Anda mungkin juga menyukai
- Aws B2 1 1 004 02Dokumen18 halamanAws B2 1 1 004 02Anonymous dh6DIT100% (1)
- Ipa 510 Ad 2Dokumen3 halamanIpa 510 Ad 2Santiago Cordova AlvaBelum ada peringkat
- De-119951 Monel Sheathing InstallationDokumen8 halamanDe-119951 Monel Sheathing InstallationJithuJohn100% (1)
- Materials System SpecificationDokumen11 halamanMaterials System Specificationimranb_001100% (1)
- Air Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsDokumen4 halamanAir Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsTim WilsonBelum ada peringkat
- Saep 321Dokumen25 halamanSaep 321AbdullahBelum ada peringkat
- Asme Section II A Sa-216 Sa-216mDokumen4 halamanAsme Section II A Sa-216 Sa-216mAnonymous GhPzn1xBelum ada peringkat
- Sr. Inspection Engineer Sample ResumeDokumen4 halamanSr. Inspection Engineer Sample ResumemaheshBelum ada peringkat
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Dokumen2 halamanEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoBelum ada peringkat
- Modes of Metal TransferDokumen7 halamanModes of Metal TransfershruthiBelum ada peringkat
- P1 A C LHDokumen2 halamanP1 A C LHMohamed Reda HusseinBelum ada peringkat
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDokumen6 halamanOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketBelum ada peringkat
- CBT QuestionsDokumen17 halamanCBT QuestionsNaseer Ahmed SokhalBelum ada peringkat
- Welding - Fissures DefectDokumen12 halamanWelding - Fissures DefectthanhBelum ada peringkat
- ASME 9 Multi Process Welding Procedures QW200Dokumen2 halamanASME 9 Multi Process Welding Procedures QW200Teodor EzaruBelum ada peringkat
- Welding Inspection Questions WisDokumen5 halamanWelding Inspection Questions WisBhavani PrasadBelum ada peringkat
- ARAMCO QM Number ListDokumen3 halamanARAMCO QM Number ListMohamed Yousuf Syed MohamedBelum ada peringkat
- TDS PDF Intertherm - 751CSADokumen4 halamanTDS PDF Intertherm - 751CSAwilliam sukyonoBelum ada peringkat
- Test Pack ProcedureDokumen10 halamanTest Pack ProcedureDaengkulle Firmansyah PuteraBelum ada peringkat
- Duplex and Super Duplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Dokumen13 halamanDuplex and Super Duplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)aleeimeran100% (1)
- Submerged Arc Welding (Saw)Dokumen5 halamanSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamBelum ada peringkat
- Validating ILI Run With and Without Data Loss PDFDokumen11 halamanValidating ILI Run With and Without Data Loss PDFMubeenBelum ada peringkat
- 16mo3 MıgMagDokumen4 halaman16mo3 MıgMagKerem İnanBelum ada peringkat
- Sa 263Dokumen8 halamanSa 263Wagner Renato AraújoBelum ada peringkat
- Inspection & Testing Requirements Scope:: Test and Inspection PerDokumen2 halamanInspection & Testing Requirements Scope:: Test and Inspection PeraneeshjokayBelum ada peringkat
- Welding SymbolsDokumen21 halamanWelding Symbolstuna61Belum ada peringkat
- Weld Joint Preparation ISO 9692Dokumen46 halamanWeld Joint Preparation ISO 9692biancogallazziBelum ada peringkat
- API 510 Case Study - 7Dokumen2 halamanAPI 510 Case Study - 7Khaled FatnassiBelum ada peringkat
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDokumen8 halamanQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীBelum ada peringkat
- ASME P NumbersDokumen6 halamanASME P NumbersAbdul KharisBelum ada peringkat
- Piping Systems Inspection ProcedureDokumen7 halamanPiping Systems Inspection Procedureabdullah buttBelum ada peringkat
- 02 Samss 011Dokumen36 halaman02 Samss 011OMER ELFADILBelum ada peringkat
- Saudi Aramco: Company General UseDokumen8 halamanSaudi Aramco: Company General UseMasudhBashaBelum ada peringkat
- Public-: Rev. D E English 03 / 2014Dokumen33 halamanPublic-: Rev. D E English 03 / 2014xaviereduardoBelum ada peringkat
- Piping, General Mech PDFDokumen8 halamanPiping, General Mech PDFAhmed Shaban KotbBelum ada peringkat
- ASME P-NumbersDokumen9 halamanASME P-NumbersAamer MohammedBelum ada peringkat
- UG Piping, Hydro QC List-InterviewDokumen6 halamanUG Piping, Hydro QC List-InterviewSyed M. Imran Ali100% (1)
- 24 Astm A815Dokumen8 halaman24 Astm A815FYBelum ada peringkat
- Cswip 3.1Dokumen2 halamanCswip 3.1Anna PariniBelum ada peringkat
- Sis Book Asme IxDokumen107 halamanSis Book Asme IxHamza AlamBelum ada peringkat
- Ni 2301Dokumen26 halamanNi 2301marguepaBelum ada peringkat
- Asme b31.3 Allowable StressDokumen23 halamanAsme b31.3 Allowable Stressjoaquin torrano veraBelum ada peringkat
- GE Hardness-testing-FAQ MIC 10Dokumen19 halamanGE Hardness-testing-FAQ MIC 10Harshit MehtaBelum ada peringkat
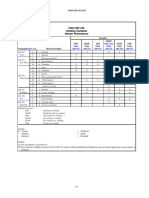
- Table - Qw-416 Welding Variables For Welder PerformanceDokumen1 halamanTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Asme BPVC - Ssc.iv - Ii.v.ix - Xiii-2023Dokumen42 halamanAsme BPVC - Ssc.iv - Ii.v.ix - Xiii-2023mmendozagBelum ada peringkat
- QW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Dokumen1 halamanQW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Deepanshu KhatriBelum ada peringkat
- QW-403.2 InterpretationDokumen1 halamanQW-403.2 Interpretationlaz_kBelum ada peringkat
- Exam Narative Cswip 3.2Dokumen5 halamanExam Narative Cswip 3.2yuwantoniBelum ada peringkat
- Mohamed Ashim: Mechanical InspectorDokumen5 halamanMohamed Ashim: Mechanical InspectorMad TahaBelum ada peringkat
- Cranfield University Entry For IWE PDFDokumen2 halamanCranfield University Entry For IWE PDFbharani dharanBelum ada peringkat
- Module3 - Welding ProcessesDokumen155 halamanModule3 - Welding ProcessesPurvesh NanavatiBelum ada peringkat
- GTL WPSDokumen6 halamanGTL WPSYoucef ChorfaBelum ada peringkat
- Bolted JointDokumen9 halamanBolted JointkhanhtruongBelum ada peringkat
- N Ace Direct Assessment StandardsDokumen22 halamanN Ace Direct Assessment StandardsAngelTinocoBelum ada peringkat
- Aramco-Guide Testing QC Candidates (Piping-Hydro-Welding - Part 2 PDFDokumen8 halamanAramco-Guide Testing QC Candidates (Piping-Hydro-Welding - Part 2 PDFanon_585140390100% (1)
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsDokumen31 halamanASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadBelum ada peringkat
- SAEP-379 Quality Issues NotificationDokumen4 halamanSAEP-379 Quality Issues NotificationMusic And FunBelum ada peringkat
- ASME IX Tables-WPS-PQR-WPQTDokumen33 halamanASME IX Tables-WPS-PQR-WPQTBabel THIAMBelum ada peringkat
- Saep 325Dokumen43 halamanSaep 325AbdullahBelum ada peringkat
- High-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENDokumen24 halamanHigh-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENrajnish14feb8516Belum ada peringkat
- Penetrants TESTINGDokumen86 halamanPenetrants TESTINGsankaran_muthukumarBelum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- LiPro - Profile-Test01 Without DoucDokumen15 halamanLiPro - Profile-Test01 Without DoucadelBelum ada peringkat
- GEIT 20022EN Thickness Gage ProbesDokumen4 halamanGEIT 20022EN Thickness Gage ProbesBen MedBelum ada peringkat
- GEIT 20022EN Thickness Gage ProbesDokumen4 halamanGEIT 20022EN Thickness Gage ProbesBen MedBelum ada peringkat
- GEIT 20022EN Thickness Gage ProbesDokumen4 halamanGEIT 20022EN Thickness Gage ProbesBen MedBelum ada peringkat
- Weld Repair Procedure Tapis RevaDokumen3 halamanWeld Repair Procedure Tapis RevaadelBelum ada peringkat
- GEIT 20022EN Thickness Gage ProbesDokumen4 halamanGEIT 20022EN Thickness Gage ProbesBen MedBelum ada peringkat
- PDF-2 CRxVision High Resolution Weld Inspection ScannerDokumen8 halamanPDF-2 CRxVision High Resolution Weld Inspection ScanneradelBelum ada peringkat
- PDF-1 Structurix - Processing - Equipment - Brochure - EnglishDokumen2 halamanPDF-1 Structurix - Processing - Equipment - Brochure - EnglishadelBelum ada peringkat
- Structurix Chemicals Brochure EnglishDokumen7 halamanStructurix Chemicals Brochure EnglishadelBelum ada peringkat
- PDF-1 Structurix - Processing - Equipment - Brochure - EnglishDokumen2 halamanPDF-1 Structurix - Processing - Equipment - Brochure - EnglishadelBelum ada peringkat
- Eresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratorDokumen8 halamanEresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratoradelBelum ada peringkat
- Norsok Material Data Sheet (M-630r2)Dokumen77 halamanNorsok Material Data Sheet (M-630r2)karuna346Belum ada peringkat
- PDF-2 CRxVision High Resolution Weld Inspection ScannerDokumen8 halamanPDF-2 CRxVision High Resolution Weld Inspection ScanneradelBelum ada peringkat
- Eresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratorDokumen8 halamanEresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratoradelBelum ada peringkat
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDokumen11 halamanWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- City of Liberty Gas Company Repair ReportDokumen5 halamanCity of Liberty Gas Company Repair ReportadelBelum ada peringkat
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDokumen11 halamanWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- Handbook - Filler Metal ASTM SteelsDokumen1 halamanHandbook - Filler Metal ASTM SteelsadelBelum ada peringkat
- Welder Qualification Tests WQT DL QC 001 2019Dokumen24 halamanWelder Qualification Tests WQT DL QC 001 2019adelBelum ada peringkat
- Welding Manual Nov 2010Dokumen187 halamanWelding Manual Nov 2010Sumit Chaurasia100% (4)
- Handbook - Filler Metal ASTM SteelsDokumen1 halamanHandbook - Filler Metal ASTM SteelsadelBelum ada peringkat
- Industrial LogisticsDokumen2 halamanIndustrial LogisticsadelBelum ada peringkat
- Industrial LogisticsDokumen2 halamanIndustrial LogisticsadelBelum ada peringkat
- Welder Qualification Tests WQT DL QC 001 2019Dokumen24 halamanWelder Qualification Tests WQT DL QC 001 2019adelBelum ada peringkat
- The Propose of Training Program For Welding Inspectors 2021Dokumen5 halamanThe Propose of Training Program For Welding Inspectors 2021adelBelum ada peringkat
- Handbook - Filler Metal ASTM SteelsDokumen1 halamanHandbook - Filler Metal ASTM SteelsadelBelum ada peringkat
- NDT Films Guide-201510 PDFDokumen1 halamanNDT Films Guide-201510 PDFjar_2Belum ada peringkat
- Set Through and Set OnDokumen4 halamanSet Through and Set OnadelBelum ada peringkat
- NDT Films Guide-201510 PDFDokumen1 halamanNDT Films Guide-201510 PDFjar_2Belum ada peringkat
- Flux Cored Arc WeldingDokumen20 halamanFlux Cored Arc Weldingmarcy luBelum ada peringkat
- 42,0426,0115, enDokumen72 halaman42,0426,0115, enMustafa KeleşBelum ada peringkat
- AGA Aluminum Welding BrochureDokumen16 halamanAGA Aluminum Welding Brochureaghosh704Belum ada peringkat
- Kobelco Stainless SteelDokumen32 halamanKobelco Stainless SteelMiguel BentoBelum ada peringkat
- Aws C5.5-80 GtawDokumen45 halamanAws C5.5-80 GtawvenkateshBelum ada peringkat
- Larry Jeffus-Welding - Principles and Applications-Cengage Learning (2012) - 32Dokumen20 halamanLarry Jeffus-Welding - Principles and Applications-Cengage Learning (2012) - 32Madani MecheriBelum ada peringkat
- Cswip 3.1 Training DocumentDokumen333 halamanCswip 3.1 Training DocumentKhanh Bui100% (1)
- FCAW Process WeldingDokumen130 halamanFCAW Process WeldingahmetBelum ada peringkat
- Doclib 4677 Autocraft 316lsi DatasheetDokumen1 halamanDoclib 4677 Autocraft 316lsi Datasheetamir moniriBelum ada peringkat
- SelektDokumen32 halamanSelektThisnshBelum ada peringkat
- Welding SlidesDokumen334 halamanWelding SlidesAsad Bin Ala Qatari100% (13)
- Questions For CSWIP Question Answers Solved Past Papers Cswip 3 1Dokumen87 halamanQuestions For CSWIP Question Answers Solved Past Papers Cswip 3 1Makhfud Edy80% (5)
- 2007 Eutectic Data Book With BookmarksDokumen219 halaman2007 Eutectic Data Book With BookmarksMargarita GarciaBelum ada peringkat
- Gaussian Pulsed Current Waveform Welding For Aluminum AlloysDokumen8 halamanGaussian Pulsed Current Waveform Welding For Aluminum AlloysmeleileiwangBelum ada peringkat
- Welding Defects - ArabweldersDokumen63 halamanWelding Defects - ArabweldersKhalid HafezBelum ada peringkat
- DocumentDokumen5 halamanDocumentmohammed siddiqBelum ada peringkat
- 304 SsDokumen54 halaman304 Ssshakir ramzanBelum ada peringkat
- Rossi Welder ManualDokumen45 halamanRossi Welder Manualh_romeu_rsBelum ada peringkat
- Eis45-Asphyxiation Hazards in Welding and Allied ProcessesDokumen6 halamanEis45-Asphyxiation Hazards in Welding and Allied ProcessesYassin SajidBelum ada peringkat
- Electro-Spark Deposition Machine Design, Physical Controls and Parameter EffectsDokumen130 halamanElectro-Spark Deposition Machine Design, Physical Controls and Parameter EffectsAdrian DoruBelum ada peringkat
- Svm123a DC1000Dokumen113 halamanSvm123a DC1000Sgly ZemogBelum ada peringkat
- Section 12 - Welding Consumables - AluminiumDokumen13 halamanSection 12 - Welding Consumables - AluminiumFriedrich SchwimBelum ada peringkat
- Variables For Welding 11-3-2016 - 264B1DF6 PDFDokumen2 halamanVariables For Welding 11-3-2016 - 264B1DF6 PDFSameh AminBelum ada peringkat
- Celebrating A Century of Quality: Www. Iess - BizDokumen64 halamanCelebrating A Century of Quality: Www. Iess - BizScott TrainorBelum ada peringkat
- Welding Lectures 1-4Dokumen68 halamanWelding Lectures 1-4ganeshBelum ada peringkat
- Diffinition of Fumes and GasesDokumen7 halamanDiffinition of Fumes and GasesjovelBelum ada peringkat
- Chroma Weld 309 LT1Dokumen2 halamanChroma Weld 309 LT1Gianfranco CopelloBelum ada peringkat