Anda mungkin juga menyukai
- CalcularFiniquito (Mas en WWW - Calcularfiniquito.es)Dokumen4 halamanCalcularFiniquito (Mas en WWW - Calcularfiniquito.es)Daniel Jimenez MerayoBelum ada peringkat
- Bea PDFDokumen1 halamanBea PDFDaniel Jimenez MerayoBelum ada peringkat
- CalcularFiniquito (Mas en WWW - Calcularfiniquito.es)Dokumen4 halamanCalcularFiniquito (Mas en WWW - Calcularfiniquito.es)Daniel Jimenez MerayoBelum ada peringkat
- Natural Science 5 ESPDokumen50 halamanNatural Science 5 ESPBeatriz EM100% (1)
- 9175Dokumen79 halaman9175Felix Coello CadavalBelum ada peringkat
- CH I 0635 Sa240 TP316L 025 PDFDokumen1 halamanCH I 0635 Sa240 TP316L 025 PDFDaniel Jimenez MerayoBelum ada peringkat
- Practica 2Dokumen1 halamanPractica 2Daniel Jimenez MerayoBelum ada peringkat
- 3º Salida de MaterialDokumen1 halaman3º Salida de MaterialDaniel Jimenez MerayoBelum ada peringkat
- Alhambra de Granada TripticoDokumen2 halamanAlhambra de Granada TripticoDaniel Jimenez MerayoBelum ada peringkat
- Tema 2.18: RecubrimientosDokumen42 halamanTema 2.18: RecubrimientosDaniel Jimenez MerayoBelum ada peringkat
- 3º Salida de MaterialDokumen1 halaman3º Salida de MaterialDaniel Jimenez MerayoBelum ada peringkat
- Programa de Formación Ultrasonidos Nivel 3 ReducidoDokumen1 halamanPrograma de Formación Ultrasonidos Nivel 3 ReducidoDaniel Jimenez MerayoBelum ada peringkat
- Tema 2.18: RecubrimientosDokumen42 halamanTema 2.18: RecubrimientosDaniel Jimenez MerayoBelum ada peringkat
- 3º Salida de MaterialDokumen1 halaman3º Salida de MaterialDaniel Jimenez MerayoBelum ada peringkat
- El Espino Amarillo: Sus Materias PrimasDokumen9 halamanEl Espino Amarillo: Sus Materias PrimasDaniel Jimenez MerayoBelum ada peringkat
- copia.txtDokumen1 halamancopia.txtDaniel Jimenez MerayoBelum ada peringkat
- Radiologia Dosis LimiteDokumen37 halamanRadiologia Dosis LimiteS.g. JorgeBelum ada peringkat
- DCER21Dokumen3 halamanDCER21Daniel Jimenez MerayoBelum ada peringkat
- Practica 3Dokumen2 halamanPractica 3Daniel Jimenez MerayoBelum ada peringkat
- Dinf PC03 04Dokumen2 halamanDinf PC03 04Daniel Jimenez Merayo0% (1)
- DCER51Dokumen1 halamanDCER51Daniel Jimenez MerayoBelum ada peringkat
- Practica 3Dokumen2 halamanPractica 3Daniel Jimenez MerayoBelum ada peringkat
- Nunca Dejes de SoñarDokumen5 halamanNunca Dejes de SoñarDaniel Jimenez MerayoBelum ada peringkat
- MemoriaDokumen19 halamanMemoriaDaniel Jimenez MerayoBelum ada peringkat
- Joan MiróDokumen19 halamanJoan MiróDaniel Jimenez MerayoBelum ada peringkat
- Nunca Dejes de SoñarDokumen5 halamanNunca Dejes de SoñarDaniel Jimenez MerayoBelum ada peringkat
- Objeto Y AlcanceDokumen7 halamanObjeto Y AlcanceDaniel Jimenez MerayoBelum ada peringkat
- Los Seres Vivos PDFDokumen10 halamanLos Seres Vivos PDFfsarrodBelum ada peringkat
- Practica 2Dokumen1 halamanPractica 2Daniel Jimenez MerayoBelum ada peringkat
- I.E.S. Fernández Vallín LIBROS DE TEXTO (CURSO 2019-2020)Dokumen1 halamanI.E.S. Fernández Vallín LIBROS DE TEXTO (CURSO 2019-2020)Daniel Jimenez MerayoBelum ada peringkat
- Preparación de BordesDokumen2 halamanPreparación de BordesJorge Andy ArceBelum ada peringkat
- TR1 FPR - DFDokumen13 halamanTR1 FPR - DFJimena QuispeBelum ada peringkat
- Zinc AcescoDokumen1 halamanZinc AcescoEdison Paul Tierra TierraBelum ada peringkat
- Plan de Manejo AmbientalDokumen25 halamanPlan de Manejo AmbientalClaudia Alexandra Rojas Ventura100% (1)
- InstalaciónTanquesPEDokumen4 halamanInstalaciónTanquesPEFredy Pupi100% (1)
- Chofer o ConductorDokumen2 halamanChofer o ConductorTito Garnica IriarteBelum ada peringkat
- MI-COR-SSO-CRI-EST-01 Estándar Operacional de Aislamiento de EnergiaDokumen20 halamanMI-COR-SSO-CRI-EST-01 Estándar Operacional de Aislamiento de Energiacy.jimenezhBelum ada peringkat
- Caso de Exito-CastrolDokumen4 halamanCaso de Exito-CastrolAnimalBelum ada peringkat
- Examen ResueltoDokumen9 halamanExamen ResueltoAlex Benigno100% (1)
- Ficha Tecnica OverHead Vertical Lift (05-09-2016)Dokumen1 halamanFicha Tecnica OverHead Vertical Lift (05-09-2016)oswaldo pulidoBelum ada peringkat
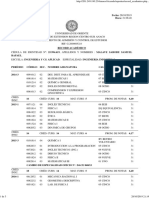
- 201.249.180.234_anaco__siceudo_reportes_record_academico.php_cedula=25994619&esp=2115&tipo=completas&nucleoUsr=EXTENSION REGION CENTRO SUR ANACO&codNucleoUsr=31&tipoEstu=regular&operacion=601Dokumen3 halaman201.249.180.234_anaco__siceudo_reportes_record_academico.php_cedula=25994619&esp=2115&tipo=completas&nucleoUsr=EXTENSION REGION CENTRO SUR ANACO&codNucleoUsr=31&tipoEstu=regular&operacion=601Samuel Malave SarobeBelum ada peringkat
- Administración de Compras e InventariosDokumen10 halamanAdministración de Compras e InventariosNallely García0% (1)
- 04 Method Statement Template - Construccion Del AlmacenDokumen5 halaman04 Method Statement Template - Construccion Del AlmacenjulioBelum ada peringkat
- Actividades Del Examen Tema 1 LogísticaDokumen7 halamanActividades Del Examen Tema 1 LogísticaPablo RiscoBelum ada peringkat
- Abus Gruas Polipasto Electrico de Cable Polipastos Electricos de Cable 1149240 PDFDokumen22 halamanAbus Gruas Polipasto Electrico de Cable Polipastos Electricos de Cable 1149240 PDFChristian Andrés Cortés SuárezBelum ada peringkat
- POL-41182-ID-PT-001 Plan de Trabajo - Rev.0Dokumen133 halamanPOL-41182-ID-PT-001 Plan de Trabajo - Rev.0salvador ayalaBelum ada peringkat
- Tipos de ContenedoresDokumen27 halamanTipos de ContenedoresAlvaro HernandezBelum ada peringkat
- 2 Ensayo TriaxialDokumen28 halaman2 Ensayo Triaxialcarlosrte1Belum ada peringkat
- Himno PolitécnicoDokumen1 halamanHimno PolitécnicoOscar UrielBelum ada peringkat
- Falabella Aire SplitDokumen4 halamanFalabella Aire SplitJuan Ignacio RavaBelum ada peringkat
- PLB-0499-PRO-2376-HS-003 Trabajo en Altura Rev 0Dokumen27 halamanPLB-0499-PRO-2376-HS-003 Trabajo en Altura Rev 0victor toroBelum ada peringkat
- Levas, Mecanismos 1Dokumen7 halamanLevas, Mecanismos 1Manuel Alberto MartinezBelum ada peringkat
- Catalogo Tecnico PlyrockDokumen4 halamanCatalogo Tecnico PlyrockPao BarillasBelum ada peringkat
- 3 Iso 9000 y 14000 Ema II 2013Dokumen11 halaman3 Iso 9000 y 14000 Ema II 2013Marta Fuentes LevisBelum ada peringkat
- Caja cambios moto 5 marchasDokumen7 halamanCaja cambios moto 5 marchasFrancisco Duran75% (4)
- Activida 15 Enteega 3 SG SSTDokumen10 halamanActivida 15 Enteega 3 SG SSTAndry GONZALEZBelum ada peringkat
- ASIGNACIÓN 1. Sistema Hombre-Objeto-EntornoDokumen2 halamanASIGNACIÓN 1. Sistema Hombre-Objeto-EntornoJORGE PEREZBelum ada peringkat
- Taller 2 Plan de Auditoría (1) Abril 6-4-19Dokumen5 halamanTaller 2 Plan de Auditoría (1) Abril 6-4-19Jennifer Mamian100% (2)
- Taller 3Dokumen7 halamanTaller 3beronica pinedaBelum ada peringkat
- Separacion de MezaclasDokumen5 halamanSeparacion de MezaclasEdwinMonteroBelum ada peringkat