Anda mungkin juga menyukai
- Cuestionario Materiales CompuestosDokumen7 halamanCuestionario Materiales Compuestosnestor sanchezBelum ada peringkat
- Materiales CompuestosDokumen2 halamanMateriales CompuestosAndy Grajales RBelum ada peringkat
- Materiales CompuestosDokumen50 halamanMateriales CompuestosMarisol OjedaBelum ada peringkat
- Materiales Compuestos EnsayoDokumen9 halamanMateriales Compuestos EnsayoRamonaBelum ada peringkat
- Práctica # 2 - Elaboración de Un Material Compuesto de Matriz PoliméricaDokumen3 halamanPráctica # 2 - Elaboración de Un Material Compuesto de Matriz PoliméricaCARLOS ALBERTO RUIZ CORREABelum ada peringkat
- Taller 1-Geo y TrigDokumen4 halamanTaller 1-Geo y TrigElizabethBelum ada peringkat
- Sencico AcuDokumen70 halamanSencico AcuTatiana Peña Mendoza100% (1)
- Catalogo de Normas PDFDokumen109 halamanCatalogo de Normas PDFMauro FragosoBelum ada peringkat
- Ri 41 PDFDokumen6 halamanRi 41 PDFJosé Uriel Javier TorresBelum ada peringkat
- Procesos para Materiales CompuestosDokumen9 halamanProcesos para Materiales CompuestosR RBelum ada peringkat
- Matrices, Refuerzos y Adhesivos 2023 ADokumen8 halamanMatrices, Refuerzos y Adhesivos 2023 AHugo MoralesBelum ada peringkat
- Definicion de Material CompuestoDokumen7 halamanDefinicion de Material CompuestonickolleleonesBelum ada peringkat
- Materiales CompuestosDokumen4 halamanMateriales CompuestosFedericoBelum ada peringkat
- Trabajo Ciencia de Los Materiales-Materiales CompuestosDokumen21 halamanTrabajo Ciencia de Los Materiales-Materiales CompuestosRicardo Alberto Garcés GhinelliBelum ada peringkat
- Nuevo Ceramico de Uso AeronauticoDokumen21 halamanNuevo Ceramico de Uso Aeronauticojuan perezBelum ada peringkat
- Materiales Compuestos - ETITCDokumen28 halamanMateriales Compuestos - ETITCjose rodriguezBelum ada peringkat
- Marco TeóricoDokumen8 halamanMarco TeóricoBryan Arcaya ArcayaBelum ada peringkat
- Materiales CompuestosDokumen10 halamanMateriales CompuestosEddier OsorioBelum ada peringkat
- Ensayo de Materiales CompuestosDokumen14 halamanEnsayo de Materiales CompuestosJorge Luis Gabriel PonceBelum ada peringkat
- Tesis Borrador 1Dokumen21 halamanTesis Borrador 1Yerco muñozBelum ada peringkat
- Marco TeóricoDokumen5 halamanMarco TeóricoEdwin SalánBelum ada peringkat
- Plásticos Reforzados Con FibrasDokumen11 halamanPlásticos Reforzados Con FibrasTao Sthampton100% (1)
- Composites (Materiales Compuestos)Dokumen6 halamanComposites (Materiales Compuestos)CarlosGrimaldiBelum ada peringkat
- Materiales CompuestosDokumen43 halamanMateriales Compuestos051202mjBelum ada peringkat
- Compuestos Matriz y RefuerzosDokumen12 halamanCompuestos Matriz y RefuerzosDaniel0% (1)
- Tema 11Dokumen3 halamanTema 11AngyBelum ada peringkat
- Plasticos PDFDokumen15 halamanPlasticos PDFfcozambranaBelum ada peringkat
- Materiales Compuestos LeerDokumen20 halamanMateriales Compuestos LeerPercy Pacco YllaBelum ada peringkat
- Tema 9 Procesado de Materiales CompuestosDokumen11 halamanTema 9 Procesado de Materiales CompuestosMiguel ÁvilaBelum ada peringkat
- Clasificacion de PolimerosDokumen29 halamanClasificacion de PolimerosSaul LuBelum ada peringkat
- 1 Materiales Compuestos Fibras AmbientalDokumen25 halaman1 Materiales Compuestos Fibras AmbientalYampol GarciaBelum ada peringkat
- Resumen MatcompDokumen6 halamanResumen MatcompVictor FloresBelum ada peringkat
- Informe 8 - Elaboración de Un Material Compuesto Con Matriz PoliméricaDokumen8 halamanInforme 8 - Elaboración de Un Material Compuesto Con Matriz PoliméricaCalvin Henao SalazarBelum ada peringkat
- PP UT10 PLASTICOS Part 05Dokumen16 halamanPP UT10 PLASTICOS Part 05Matias MessanaBelum ada peringkat
- Tema 2 - Fibras y MatricesDokumen12 halamanTema 2 - Fibras y Matrices100511793Belum ada peringkat
- Materiales CompuestosDokumen4 halamanMateriales CompuestosCarlos VelascoBelum ada peringkat
- Materiales Compustos-JonathanDokumen7 halamanMateriales Compustos-JonathanThe real BoliblackBelum ada peringkat
- Fibra de Carbon en La Construccion Como Refuerzo Trabajo 2Dokumen18 halamanFibra de Carbon en La Construccion Como Refuerzo Trabajo 2jaimeBelum ada peringkat
- Clase 6 Materiales CompuestosDokumen26 halamanClase 6 Materiales CompuestosMaria Isabel BernalBelum ada peringkat
- Aplicaciones de Materiales CompuestosDokumen40 halamanAplicaciones de Materiales CompuestosRoberto VazquezBelum ada peringkat
- Resumen Parcial Materiales CompuestosDokumen4 halamanResumen Parcial Materiales CompuestosGalit Fernanda Cayoja VasquezBelum ada peringkat
- Ingeniería de Materiales 8Dokumen3 halamanIngeniería de Materiales 8monica roblesBelum ada peringkat
- Practica 7Dokumen6 halamanPractica 7Emiliano MartínezBelum ada peringkat
- Polimeros Organicos en Compositas y Con MesosporososDokumen10 halamanPolimeros Organicos en Compositas y Con MesosporososLaura SofiaBelum ada peringkat
- Resumen Joel TixeDokumen20 halamanResumen Joel TixeLeo YugchaBelum ada peringkat
- M9-1 Compuestos - 15Dokumen38 halamanM9-1 Compuestos - 15valentinaBelum ada peringkat
- Materiales Fibrosos Ing de MaterialesDokumen14 halamanMateriales Fibrosos Ing de Materialeskath3rina100% (2)
- Unidad 7 - Plásticos Reforzados - ExplicativoDokumen3 halamanUnidad 7 - Plásticos Reforzados - ExplicativoNico BarriosBelum ada peringkat
- Trabajo Grupal Materiales 11Dokumen4 halamanTrabajo Grupal Materiales 11Diego SsjBelum ada peringkat
- Refuerzo de Estructuras Con Composite AvanzadoDokumen8 halamanRefuerzo de Estructuras Con Composite AvanzadoRosmery Chura LekeBelum ada peringkat
- 10.1 Materiales Compuestos EstudiantesDokumen16 halaman10.1 Materiales Compuestos EstudiantesMelany BanegasBelum ada peringkat
- Materiales Compuestos Final..Dokumen27 halamanMateriales Compuestos Final..SELENABelum ada peringkat
- Propiedades Físicas y Mecánicas de Las Fibras y MatricesDokumen9 halamanPropiedades Físicas y Mecánicas de Las Fibras y MatricesEnriqueBelum ada peringkat
- 1.5 Materiales CompuestosDokumen6 halaman1.5 Materiales Compuestosalexissalvadorhv128Belum ada peringkat
- Fibras en La ConstruccionDokumen11 halamanFibras en La ConstruccionCarlos Vera Zamora100% (1)
- Practica 7 Mats Compuestos - DlruiDokumen6 halamanPractica 7 Mats Compuestos - DlruiUriel De León RodríguezBelum ada peringkat
- FibrasDokumen11 halamanFibrasGroberZorrillaBelum ada peringkat
- Matrices Polimericas de Materiales CompuestosDokumen10 halamanMatrices Polimericas de Materiales CompuestosMQ LuizBelum ada peringkat
- Nuevas Tendencias en Los Revestimientos de TunelesDokumen19 halamanNuevas Tendencias en Los Revestimientos de TunelesIrvin Villanueva NietoBelum ada peringkat
- Materiales CompuestosDokumen7 halamanMateriales CompuestosPascual MoralesBelum ada peringkat
- Cap 17 Materiales Polimericos CompuestosDokumen6 halamanCap 17 Materiales Polimericos CompuestosKimmiiNadalesBelum ada peringkat
- Comportamiento en servicio de materiales compuestos: 10 casos de estudioDari EverandComportamiento en servicio de materiales compuestos: 10 casos de estudioBelum ada peringkat
- UF1251 - Reparación y conformación de elementos sintéticosDari EverandUF1251 - Reparación y conformación de elementos sintéticosPenilaian: 3 dari 5 bintang3/5 (1)
- Los materiales compuestos de fibra de vidrioDari EverandLos materiales compuestos de fibra de vidrioBelum ada peringkat
- Trabajo 1-Prob. y Est.Dokumen4 halamanTrabajo 1-Prob. y Est.ElizabethBelum ada peringkat
- Taller 1-Geo y TrigDokumen4 halamanTaller 1-Geo y TrigElizabethBelum ada peringkat
- Calculo Dif.Dokumen2 halamanCalculo Dif.ElizabethBelum ada peringkat
- Matemáticas AplicadasDokumen3 halamanMatemáticas AplicadasElizabethBelum ada peringkat
- Práctica MedicionesDokumen14 halamanPráctica MedicionesElizabethBelum ada peringkat
- Especificaciones Tecnicas Instalaciones ElectricasDokumen12 halamanEspecificaciones Tecnicas Instalaciones ElectricasKaty CayroBelum ada peringkat
- Concretos Refractarios de Alta Tecnologia para VaciadosDokumen8 halamanConcretos Refractarios de Alta Tecnologia para Vaciadoscoli15100% (1)
- Examen FinalDokumen10 halamanExamen FinalmayraBelum ada peringkat
- Gtaw 2Dokumen9 halamanGtaw 2GustavoChuctayaBelum ada peringkat
- 04 Acu EdificacionesDokumen334 halaman04 Acu EdificacionesFidel FidelomvBelum ada peringkat
- Vigas TDokumen16 halamanVigas TLuis Fernando MenaBelum ada peringkat
- Principales Operaciones de MaquinadoDokumen10 halamanPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSBelum ada peringkat
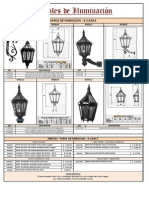
- (A7) Faroles IluminacionDokumen8 halaman(A7) Faroles IluminacionaleskytronBelum ada peringkat
- Mantenimiento de Torre Debutanizadora 1T-1005Dokumen99 halamanMantenimiento de Torre Debutanizadora 1T-1005seterisparigus0% (1)
- MDS Laboratorio 06 RozamientoDokumen5 halamanMDS Laboratorio 06 RozamientoLuis Huamani LopezBelum ada peringkat
- 9.fundición Del Aluminio - CLASE 10Dokumen61 halaman9.fundición Del Aluminio - CLASE 10Freddy SucuytanaBelum ada peringkat
- Análisis Cualitativo Elemental OrgánicoDokumen4 halamanAnálisis Cualitativo Elemental OrgánicoNegrito87Belum ada peringkat
- Trabajo FinalDokumen141 halamanTrabajo FinalCesar Cari FloresBelum ada peringkat
- Serie de Actividad de Los MetalesDokumen1 halamanSerie de Actividad de Los Metalesjgonzalezv08100% (1)
- Inventarios - MagnaDokumen7 halamanInventarios - MagnaLISBETH MILCA CHAVEZ CAQUIBelum ada peringkat
- OLIMPIADAS EstequiometriaDokumen26 halamanOLIMPIADAS EstequiometriaMBelum ada peringkat
- Examen - LABORES AUXILIARES DE OBRADokumen19 halamanExamen - LABORES AUXILIARES DE OBRAmaribelrinoBelum ada peringkat
- GTAWDokumen14 halamanGTAWAdrián RodríguezBelum ada peringkat
- TPOCT2013Dokumen86 halamanTPOCT2013Ignacio Marín0% (1)
- Tratamiento de AguasDokumen2 halamanTratamiento de AguasricardoBelum ada peringkat
- Informe de Laboratorio 4Dokumen5 halamanInforme de Laboratorio 4Daniel ZambranoBelum ada peringkat
- Sesión 3 Fases de La Industria Minera en El Perú 2022 2Dokumen38 halamanSesión 3 Fases de La Industria Minera en El Perú 2022 2mishell baltazarBelum ada peringkat
- Costos Indirectos de FabricaciónDokumen5 halamanCostos Indirectos de FabricaciónAna RamosBelum ada peringkat
- Equiipo de Perforacion HidraulicaDokumen10 halamanEquiipo de Perforacion HidraulicaPaola QuisbertBelum ada peringkat
- Autoclave Basic Plus MocomDokumen50 halamanAutoclave Basic Plus MocomIker TXoBelum ada peringkat
- Costos de ProducciónDokumen98 halamanCostos de ProducciónGorki Herrera MoralesBelum ada peringkat
- Informe 2 de OctalaminaDokumen10 halamanInforme 2 de OctalaminaHernando Luque TorrezBelum ada peringkat