Anda mungkin juga menyukai
- US6804943Dokumen6 halamanUS6804943Abdullah KhanBelum ada peringkat
- Device Machines Crankshaft Pins In-EngineDokumen9 halamanDevice Machines Crankshaft Pins In-EngineMahnooshBelum ada peringkat
- Ta Co Chceme - US7134255Dokumen5 halamanTa Co Chceme - US7134255hana.hovorkovaBelum ada peringkat
- Laminated Firearm Assembly PatentDokumen9 halamanLaminated Firearm Assembly Patentconfused597Belum ada peringkat
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Dokumen11 halamanUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımBelum ada peringkat
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphBelum ada peringkat
- United States Patent (10) Patent No.: Us 7,799,187 B2: Dimilia Et Al. (45) Date of Patent: Sep. 21, 2010Dokumen6 halamanUnited States Patent (10) Patent No.: Us 7,799,187 B2: Dimilia Et Al. (45) Date of Patent: Sep. 21, 2010turnipBelum ada peringkat
- Us8261906 - SBRDokumen8 halamanUs8261906 - SBRLOAN PHẠM THỊ PHƯƠNGBelum ada peringkat
- Wiiw 32A: (12) United States PatentDokumen31 halamanWiiw 32A: (12) United States PatentZavorra ZavorratoBelum ada peringkat
- United States Patent (10) Patent No.: US 6,250,528 B1: Lumpe Et Al. (45) Date of Patent: Jun. 26, 2001Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,250,528 B1: Lumpe Et Al. (45) Date of Patent: Jun. 26, 20014728Vishakha KambleBelum ada peringkat
- Vernier Caliper PatentDokumen9 halamanVernier Caliper Patentmeinard angelesBelum ada peringkat
- Orbital Welding Rotor Assembly Reduces ArcingDokumen9 halamanOrbital Welding Rotor Assembly Reduces ArcingAngel GutierrezBelum ada peringkat
- Kick Scooter Steering Mechanism PatentDokumen10 halamanKick Scooter Steering Mechanism PatentEric Manuel Mercedes AbreuBelum ada peringkat
- United States Patent: Yorifuji Et AlDokumen16 halamanUnited States Patent: Yorifuji Et AlErin GokBelum ada peringkat
- Single Screw Extruder Screw Sections Improve Low Viscosity ProcessingDokumen19 halamanSingle Screw Extruder Screw Sections Improve Low Viscosity ProcessingXuan Phuong HuynhBelum ada peringkat
- 2010 Apparatus For Driving ConductorDokumen8 halaman2010 Apparatus For Driving ConductorScience & EngineeringBelum ada peringkat
- United States Patent (19) : Aerospatiale, FranceDokumen7 halamanUnited States Patent (19) : Aerospatiale, Franceingeniomeca8800Belum ada peringkat
- Labyrinth Seal for Disc TurbineDokumen9 halamanLabyrinth Seal for Disc TurbineRonan RojasBelum ada peringkat
- United States Patent (10) Patent No.: US 6,826,819 B1: Sinfield (45) Date of Patent: Dec. 7, 2004Dokumen9 halamanUnited States Patent (10) Patent No.: US 6,826,819 B1: Sinfield (45) Date of Patent: Dec. 7, 2004DaikinllcBelum ada peringkat
- United States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Dokumen6 halamanUnited States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Keval Kamani100% (1)
- US6247760Dokumen12 halamanUS6247760aungkyawzoreBelum ada peringkat
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Dokumen10 halamanUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerBelum ada peringkat
- Horticulture Light Fixture with Sheet Metal Construction and Glass Retention RailsDokumen14 halamanHorticulture Light Fixture with Sheet Metal Construction and Glass Retention RailspmurphBelum ada peringkat
- United States Patent: Simpson Oct. 1, 2002Dokumen39 halamanUnited States Patent: Simpson Oct. 1, 2002Hadi KoraniBelum ada peringkat
- Us 7628347Dokumen6 halamanUs 7628347Pooria1989Belum ada peringkat
- Us6843149 PDFDokumen10 halamanUs6843149 PDFDana CucuBelum ada peringkat
- United States Patent: Reid (45) Date of Patent: Jun. 26, 2007Dokumen16 halamanUnited States Patent: Reid (45) Date of Patent: Jun. 26, 2007raj kishoreBelum ada peringkat
- United States Patent (10) Patent No.: US 6,793,224 B2: Stratton (45) Date of Patent: Sep. 21, 2004Dokumen14 halamanUnited States Patent (10) Patent No.: US 6,793,224 B2: Stratton (45) Date of Patent: Sep. 21, 2004Dagger HashimotoBelum ada peringkat
- Us 6964501Dokumen12 halamanUs 6964501alchjunkmailBelum ada peringkat
- Us 7409794Dokumen13 halamanUs 7409794bgm7966Belum ada peringkat
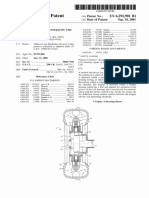
- United States Patent: (12) (10) Patent N0.: US 6,450,269 B1Dokumen8 halamanUnited States Patent: (12) (10) Patent N0.: US 6,450,269 B1Cường Nguyễn QuốcBelum ada peringkat
- Reducing Core-End Heating in Large Power GeneratorsDokumen12 halamanReducing Core-End Heating in Large Power GeneratorsMichal KowalczykBelum ada peringkat
- Patent Us 6212218Dokumen11 halamanPatent Us 6212218Saulo UainerBelum ada peringkat
- United States Patent (10) Patent No.: US 6,471,157 B1: Streett Et Al. (45) Date of Patent: Oct. 29, 2002Dokumen8 halamanUnited States Patent (10) Patent No.: US 6,471,157 B1: Streett Et Al. (45) Date of Patent: Oct. 29, 2002155Belum ada peringkat
- United States Patent (10) Patent No.: US 8.414,195 B2Dokumen6 halamanUnited States Patent (10) Patent No.: US 8.414,195 B2Anshumaan Pratap BhagatBelum ada peringkat
- United States Patent: (10) Patent No.: US 7,605,347 B2Dokumen20 halamanUnited States Patent: (10) Patent No.: US 7,605,347 B2Mihail AvramovBelum ada peringkat
- Us6924931 PDFDokumen10 halamanUs6924931 PDFja2ja1Belum ada peringkat
- INDUCTION IRONING TITLEDokumen20 halamanINDUCTION IRONING TITLERonan RojasBelum ada peringkat
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Dokumen22 halaman59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopBelum ada peringkat
- Slurry Reaction AgitatorsDokumen10 halamanSlurry Reaction AgitatorsManoj BBelum ada peringkat
- United States Patent (10) Patent No.: US 6,306,199 B1Dokumen10 halamanUnited States Patent (10) Patent No.: US 6,306,199 B1Vipul VaibhavBelum ada peringkat
- US6581308Dokumen5 halamanUS6581308PUVAN TSTBelum ada peringkat
- United States Patent: Al-HawajDokumen23 halamanUnited States Patent: Al-Hawaj임학진Belum ada peringkat
- Balancing Mechanism for Palletizing RobotDokumen10 halamanBalancing Mechanism for Palletizing RobotRoyLoraGallardoBelum ada peringkat
- Gas Turbine Combustor Airflow StructureDokumen22 halamanGas Turbine Combustor Airflow StructureRohitBelum ada peringkat
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Dokumen10 halamanUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanBelum ada peringkat
- United States Patent: (10) Patent No.: US 6,293,891 B1Dokumen8 halamanUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiBelum ada peringkat
- US5820225Dokumen10 halamanUS5820225aungkyawzoreBelum ada peringkat
- United States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Dokumen20 halamanUnited States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Munir KadernaniBelum ada peringkat
- Wheel PWR GenerationDokumen8 halamanWheel PWR GenerationAsad Ahmed KhanBelum ada peringkat
- United States Patent (19) : Chupka Et Al. 11) Patent Number: 5,078,275 (45) Date of PatentDokumen10 halamanUnited States Patent (19) : Chupka Et Al. 11) Patent Number: 5,078,275 (45) Date of PatentClaudinei MayerBelum ada peringkat
- United States Patent: (12) (10) Patent No.: US 7,322,545 B2Dokumen13 halamanUnited States Patent: (12) (10) Patent No.: US 7,322,545 B2rakkaBelum ada peringkat
- Excavator bucket top assembly patent titleDokumen9 halamanExcavator bucket top assembly patent titlePUVAN TSTBelum ada peringkat
- Us 7231927Dokumen24 halamanUs 7231927Chuchu TayeBelum ada peringkat
- 2005 - US006968735B2 - Long Range Data Transmitter For HDDDokumen9 halaman2005 - US006968735B2 - Long Range Data Transmitter For HDDCường Nguyễn QuốcBelum ada peringkat
- Us6390894 PDFDokumen22 halamanUs6390894 PDFAndy HuffBelum ada peringkat
- United States Patent (10) Patent No.: US 6,880,220 B2: Gandy (45) Date of Patent: Apr. 19, 2005Dokumen8 halamanUnited States Patent (10) Patent No.: US 6,880,220 B2: Gandy (45) Date of Patent: Apr. 19, 2005Erin GokBelum ada peringkat
- US8299606Dokumen10 halamanUS8299606Pardeep SharmaBelum ada peringkat
- Brittle Fracture in Steel StructuresDari EverandBrittle Fracture in Steel StructuresG.M. BoydBelum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery Pages PDFDokumen1 halamanGallery Pages PDFtajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery Pages PDFDokumen1 halamanGallery Pages PDFtajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- United States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001tajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery Pages PDFDokumen1 halamanGallery Pages PDFtajshah283Belum ada peringkat
- Gallery Pages PDFDokumen1 halamanGallery Pages PDFtajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery PagesDokumen1 halamanGallery Pagestajshah283Belum ada peringkat
- Gallery Pages PDFDokumen1 halamanGallery Pages PDFtajshah283Belum ada peringkat
- Bleed Fan SelectionDokumen4 halamanBleed Fan Selectionomar abdullahBelum ada peringkat
- SELECTING A DISTILLATION COLUMN CONTROL STRATEGYDokumen12 halamanSELECTING A DISTILLATION COLUMN CONTROL STRATEGYinstrutech0% (1)
- EM24DINDSDokumen14 halamanEM24DINDSJavaprima Dinamika AbadiBelum ada peringkat
- Please Note That Cypress Is An Infineon Technologies CompanyDokumen22 halamanPlease Note That Cypress Is An Infineon Technologies Company20c552244bBelum ada peringkat
- Homework No1. Kenner Pérez TurizoDokumen6 halamanHomework No1. Kenner Pérez TurizoKenner PérezBelum ada peringkat
- W17155 PDF EngDokumen7 halamanW17155 PDF Engluis alfredo lachira coveñasBelum ada peringkat
- Small-Scale Fisheries Co-op ConstitutionDokumen37 halamanSmall-Scale Fisheries Co-op ConstitutionCalyn MusondaBelum ada peringkat
- Micro810 Allen Bradley User ManualDokumen120 halamanMicro810 Allen Bradley User ManualStefano MontiBelum ada peringkat
- MCQ InflationDokumen6 halamanMCQ Inflationashsalvi100% (4)
- Railway noise source modeling and measurement methodsDokumen78 halamanRailway noise source modeling and measurement methodsftyoneyamaBelum ada peringkat
- Toyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Dokumen4 halamanToyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Oscarito VázquezBelum ada peringkat
- DGS Mock Exam - Full AnswerDokumen11 halamanDGS Mock Exam - Full AnswerSofia NicoriciBelum ada peringkat
- Ball Bearings 1Dokumen17 halamanBall Bearings 1ManicharanBelum ada peringkat
- Behavioural Theory of The Firm: Presented By: Shubham Gupta Sumit MalikDokumen26 halamanBehavioural Theory of The Firm: Presented By: Shubham Gupta Sumit MalikvarunymrBelum ada peringkat
- wBEC44 (09) With wUIU (09) Technical Manual - v13.03 ENGLISHDokumen73 halamanwBEC44 (09) With wUIU (09) Technical Manual - v13.03 ENGLISHLee Zack100% (13)
- Word FormationDokumen20 halamanWord FormationMarijana Dragaš100% (1)
- Sustainability and Design EthicsDokumen178 halamanSustainability and Design EthicsAbby SmithBelum ada peringkat
- KD.7.1-WPS OfficeDokumen9 halamanKD.7.1-WPS OfficePratista TyasBelum ada peringkat
- Boiler Instrumentation and Control SystemsDokumen68 halamanBoiler Instrumentation and Control Systemstagne simo rodrigueBelum ada peringkat
- GI Tags Complete ListDokumen17 halamanGI Tags Complete Listrameshb87Belum ada peringkat
- Final VeganDokumen11 halamanFinal Veganapi-314696134Belum ada peringkat
- Css Recommended BooksDokumen6 halamanCss Recommended Booksaman khanBelum ada peringkat
- User Interface Analysis and Design TrendsDokumen38 halamanUser Interface Analysis and Design TrendsArbaz AliBelum ada peringkat
- B. Com II Year Economics Previous Year QuestionsDokumen11 halamanB. Com II Year Economics Previous Year QuestionsShashiMohanKotnalaBelum ada peringkat
- Callon & Law (1997) - After The Individual in Society. Lessons On Colectivity From Science, Technology and SocietyDokumen19 halamanCallon & Law (1997) - After The Individual in Society. Lessons On Colectivity From Science, Technology and Societysashadam815812Belum ada peringkat
- Plastic RecyclingDokumen14 halamanPlastic RecyclingLevitaBelum ada peringkat
- MCT-MST Formative Report Form 2bashaer AwadDokumen9 halamanMCT-MST Formative Report Form 2bashaer Awadapi-315648941Belum ada peringkat
- The Government-Created Subprime Mortgage Meltdown by Thomas DiLorenzoDokumen3 halamanThe Government-Created Subprime Mortgage Meltdown by Thomas DiLorenzodavid rockBelum ada peringkat
- Ammonium Nitrophosphate Production ProcessDokumen133 halamanAmmonium Nitrophosphate Production ProcessHit Busa100% (1)
- Global POVEQ NGADokumen2 halamanGlobal POVEQ NGABonifaceBelum ada peringkat