 2018 19Dokumen4 halamanLBS Exchange Fact Sheet 2018 19Eugene TeoBelum ada peringkat
- How To Read Drum TabsDokumen5 halamanHow To Read Drum TabsanuperickujurBelum ada peringkat
- Marketing Myopia by Theodore LevittDokumen37 halamanMarketing Myopia by Theodore LevittShahid Ahmed100% (1)
- PDP DocumentDokumen5 halamanPDP Documentapi-242288743Belum ada peringkat
- Management Information System by Kiran BobadeDokumen6 halamanManagement Information System by Kiran BobadeKiran BobadeBelum ada peringkat
- Problems and Solutions For Bitwise OperationsDokumen85 halamanProblems and Solutions For Bitwise Operationscoolboy119Belum ada peringkat
- Aspen PresentationDokumen14 halamanAspen PresentationRanyu ChenBelum ada peringkat
- Feed Segment Brochure GBDokumen16 halamanFeed Segment Brochure GBFernando FuentesBelum ada peringkat
- SAP DB2 BLU Deployment Prerequisite: Important Points To Be CheckDokumen4 halamanSAP DB2 BLU Deployment Prerequisite: Important Points To Be Checkrajesh.9127276Belum ada peringkat
- Lookup Functions - PracticeDokumen16 halamanLookup Functions - PracticeSweeti NankaniBelum ada peringkat
- GODZILLA Anime TRILOGY (2017-2018) - Part 1, 2, 3 - 720p-1080p DUAL Audio x264Dokumen2 halamanGODZILLA Anime TRILOGY (2017-2018) - Part 1, 2, 3 - 720p-1080p DUAL Audio x264julia_jayronwaldoBelum ada peringkat
- Et101 - Electrical TechnologyDokumen78 halamanEt101 - Electrical TechnologyNurhidayah JamaluddinBelum ada peringkat
- Gigabyte GA-Z77MX-D3H Motherboard Circuit DiagramDokumen34 halamanGigabyte GA-Z77MX-D3H Motherboard Circuit DiagramLân Sharp0% (1)
- Security, Audit and Control Features SAP ERP, 3rd EditionDokumen1 halamanSecurity, Audit and Control Features SAP ERP, 3rd EditionCray Dos100% (1)
- Product Guide o e w20Dokumen256 halamanProduct Guide o e w20Fitricia Putri100% (1)
- Amm 26-00 General 01Dokumen38 halamanAmm 26-00 General 01Adhemir De León100% (1)
- Internal Road Light BOQ, Rev 2Dokumen3 halamanInternal Road Light BOQ, Rev 2DEBARSHEECHAKRABARTI4245Belum ada peringkat
- Led An Cove Lighting 2020 enDokumen11 halamanLed An Cove Lighting 2020 enwahyu feryBelum ada peringkat
- Vedanta Bhadani NTCC FinalDokumen44 halamanVedanta Bhadani NTCC FinalRiya Prabhavi0% (1)
- Catalogo de Modulos XM para Monitorizacion en Continuo - PDF 1 MB PDFDokumen42 halamanCatalogo de Modulos XM para Monitorizacion en Continuo - PDF 1 MB PDFPAULOBelum ada peringkat
- Excel Opening From VB6Dokumen1 halamanExcel Opening From VB6Sachin DhawadBelum ada peringkat
- SCT SI (Communications) and SCT ASI (FPB) - Notification - 24-08-2016 PDFDokumen23 halamanSCT SI (Communications) and SCT ASI (FPB) - Notification - 24-08-2016 PDFnaramgaribaluprakash100% (1)
- Go-Kart Owner's Manual Safety GuideDokumen30 halamanGo-Kart Owner's Manual Safety Guidejimvidi100% (1)
- 1-Gas Turbine DesignDokumen56 halaman1-Gas Turbine DesignMohammed Yusuf100% (2)
- Oracle Banking Platform Extensibility GuideDokumen330 halamanOracle Banking Platform Extensibility Guidekiran100% (1)
- Trello DojoDokumen73 halamanTrello DojoSully StewartBelum ada peringkat
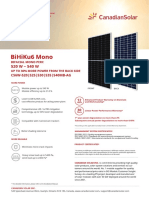
- Canadial Solar CS6W-MB-AGDokumen2 halamanCanadial Solar CS6W-MB-AGPaola MassardoBelum ada peringkat