Anda mungkin juga menyukai
- NMX Z 12 2 1987 PDFDokumen70 halamanNMX Z 12 2 1987 PDFTeodoroBelum ada peringkat
- Amef Afiladora Ar5-EDokumen4 halamanAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- Analises de Silicato de SodioDokumen24 halamanAnalises de Silicato de SodioJoseMontero07Belum ada peringkat
- Informe Prensas y BalancinesDokumen30 halamanInforme Prensas y BalancinesInés Marengo100% (1)
- KLK Tools PDFDokumen528 halamanKLK Tools PDFjesus giraldoBelum ada peringkat
- Taller de Certificacion Molton DiscDokumen131 halamanTaller de Certificacion Molton DiscPracticante Selección100% (3)
- Maquinas de CorteDokumen5 halamanMaquinas de CorteJesus CruzBelum ada peringkat
- Predicción Con Series de TiempoDokumen315 halamanPredicción Con Series de TiempoManuel BuendiaBelum ada peringkat
- Grinnell EMEA Mechanical - ES PDFDokumen164 halamanGrinnell EMEA Mechanical - ES PDFEdgar David Becerra GomezBelum ada peringkat
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 5Dokumen8 halamanTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 5Julio C. Camargo SantosBelum ada peringkat
- El Torno 2016Dokumen108 halamanEl Torno 2016Sebastian VelardeBelum ada peringkat
- Diseño de Moldes de Inyección PDFDokumen21 halamanDiseño de Moldes de Inyección PDFJuan Carlos JimenezBelum ada peringkat
- RugosidadDokumen14 halamanRugosidadEdwin PozoBelum ada peringkat
- VibracionesDokumen98 halamanVibracionesEdu Edu Tapia100% (1)
- Atlas Copco PRO SPDokumen70 halamanAtlas Copco PRO SPMilagros Lavado SánchezBelum ada peringkat
- Análisis de VibracionesDokumen78 halamanAnálisis de VibracionesAnonymous 3ACu0rBelum ada peringkat
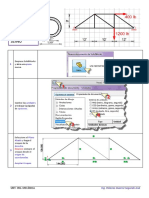
- Armaduras - 2D SolidworksDokumen9 halamanArmaduras - 2D Solidworksricardo benitesBelum ada peringkat
- Diseño de Tornillos Sujetadores y de PotenciaDokumen10 halamanDiseño de Tornillos Sujetadores y de Potenciafragozo8Belum ada peringkat
- PresentationCurso Metrologia 2013Dokumen228 halamanPresentationCurso Metrologia 2013Hermes Rozsa IglesiasBelum ada peringkat
- Cunas y Cuneros EstandarDokumen2 halamanCunas y Cuneros EstandarFavián MarroquinBelum ada peringkat
- Catalogo - Mini Zapatos PDFDokumen16 halamanCatalogo - Mini Zapatos PDFJairo BenjaminBelum ada peringkat
- Proyecto Hoja de Vida de Un Equipo SenaDokumen3 halamanProyecto Hoja de Vida de Un Equipo Senadaniel eduardo pineda diazBelum ada peringkat
- 05 - Tolerancia y AjusteDokumen29 halaman05 - Tolerancia y AjusteDaniel GaucherBelum ada peringkat
- Defectos en Fundicion de AluminioDokumen15 halamanDefectos en Fundicion de Aluminiodaniel jordanBelum ada peringkat
- Esparrago Allen Din 913 Din 916Dokumen2 halamanEsparrago Allen Din 913 Din 916Andrés Felipe MeloBelum ada peringkat
- Desmuicilaginador (Final) PDFDokumen49 halamanDesmuicilaginador (Final) PDFjuan jose vargas ballesteros100% (1)
- Refrigeracion Foro FríoDokumen153 halamanRefrigeracion Foro FríoHJayMb100% (1)
- Geometría de La HerramientaDokumen10 halamanGeometría de La Herramientagaby_qalex93Belum ada peringkat
- 28 - Folleto Silicona XL 8820Dokumen1 halaman28 - Folleto Silicona XL 8820Manuel AnavalónBelum ada peringkat
- Electronica Analogica y DigitalDokumen45 halamanElectronica Analogica y DigitalMitsuki MahsatiBelum ada peringkat
- Rectificadora y AfiladoraDokumen13 halamanRectificadora y AfiladoraLukas Sebastián Moncada JeldesBelum ada peringkat
- Refrigerantes en El Mecanizado.Dokumen1 halamanRefrigerantes en El Mecanizado.Diego AvellanedaBelum ada peringkat
- 09 Fundicion 2016 Problemas FijasDokumen42 halaman09 Fundicion 2016 Problemas FijasRonny ReyesBelum ada peringkat
- Memoria Calculo PrensasDokumen7 halamanMemoria Calculo PrensasLuis FloresBelum ada peringkat
- Machos Roscar Por LaminacionDokumen16 halamanMachos Roscar Por LaminacionvaronibericoBelum ada peringkat
- Dureza de AcerosDokumen2 halamanDureza de AcerosSeba Oggianu100% (1)
- MURRPLASTIK 04 Resistencia Química de Los PlásticosDokumen2 halamanMURRPLASTIK 04 Resistencia Química de Los Plásticossicologo555Belum ada peringkat
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Dokumen6 halamanTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Julio C. Camargo Santos100% (2)
- Manual para El Rectificado-2-55-4-54Dokumen51 halamanManual para El Rectificado-2-55-4-54ALEJANDRO BERNAL SALAMANCABelum ada peringkat
- Interpretacion Planos y SimbologiaDokumen112 halamanInterpretacion Planos y Simbologiajose100% (1)
- 01 Guía TP FresadoDokumen14 halaman01 Guía TP FresadoAlejandro AltamiranoBelum ada peringkat
- 12791Dokumen10 halaman12791pedro 1Belum ada peringkat
- Rugosidad SuperficialDokumen49 halamanRugosidad SuperficialMauro Haspert100% (1)
- Brocas de CentrosDokumen27 halamanBrocas de CentrosjexxxuxxxBelum ada peringkat
- Tiempo Estandar, Equilibrio y GanttDokumen33 halamanTiempo Estandar, Equilibrio y GanttJefry SaavedraBelum ada peringkat
- Matriz Peligros Valoracion de Riesgos y Determinación de Controles ODLDokumen1.576 halamanMatriz Peligros Valoracion de Riesgos y Determinación de Controles ODLEduard Del Real DiazBelum ada peringkat
- Aceros InoxidablesDokumen13 halamanAceros InoxidablesJosé FernándezBelum ada peringkat
- Uniones FijasDokumen45 halamanUniones FijasDrámeterBelum ada peringkat
- Catalogo PerfilesDokumen42 halamanCatalogo Perfilesmarkosdistefano100% (2)
- Nomenclatura de Los Insertos de CorteDokumen4 halamanNomenclatura de Los Insertos de CortejirheBelum ada peringkat
- Catalogo Electrico Crouse - Hinds PDFDokumen5 halamanCatalogo Electrico Crouse - Hinds PDFcheswelxBelum ada peringkat
- Magnetic Autonomous EngineDokumen20 halamanMagnetic Autonomous Enginetitorosas0% (1)
- Guía SeasDokumen14 halamanGuía SeasTlaloc EstradBelum ada peringkat
- 4.corrosión en Uniones Soldadas de Aceros InoxidablesDokumen65 halaman4.corrosión en Uniones Soldadas de Aceros Inoxidablesadenorla1Belum ada peringkat
- NMX Z 12 2 1987Dokumen81 halamanNMX Z 12 2 1987Taiya Yomi LalaBelum ada peringkat
- NMX Z 12 2 1987 PDFDokumen70 halamanNMX Z 12 2 1987 PDFJavier GBBelum ada peringkat
- Act1 U3JRPDokumen54 halamanAct1 U3JRPJavier Ruíz PalafoxBelum ada peringkat
- 1 Analisis de Falla OperativoDokumen173 halaman1 Analisis de Falla Operativoestrari100% (1)
- 4-Guía para Mantenimiento Industrial. Tema AMEFDokumen15 halaman4-Guía para Mantenimiento Industrial. Tema AMEFpedro ignacio toledo muñozBelum ada peringkat
- 8 Mantenimiento de Centrales TérmicasDokumen35 halaman8 Mantenimiento de Centrales TérmicasCamilo CardenasBelum ada peringkat
- El Control y Análisis de La Producción Consiste en La Medición Del Desempeño de La Gestión de Los Procesos ProductivosDokumen17 halamanEl Control y Análisis de La Producción Consiste en La Medición Del Desempeño de La Gestión de Los Procesos ProductivosKlemnt Bautista Francisco100% (1)
- Empr00107 t1 in - 58643818Dokumen1 halamanEmpr00107 t1 in - 58643818Janett ARBelum ada peringkat
- ESPAÑOL 1 Er Trimestre SextoDokumen81 halamanESPAÑOL 1 Er Trimestre SextoSANDRA FRANCISCA SALAS CHAVEZBelum ada peringkat
- Tema 9Dokumen3 halamanTema 9pepeBelum ada peringkat
- Carta Ministerio de Vivienda 10-07-2019Dokumen5 halamanCarta Ministerio de Vivienda 10-07-2019stephen ccBelum ada peringkat
- Secuencia Didáctica Quimica 2 BloqueDokumen5 halamanSecuencia Didáctica Quimica 2 BloqueDany BardensBelum ada peringkat
- Caso Practico Taller Edan - 2020Dokumen7 halamanCaso Practico Taller Edan - 2020GiancarloIrazábalUribeBelum ada peringkat
- Ejemplo de Relog Checador Parte 1Dokumen27 halamanEjemplo de Relog Checador Parte 1BonifacioAscanioVelazquezBelum ada peringkat
- Cuestionario Capitulo 5 Apa 3Dokumen15 halamanCuestionario Capitulo 5 Apa 3cmarroquin73Belum ada peringkat
- Actividad 13 Comunicación Exp. 5Dokumen4 halamanActividad 13 Comunicación Exp. 5LizMagalyBelum ada peringkat
- Diapositivas Del Ministerio de La SaludDokumen50 halamanDiapositivas Del Ministerio de La SaludLilianaDelCarmenPintoLealBelum ada peringkat
- Unidad 2 Textos ArgumentativosDokumen5 halamanUnidad 2 Textos Argumentativosevelyn a gBelum ada peringkat
- Teoria de JuegosDokumen12 halamanTeoria de JuegosJorge LuisBelum ada peringkat
- G.APR - No.002-MAT.8-HILDA ZAMBRANO.-2023Dokumen6 halamanG.APR - No.002-MAT.8-HILDA ZAMBRANO.-2023santiago.portillo2539Belum ada peringkat
- Diseño SincronoDokumen13 halamanDiseño SincronoJosé Luis DelpieroBelum ada peringkat
- Aporte Una Definición Completa de Que Significa La GCTDokumen1 halamanAporte Una Definición Completa de Que Significa La GCTLuis Rodríguez ArrascueBelum ada peringkat
- "Con La Ayuda de Papi" - Meritocracia y Remuneración en El Sector Financiero - Economía y SociedadDokumen10 halaman"Con La Ayuda de Papi" - Meritocracia y Remuneración en El Sector Financiero - Economía y SociedadJ. Carlos R. AcostaBelum ada peringkat
- LA INTELIGENCIA EMOCIONAL - Industrial DataDokumen3 halamanLA INTELIGENCIA EMOCIONAL - Industrial DataDvs TrademarkBelum ada peringkat
- Metodos y Tecnicas de La Recoleccion de L InformacionDokumen41 halamanMetodos y Tecnicas de La Recoleccion de L InformacionPatriciaBelum ada peringkat
- Chapter 3 SADokumen233 halamanChapter 3 SAtxirrivBelum ada peringkat
- S01.s1-Material-Parte 2Dokumen20 halamanS01.s1-Material-Parte 2MarioCazaBelum ada peringkat
- 2a - MayaDokumen9 halaman2a - MayaLoria Perez América GuadalupeBelum ada peringkat
- La Teoría Más Conocida Sobre El Origen Del Universo Se Centra en Un Cataclismo Cósmico Sin Igual en La HistoriaDokumen3 halamanLa Teoría Más Conocida Sobre El Origen Del Universo Se Centra en Un Cataclismo Cósmico Sin Igual en La HistoriaAlan Isaías RamirezBelum ada peringkat
- Micrositing Parte 1Dokumen18 halamanMicrositing Parte 1Juanes CevallosBelum ada peringkat
- Investigacion de Accidentes e IncidentesDokumen7 halamanInvestigacion de Accidentes e IncidentesCarolina GomezBelum ada peringkat
- Formato TesinaDokumen13 halamanFormato TesinaBernardoJoveCaceresBelum ada peringkat
- Grindle, Merilee S. (2008) - Los Caminos Hacia Un Buen Gobierno PDFDokumen35 halamanGrindle, Merilee S. (2008) - Los Caminos Hacia Un Buen Gobierno PDFJaime espejel MenaBelum ada peringkat
- Oficio - Multiple 00001 2022 Minedu VMGP DiteDokumen2 halamanOficio - Multiple 00001 2022 Minedu VMGP Ditewilliam alvaBelum ada peringkat
- Analisis de DatosDokumen19 halamanAnalisis de DatosCyc BadeBelum ada peringkat