Anda mungkin juga menyukai
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Dari EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Belum ada peringkat
- Ingeniería química. Soluciones a los problemas del tomo IDari EverandIngeniería química. Soluciones a los problemas del tomo IBelum ada peringkat
- Determinación Del Work IndexDokumen11 halamanDeterminación Del Work IndexErik Salazar Rivera100% (2)
- Guia de Laboratorio Work IndexDokumen6 halamanGuia de Laboratorio Work Indexandrea rivera yucraBelum ada peringkat
- Practica de Laboratorio 2 Y3 Work IndexDokumen7 halamanPractica de Laboratorio 2 Y3 Work IndexFrancisco CJBelum ada peringkat
- Practica de Laboratorio Work IndexDokumen6 halamanPractica de Laboratorio Work IndexEduardo Mendoza SandovalBelum ada peringkat
- Indice de Bond para MoliendaDokumen3 halamanIndice de Bond para MoliendaAnyeline DiazBelum ada peringkat
- Í2ndice de Trabajo de Bond2Dokumen6 halamanÍ2ndice de Trabajo de Bond2wendyfloreslopezBelum ada peringkat
- Índice de Moliendabilidad (De Bond)Dokumen5 halamanÍndice de Moliendabilidad (De Bond)Jhon Jairo Salazar SamperteguiBelum ada peringkat
- 4 Informe Operaciones MecanicasDokumen5 halaman4 Informe Operaciones MecanicasDalibor Stjepovic SaavedraBelum ada peringkat
- Determinación del Work Index con molino de BondDokumen15 halamanDeterminación del Work Index con molino de Bondjuancito bonitoBelum ada peringkat
- (Id8) 4Dokumen2 halaman(Id8) 4palomagonzaleza2903Belum ada peringkat
- Wa0005Dokumen9 halamanWa0005yesica magaliBelum ada peringkat
- Diseño Molino BolasDokumen13 halamanDiseño Molino Bolascrispe100% (1)
- Determinación del índice de trabajo WIDokumen3 halamanDeterminación del índice de trabajo WIWilian Yc QuispeBelum ada peringkat
- Laboratorio 4 Work IndexDokumen18 halamanLaboratorio 4 Work IndexRafael Torres de la CoronaBelum ada peringkat
- Wi-Lab-MetodoDokumen6 halamanWi-Lab-Metodohenry_1024100% (1)
- PROBLEMAS Xa El ExamenDokumen9 halamanPROBLEMAS Xa El ExamenDiego VidaurreBelum ada peringkat
- PI146 2010II Lab31Dokumen16 halamanPI146 2010II Lab31Juan Edson Ramos GanozaBelum ada peringkat
- Aplicaciones Del Work IndexDokumen8 halamanAplicaciones Del Work IndexEdward Giron100% (1)
- LABORATORIO #7 Cinetica MoliendaDokumen12 halamanLABORATORIO #7 Cinetica MoliendaMerrik Omicron100% (1)
- DESINTEGRACIÓN MECÁNICA = REDUCCIÓN DE TAMAÑODokumen25 halamanDESINTEGRACIÓN MECÁNICA = REDUCCIÓN DE TAMAÑOMichelle LunaBelum ada peringkat
- Fundamento Teórico..Dokumen3 halamanFundamento Teórico..TamBelum ada peringkat
- Reporte MoliendaDokumen12 halamanReporte MoliendaAniie SotoBelum ada peringkat
- Informe Índice de BondDokumen7 halamanInforme Índice de BondLeonardo CondeBelum ada peringkat
- Word IndexDokumen23 halamanWord IndexBENJAMIN CHIHUANTITO KCANABelum ada peringkat
- Cálculo tamaño grano molido potencia motorDokumen11 halamanCálculo tamaño grano molido potencia motorVirginia Rosales OlmosBelum ada peringkat
- MoliendaDokumen55 halamanMoliendaAnthony Huaylla100% (1)
- Indice de MoliendabilidadDokumen4 halamanIndice de MoliendabilidadMiguel ZuñigaBelum ada peringkat
- Determinación del índice de trabajo de Bond WiDokumen10 halamanDeterminación del índice de trabajo de Bond WiJ. M.Belum ada peringkat
- Conminución UNIDokumen17 halamanConminución UNIJorge muñozBelum ada peringkat
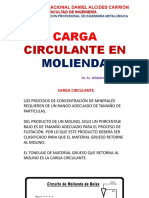
- Carga Circulante en La Sección Molienda 2020Dokumen53 halamanCarga Circulante en La Sección Molienda 2020Alex Franz Orosco QuintanaBelum ada peringkat
- WordDokumen7 halamanWordRobert Contreras DavilaBelum ada peringkat
- Ley de BondDokumen16 halamanLey de BondalpasemaBelum ada peringkat
- Operaciones Reportes Final FinalDokumen25 halamanOperaciones Reportes Final FinalIván RamosBelum ada peringkat
- Preparacion de MineralesDokumen11 halamanPreparacion de MineralesJP VSBelum ada peringkat
- Reporte de Work Index Del Mineral VinchosDokumen6 halamanReporte de Work Index Del Mineral VinchosAnonymous HqjWyyP4Belum ada peringkat
- Indice Molturabilidad MandujanoDokumen10 halamanIndice Molturabilidad MandujanoJose Ignacio Salas B.Belum ada peringkat
- Análisis granulométrico de maíz molidoDokumen29 halamanAnálisis granulométrico de maíz molidoWalter HernandezBelum ada peringkat
- Ver Otras PublicacionesDokumen1 halamanVer Otras PublicacionesLibro CienciaBelum ada peringkat
- Test Standard de Bond para Molinos de BolasDokumen7 halamanTest Standard de Bond para Molinos de BolasYordin Efrain Fernandez ValdiviezoBelum ada peringkat
- Por Que Se Usa Como Parametro de Granulometria El 80Dokumen26 halamanPor Que Se Usa Como Parametro de Granulometria El 80gabrielBelum ada peringkat
- Generalidades de MoliendabilidadDokumen6 halamanGeneralidades de MoliendabilidadwendyfloreslopezBelum ada peringkat
- Actividad 13. MoliendaDokumen15 halamanActividad 13. MoliendaJORGE EDUARDO QUISPE ALEGREBelum ada peringkat
- Determinacion Del Work IndexDokumen15 halamanDeterminacion Del Work IndexRaul IvanBelum ada peringkat
- 7 TamizadoDokumen15 halaman7 TamizadoJoseDarwinVegaGomezBelum ada peringkat
- Informe N° 2 de Laboratorio de Procesamiento de Minerales IDokumen16 halamanInforme N° 2 de Laboratorio de Procesamiento de Minerales IJorge Castro100% (1)
- Work IndexDokumen6 halamanWork IndexAnonymous Ba9tETmKBelum ada peringkat
- Como Calcular WiDokumen22 halamanComo Calcular WiSarah MitchellBelum ada peringkat
- Work Index ProcedureDokumen11 halamanWork Index Procedurelucy DavanBelum ada peringkat
- p80 Como Calcular PDFDokumen2 halamanp80 Como Calcular PDFalphasoundBelum ada peringkat
- GUIA DE PROBLEMAS OUI 2021 - SOLIDOS - Rev 4Dokumen15 halamanGUIA DE PROBLEMAS OUI 2021 - SOLIDOS - Rev 4Sofia LenarduzziBelum ada peringkat
- GUIA DE PROBLEMAS OUI 2021 - SOLIDOS - Rev 4Dokumen15 halamanGUIA DE PROBLEMAS OUI 2021 - SOLIDOS - Rev 4Rocio Bedogni100% (1)
- Indice Molturabilidad Prado OportoDokumen9 halamanIndice Molturabilidad Prado OportoFreddy ManalBelum ada peringkat
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDari EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaBelum ada peringkat
- Dinámica De Fluidos Computacional Para IngenierosDari EverandDinámica De Fluidos Computacional Para IngenierosPenilaian: 4 dari 5 bintang4/5 (1)
- Modelado fenomenológico del proceso de combustión por difusión diéselDari EverandModelado fenomenológico del proceso de combustión por difusión diéselBelum ada peringkat
- Problemas resueltos de Hidráulica de CanalesDari EverandProblemas resueltos de Hidráulica de CanalesPenilaian: 4.5 dari 5 bintang4.5/5 (7)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDari EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónPenilaian: 5 dari 5 bintang5/5 (1)
- Cuestionario TecnicoDokumen2 halamanCuestionario TecnicoRonaldo CruzBelum ada peringkat
- Historia Del PeruDokumen1 halamanHistoria Del PeruRonaldo CruzBelum ada peringkat
- Juntandola TodoDokumen5 halamanJuntandola TodoRonaldo CruzBelum ada peringkat
- Las ReligionesDokumen8 halamanLas ReligionesRonaldo CruzBelum ada peringkat
- Política de Minera San Cristóbal SDokumen6 halamanPolítica de Minera San Cristóbal SRonaldo CruzBelum ada peringkat
- Su TrabajoDokumen3 halamanSu TrabajoRonaldo CruzBelum ada peringkat
- Tabu Laci OnesDokumen9 halamanTabu Laci OnesRonaldo CruzBelum ada peringkat
- Marketing MixDokumen4 halamanMarketing MixRonaldo CruzBelum ada peringkat
- Wor Balan MetalDokumen32 halamanWor Balan MetalRonaldo CruzBelum ada peringkat
- TABLASDokumen2 halamanTABLASRonaldo CruzBelum ada peringkat
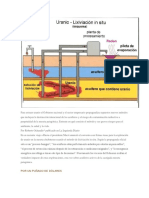
- UuuuuranioDokumen24 halamanUuuuuranioRonaldo CruzBelum ada peringkat
- Juntandola TodoDokumen5 halamanJuntandola TodoRonaldo CruzBelum ada peringkat
- VelocidadDokumen9 halamanVelocidadRonaldo CruzBelum ada peringkat
- HoraDokumen1 halamanHoraRonaldo CruzBelum ada peringkat
- FHDFHDokumen3 halamanFHDFHRonaldo CruzBelum ada peringkat
- TABLASDokumen2 halamanTABLASRonaldo CruzBelum ada peringkat
- JillllllllDokumen1 halamanJillllllllRonaldo CruzBelum ada peringkat
- Impre 2Dokumen2 halamanImpre 2Ronaldo CruzBelum ada peringkat
- Zamak: propiedades y usos de la aleación de zincDokumen3 halamanZamak: propiedades y usos de la aleación de zincRonaldo CruzBelum ada peringkat
- OFIMATICADokumen3 halamanOFIMATICARonaldo CruzBelum ada peringkat
- Conclusion EsDokumen2 halamanConclusion EsRonaldo CruzBelum ada peringkat
- Libro1 InvesDokumen2 halamanLibro1 InvesRonaldo CruzBelum ada peringkat
- RoggggDokumen2 halamanRoggggRonaldo CruzBelum ada peringkat
- ComminuvcionDokumen3 halamanComminuvcionRonaldo CruzBelum ada peringkat
- INTRODUCCIÓNEn Este Capítulo Se Analizarán Dos Temas PrincipalesDokumen2 halamanINTRODUCCIÓNEn Este Capítulo Se Analizarán Dos Temas PrincipalesRonaldo CruzBelum ada peringkat
- Clasicador de RastrillosDokumen3 halamanClasicador de RastrillosRonaldo CruzBelum ada peringkat
- Conclusion EsDokumen10 halamanConclusion EsRonaldo CruzBelum ada peringkat
- INTRODUCCIÓNEn Este Capítulo Se Analizarán Dos Temas PrincipalesDokumen8 halamanINTRODUCCIÓNEn Este Capítulo Se Analizarán Dos Temas Principaleselmer rosas sancaBelum ada peringkat
- Practica de Word FinalDokumen1 halamanPractica de Word FinalRonaldo CruzBelum ada peringkat
- Tabulaciones 1 1 1 1 22 22 22 22,22 333 333 333 333,333Dokumen1 halamanTabulaciones 1 1 1 1 22 22 22 22,22 333 333 333 333,333Ronaldo CruzBelum ada peringkat
- Mitocondria y VacuolaDokumen22 halamanMitocondria y VacuolaDagoberto Durán100% (1)
- Tarea Laboratorio 12Dokumen8 halamanTarea Laboratorio 12Maria TomayaBelum ada peringkat
- Cubiertas ecológicas, una opción para ganar espacios verdesDokumen6 halamanCubiertas ecológicas, una opción para ganar espacios verdesRafael Tezako TufotoBelum ada peringkat
- Haga Una Tabla Indicando Los Índices de Saponificación de Los Diversos Aceites y GrasasDokumen2 halamanHaga Una Tabla Indicando Los Índices de Saponificación de Los Diversos Aceites y Grasasmilagros UNSABelum ada peringkat
- INFORME FINAL Perforación SAL-103i PDFDokumen63 halamanINFORME FINAL Perforación SAL-103i PDFOscar Martinez100% (4)
- Ventajas y desventajas hidráulica neumáticaDokumen8 halamanVentajas y desventajas hidráulica neumáticaAndres PerezBelum ada peringkat
- Bombeo neumático I PEMEXDokumen125 halamanBombeo neumático I PEMEXemagdalehBelum ada peringkat
- Estrategias de Ciencias Unidad 4 de Octo GradoDokumen21 halamanEstrategias de Ciencias Unidad 4 de Octo GradoMarlon Alberto Casco RamírezBelum ada peringkat
- Fórmula Taquígrafia y Fórmula SemidesarrolladaDokumen5 halamanFórmula Taquígrafia y Fórmula SemidesarrolladaRUIZ AVILA ANGELICA SOFIABelum ada peringkat
- Informe Tema 10 Lab - FisicoquimicaDokumen17 halamanInforme Tema 10 Lab - FisicoquimicaDaniel Vargas TrujilloBelum ada peringkat
- FRM2BDokumen1 halamanFRM2BDelinyer HernandezBelum ada peringkat
- Fenolftaleina y FluoresceinaDokumen2 halamanFenolftaleina y FluoresceinaAleVelazquez100% (1)
- Flujo PotencialDokumen13 halamanFlujo PotencialBoneyBelum ada peringkat
- 02 - Cap. 1 - La Química en Los Alimentos - Parte 2Dokumen16 halaman02 - Cap. 1 - La Química en Los Alimentos - Parte 2lujul100% (1)
- CALDERAS ConclusionesDokumen15 halamanCALDERAS ConclusionesJulio García50% (2)
- Fundamentos de la fijación tisularDokumen54 halamanFundamentos de la fijación tisularMarq DiegoBelum ada peringkat
- La Arracacha Proyecto de InvestigacionDokumen31 halamanLa Arracacha Proyecto de InvestigacionRemle Sc0% (2)
- Análisis de Mantequilla y MargarinaDokumen7 halamanAnálisis de Mantequilla y MargarinaRafael Angel Huiza TrujilloBelum ada peringkat
- CalderasDokumen37 halamanCalderasfabian monroy100% (1)
- Medición caudal presión codoDokumen8 halamanMedición caudal presión codoJean Pierre Martínez GuerreroBelum ada peringkat
- Química - Sistema Internacional de Unidades (SI) y notación científicaDokumen2 halamanQuímica - Sistema Internacional de Unidades (SI) y notación científicaCorayma Ore RodasBelum ada peringkat
- Balanza CuantiDokumen9 halamanBalanza CuantiCocarico Quispe Jhoseline RosyBelum ada peringkat
- Iglesia de Dios Unida - 01 Génesis Bajo El Lente de La Ciencia PDFDokumen123 halamanIglesia de Dios Unida - 01 Génesis Bajo El Lente de La Ciencia PDFAlex AndinoBelum ada peringkat
- Documento Sistemas PladurDokumen16 halamanDocumento Sistemas PladurfbuendiaBelum ada peringkat
- REPOSICIÓN RESET SISTEMA ADITIVO EOLYS FAPDokumen3 halamanREPOSICIÓN RESET SISTEMA ADITIVO EOLYS FAPlada1119Belum ada peringkat
- Ecuaciones químicas balanceadasDokumen20 halamanEcuaciones químicas balanceadasandrea vargasBelum ada peringkat
- Ciclo Stig AfbcDokumen7 halamanCiclo Stig AfbcDavid Andres CastroBelum ada peringkat
- Precisión de micropipetas automáticasDokumen5 halamanPrecisión de micropipetas automáticasJose E. MirandaBelum ada peringkat
- Acidos VolatilesDokumen5 halamanAcidos VolatilesPamee MancillaBelum ada peringkat
- Microdietas para El Cultivo de Seriola LalandiDokumen29 halamanMicrodietas para El Cultivo de Seriola LalandiBryan MadriazaBelum ada peringkat