Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Weight&Lifting - To CheckDokumen54 halamanWeight&Lifting - To ChecknamasralBelum ada peringkat
- Calc Hoop StressDokumen11 halamanCalc Hoop StressApril TrevinoBelum ada peringkat
- HISC NORSOK Workshop Agreement M-WA-01Rev1Dokumen18 halamanHISC NORSOK Workshop Agreement M-WA-01Rev1naveen_86Belum ada peringkat
- Rolling Bearing SteelsRolling Bearing Steels A Technical and Historical PerspectiveDokumen28 halamanRolling Bearing SteelsRolling Bearing Steels A Technical and Historical PerspectiveSyavash EnshaBelum ada peringkat
- Lecture - 13 Plate GirdersDokumen79 halamanLecture - 13 Plate GirdersgundulpBelum ada peringkat
- MDSP Mastery Part 2-Answer KeyDokumen2 halamanMDSP Mastery Part 2-Answer KeyLorence CardenasBelum ada peringkat
- Reinforced Concrete Bunkers and Silos DesignDokumen20 halamanReinforced Concrete Bunkers and Silos DesignFiraol TayeBelum ada peringkat
- The Mathematical Theory of Plasticity by R Hill PDFDokumen362 halamanThe Mathematical Theory of Plasticity by R Hill PDFitsaashish12gmailcom100% (7)
- Microstructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIDokumen15 halamanMicrostructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIsatyanarayana chvvBelum ada peringkat
- 1 s2.0 S0921509305013808 MainDokumen7 halaman1 s2.0 S0921509305013808 Mainsatyanarayana chvvBelum ada peringkat
- Internal Residual Stress Measurement On Linear Friction Welding of Titanium Alloy Plates With Contour MethodDokumen6 halamanInternal Residual Stress Measurement On Linear Friction Welding of Titanium Alloy Plates With Contour Methodsatyanarayana chvvBelum ada peringkat
- 1 s2.0 S0921509301016562 MainDokumen7 halaman1 s2.0 S0921509301016562 Mainsatyanarayana chvvBelum ada peringkat
- Fe-C Phase DiagramDokumen34 halamanFe-C Phase DiagramYoung-long Choi100% (1)
- Elasticity ProblemsDokumen1 halamanElasticity ProblemsjenibelBelum ada peringkat
- Cotter and Sleeve JointDokumen17 halamanCotter and Sleeve JointNishit Karkar100% (2)
- MATHalinoDokumen4 halamanMATHalinosamuelcharca8194Belum ada peringkat
- Theranostics US Elastography Sigrist Willmann 2017Dokumen27 halamanTheranostics US Elastography Sigrist Willmann 2017ngocoanh1828Belum ada peringkat
- A Simple and Efficient Finite Element For General Shell AnalysisDokumen22 halamanA Simple and Efficient Finite Element For General Shell AnalysisnargissuhailBelum ada peringkat
- Seismic Principles: - Chapter 1Dokumen13 halamanSeismic Principles: - Chapter 1Mahardika Aji KurniawanBelum ada peringkat
- Yapici Et Al 2020. Behaviour of Ferritic Stainless Steel Bolted T-Stubs Under Tension I Exp. InvestigationsDokumen10 halamanYapici Et Al 2020. Behaviour of Ferritic Stainless Steel Bolted T-Stubs Under Tension I Exp. InvestigationsMarios TheofanousBelum ada peringkat
- BEAM REBAR AREA CALCULATIONDokumen8 halamanBEAM REBAR AREA CALCULATIONLenny ErastoBelum ada peringkat
- Space-Time Finite Element Methods For Second-Order Hyperbolic EquationsDokumen22 halamanSpace-Time Finite Element Methods For Second-Order Hyperbolic Equationskinny1974Belum ada peringkat
- Mechanics of Materials: Pure BendingDokumen42 halamanMechanics of Materials: Pure BendingAnas AsifBelum ada peringkat
- Barrel ShellsDokumen6 halamanBarrel ShellsGoitom Teklay GebrekidanBelum ada peringkat
- Crack Detection On Wind Turbine Blades in AnDokumen9 halamanCrack Detection On Wind Turbine Blades in AnOnezimo CardosoBelum ada peringkat
- Modelling The Prestress Transfer in Pre-Tensioned Concrete ElementsDokumen17 halamanModelling The Prestress Transfer in Pre-Tensioned Concrete Elementsjudii804033Belum ada peringkat
- RT 4 ErDokumen3 halamanRT 4 ErpisalBelum ada peringkat
- DHS Unit 1 To 3 MCQsDokumen37 halamanDHS Unit 1 To 3 MCQsSumair Lone67% (6)
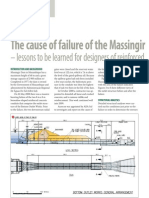
- Bottom Outlets Works - The Cause of Failure of The Massingir DamDokumen7 halamanBottom Outlets Works - The Cause of Failure of The Massingir Dammivos4Belum ada peringkat
- Geotechnical Engineering Shear Strength TestsDokumen29 halamanGeotechnical Engineering Shear Strength Testsmannie edet100% (1)
- 268798Dokumen150 halaman268798Besian SinaniBelum ada peringkat
- Design and Development of An Integrated Firewall-Seat For Formula SAE CarDokumen12 halamanDesign and Development of An Integrated Firewall-Seat For Formula SAE Carmatrix dBelum ada peringkat
- 1 - Fracture Mechanics - Intro - AllDokumen97 halaman1 - Fracture Mechanics - Intro - AllcastorBelum ada peringkat
- Optimization of Knuckle Joint by Using Finite Element Analysis and Its Experimental ValidationDokumen7 halamanOptimization of Knuckle Joint by Using Finite Element Analysis and Its Experimental ValidationSatya MonishBelum ada peringkat