Anda mungkin juga menyukai
- Practica Numero 4Dokumen47 halamanPractica Numero 4jose pulidoBelum ada peringkat
- Microbiologia de La LecheDokumen23 halamanMicrobiologia de La LecheVanessa Morales0% (1)
- Guia Elaboracion Formulas Infantiles Polvo HACCPDokumen8 halamanGuia Elaboracion Formulas Infantiles Polvo HACCPAngel ChavezBelum ada peringkat
- Control Dietetico prediagnóstico-NH Expo Terminada1Dokumen30 halamanControl Dietetico prediagnóstico-NH Expo Terminada1Gloria Beatriz Ortega ManzanoBelum ada peringkat
- Dieta Hiperprot - Hipercalórica-HipocalóricaDokumen8 halamanDieta Hiperprot - Hipercalórica-HipocalóricaYiye Alor OvalleBelum ada peringkat
- Como Hacer RoofiesDokumen1 halamanComo Hacer RoofiesChristopher GómezBelum ada peringkat
- Calculo de Porciento de Pureza de ResorcinolDokumen4 halamanCalculo de Porciento de Pureza de ResorcinolJulio César Melgar Vidal100% (2)
- Ley de Conservación de Energía - CalorímetroDokumen28 halamanLey de Conservación de Energía - CalorímetroJoel GreenBelum ada peringkat
- Aditivos Alimentarios Parte I Ok PDFDokumen122 halamanAditivos Alimentarios Parte I Ok PDFAbyrey100% (1)
- Composición de La Carne Mexicana Baja Res PDFDokumen68 halamanComposición de La Carne Mexicana Baja Res PDFPerafanBelum ada peringkat
- Factores de Calidad en Los AlimentosDokumen8 halamanFactores de Calidad en Los AlimentosAbel GonzalezBelum ada peringkat
- Bromatología y Caracteristicas Bromatologicas de Las Carnes 1Dokumen6 halamanBromatología y Caracteristicas Bromatologicas de Las Carnes 1Leandro RaveloBelum ada peringkat
- Análisis de La Composición Fisicoquímica de La NaranjaDokumen5 halamanAnálisis de La Composición Fisicoquímica de La NaranjamiltonBelum ada peringkat
- Importancia de Las LeguminosasDokumen7 halamanImportancia de Las LeguminosasAnthony Godoy LoretoBelum ada peringkat
- Tocoferoles - AditivosDokumen14 halamanTocoferoles - Aditivosteranhfelix20Belum ada peringkat
- Aditivos Utilizados en La Industria de Frutas y Hortalizas 1Dokumen26 halamanAditivos Utilizados en La Industria de Frutas y Hortalizas 1carlos alfredoBelum ada peringkat
- Composicion Quimica de Los AlimentosDokumen4 halamanComposicion Quimica de Los AlimentosGuillermo Martin Mayanga Gonzáles100% (1)
- EmbutidosDokumen3 halamanEmbutidossophe87100% (1)
- Aditivos y Conservadores para AvesDokumen3 halamanAditivos y Conservadores para AvesCarlos Alberto Paz GordilloBelum ada peringkat
- GelaciónDokumen7 halamanGelaciónIan Ai No Kami CasvitBelum ada peringkat
- Irradiacion de AlimentosDokumen18 halamanIrradiacion de AlimentosDavi Marca100% (2)
- Fisiopatología de La FenilcetonuriaDokumen1 halamanFisiopatología de La FenilcetonuriaCristina Andrea Palma CórdovaBelum ada peringkat
- Antioxidantes SintéticosDokumen8 halamanAntioxidantes SintéticosArturo Espinoza CalderonBelum ada peringkat
- Adjuntado Colorantes Gelificantes y Consideraciones de Proc D TubérculosDokumen49 halamanAdjuntado Colorantes Gelificantes y Consideraciones de Proc D Tubérculosjose100% (1)
- Aditivos AlimentariosDokumen18 halamanAditivos AlimentariosMargoth SarayasiBelum ada peringkat
- Carnes Procesadas, Pescados y MariscosDokumen74 halamanCarnes Procesadas, Pescados y MariscosLuisaGordon100% (1)
- ADITIVOS de La Industria AlimentariaDokumen12 halamanADITIVOS de La Industria AlimentariaLeidy Carolina OrtizBelum ada peringkat
- 03 - Cap. 2 - Los Hidratos de CarbonoDokumen24 halaman03 - Cap. 2 - Los Hidratos de Carbonolujul100% (1)
- Metodos de Conservacion de La LecheDokumen28 halamanMetodos de Conservacion de La LecheFernanda GonzalezBelum ada peringkat
- La Deficiencia de Calcio en El Organismo PDFDokumen3 halamanLa Deficiencia de Calcio en El Organismo PDFMiguel DextreBelum ada peringkat
- Mantequillas CompuestosDokumen3 halamanMantequillas CompuestosMax Vasquez100% (1)
- Unidad 3Dokumen25 halamanUnidad 3André SánchezBelum ada peringkat
- Conservación de BrocoliDokumen5 halamanConservación de BrocoliingjosebravoBelum ada peringkat
- Administración en Servicios de AlimentaciónDokumen4 halamanAdministración en Servicios de AlimentaciónRoman LopezBelum ada peringkat
- Bioquimica Del QuesoDokumen7 halamanBioquimica Del QuesoSara Suaña SolanoBelum ada peringkat
- PESCADOS y MARISCOSDokumen51 halamanPESCADOS y MARISCOSRuby GonzalezBelum ada peringkat
- Aditivos y PreservantesDokumen35 halamanAditivos y PreservantesMargot MBelum ada peringkat
- Pancreatitis CronicaDokumen2 halamanPancreatitis CronicaJuan Diego Berrio SaavedraBelum ada peringkat
- Vitaminas LiposolublesDokumen14 halamanVitaminas LiposolublesAlfonso AlvarezBelum ada peringkat
- Curado y Salazon RayDokumen8 halamanCurado y Salazon Rayjanyarias100% (1)
- 02 Nom-093Dokumen2 halaman02 Nom-093franco1709Belum ada peringkat
- Metodos de CoccionDokumen14 halamanMetodos de CoccionCristian Alejandro0% (1)
- Resumen de Las Anomalías Clínicas en Pacientes Con Enfermedad HepáticaDokumen3 halamanResumen de Las Anomalías Clínicas en Pacientes Con Enfermedad HepáticaAntonio muñoz0% (1)
- Enranciamiento de Los LípidosDokumen4 halamanEnranciamiento de Los LípidosJhon Fran Sanchez PerezBelum ada peringkat
- Proteinas Del HuevoDokumen15 halamanProteinas Del Huevosandra yudithBelum ada peringkat
- Alimentos de Origen AnimalDokumen9 halamanAlimentos de Origen AnimalDani MarroquinBelum ada peringkat
- Triptico Aditivos AlimentariosDokumen8 halamanTriptico Aditivos AlimentariosPriscila SepulvedaBelum ada peringkat
- El Azucar Como ConservadorDokumen5 halamanEl Azucar Como ConservadorCristian RamirezBelum ada peringkat
- Conservas CárnicasDokumen4 halamanConservas CárnicasalejandroBelum ada peringkat
- Aditivos AlimentariosDokumen41 halamanAditivos AlimentariosBernardoUrrutiaDiazBelum ada peringkat
- GUARNICIONESDokumen2 halamanGUARNICIONESAldo Hernan Machuca MaldonadoBelum ada peringkat
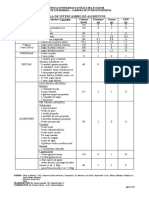
- Tabla de Intercambios de Alimentos VALIDADADokumen2 halamanTabla de Intercambios de Alimentos VALIDADAIniciativa del EmprendimientoBelum ada peringkat
- Taller Etiqueta Nutricional Comparacio?n Pan Tajado Fabiola WilliamsDokumen2 halamanTaller Etiqueta Nutricional Comparacio?n Pan Tajado Fabiola WilliamsMONICABelum ada peringkat
- Refrigeracion de La Leche y Derivados, Expo.Dokumen33 halamanRefrigeracion de La Leche y Derivados, Expo.megach11Belum ada peringkat
- Unidad 5 Tec - de Prod. CarnicosDokumen87 halamanUnidad 5 Tec - de Prod. CarnicosMeneces GabrielaBelum ada peringkat
- Metodos de Conservacion de Los Alimentos Por Medio QuimicosDokumen5 halamanMetodos de Conservacion de Los Alimentos Por Medio QuimicosJuan Sebastián Rincón HenaoBelum ada peringkat
- Diapositiva 1Dokumen11 halamanDiapositiva 1marlysolano1992Belum ada peringkat
- De Cortezas VegetalesDokumen34 halamanDe Cortezas VegetalesJefry Montes OrtegaBelum ada peringkat
- Investigacion Foie GrasDokumen14 halamanInvestigacion Foie GrasOmar RodrigoBelum ada peringkat
- PastasDokumen25 halamanPastasElida Betzabe Cahuana FloresBelum ada peringkat
- Agua en Los AlimentosDokumen5 halamanAgua en Los AlimentosGilian SkalariBelum ada peringkat
- CAPITULO XVIII - Código Alimentario ArgentinoDokumen22 halamanCAPITULO XVIII - Código Alimentario ArgentinoLucas AyalaBelum ada peringkat
- Alimentos Pospandemia: Asistimos a un cambio radical en el modo de comer: desde carne producida en impresoras 3D hasta hongos hiperproteicos, el antiguo paradigma de la industria alimentaria llegó a su fin.Dari EverandAlimentos Pospandemia: Asistimos a un cambio radical en el modo de comer: desde carne producida en impresoras 3D hasta hongos hiperproteicos, el antiguo paradigma de la industria alimentaria llegó a su fin.Belum ada peringkat
- Plan de Producción y Costos para EmprendedoresDokumen106 halamanPlan de Producción y Costos para EmprendedoresJoshuaChavezBelum ada peringkat
- Balance de Aguas HUDBAYDokumen10 halamanBalance de Aguas HUDBAYJoshuaChavezBelum ada peringkat
- Plan de Producción y Costos para EmprendedoresDokumen106 halamanPlan de Producción y Costos para EmprendedoresJoshuaChavezBelum ada peringkat
- Iperc Continuo LabDokumen1 halamanIperc Continuo LabJoshuaChavezBelum ada peringkat
- Work Index Completo 11111Dokumen11 halamanWork Index Completo 11111JoshuaChavezBelum ada peringkat
- Iperc Continuo Lab. UnsaDokumen1 halamanIperc Continuo Lab. UnsaJoshuaChavezBelum ada peringkat
- Workindex Polimetalico 210120Dokumen10 halamanWorkindex Polimetalico 210120JoshuaChavezBelum ada peringkat
- Balance de FotacionDokumen2 halamanBalance de FotacionJoshuaChavezBelum ada peringkat
- 16Dokumen1 halaman16JoshuaChavezBelum ada peringkat
- Edicion Basica 01Dokumen2 halamanEdicion Basica 01JoshuaChavezBelum ada peringkat
- Sesion 05 - Practica - B (Instrucciones)Dokumen3 halamanSesion 05 - Practica - B (Instrucciones)JoshuaChavezBelum ada peringkat
- Encalada - Cianuracion CIPDokumen23 halamanEncalada - Cianuracion CIPEdy Ticahuanca AnccoBelum ada peringkat
- Justificación Mirella IfDokumen1 halamanJustificación Mirella IfJoshuaChavezBelum ada peringkat
- Metodo MecanicoDokumen1 halamanMetodo MecanicoJoshuaChavezBelum ada peringkat
- Presentacion6 Aceites EsencialesDokumen12 halamanPresentacion6 Aceites EsencialesJoshuaChavezBelum ada peringkat
- Aplicaciones Del ÁtomoDokumen6 halamanAplicaciones Del ÁtomoYozizarzavilla67% (6)
- Práctica 11Dokumen7 halamanPráctica 11JASSO SALGADO CAROL YESALIELBelum ada peringkat
- INCINERACIONDokumen13 halamanINCINERACIONJorge Hugo OjedaBelum ada peringkat
- Protocolo Anti-AgeDokumen3 halamanProtocolo Anti-AgeÁngela Gómez urrego100% (1)
- Historia Naturaly Cultural Del MercurioDokumen130 halamanHistoria Naturaly Cultural Del MercurioNacho Bressán100% (1)
- Fallas Por Fatiga de Carga VariableDokumen11 halamanFallas Por Fatiga de Carga VariableRigoberto XVIIIBelum ada peringkat
- Cuadro de Identificacion de Riesgos Sustancias QuimicasDokumen4 halamanCuadro de Identificacion de Riesgos Sustancias QuimicasFernando Morales MartinezBelum ada peringkat
- Metodos de Separacion de MezclasDokumen3 halamanMetodos de Separacion de MezclasCano Poloche Cristian CamiloBelum ada peringkat
- Consolidación Del Trabajo - Fase 4 - Grupo 48 FFDokumen65 halamanConsolidación Del Trabajo - Fase 4 - Grupo 48 FFAlvaro GamboaBelum ada peringkat
- EP2 BiooDokumen4 halamanEP2 BiooCarmem AlbuquerqueBelum ada peringkat
- Proyecto de 5to ToticoDokumen23 halamanProyecto de 5to ToticoEUDIS ARTIGASBelum ada peringkat
- Gases RealesDokumen11 halamanGases RealesLuis Alberto Vila De la CruzBelum ada peringkat
- Fundamentos TeoricosDokumen4 halamanFundamentos TeoricosAlejandro MendozaBelum ada peringkat
- Soldadura Por ForjaDokumen8 halamanSoldadura Por ForjaKevin Lachos DíazBelum ada peringkat
- Ley de FickDokumen3 halamanLey de FickLUIS ANGEL HERRERA GOMEZBelum ada peringkat
- Procesos de Conformado de PolimerosDokumen3 halamanProcesos de Conformado de PolimerosCabello ChristianBelum ada peringkat
- Fisica - Ciclo VI Grado 11° - Semana-13-14Dokumen6 halamanFisica - Ciclo VI Grado 11° - Semana-13-14Kenny Andrea Calderon OrozcoBelum ada peringkat
- Informe I MicroscopioDokumen6 halamanInforme I MicroscopioRomario Nolbert Huisa ChulloBelum ada peringkat
- Ejercicio 5.2Dokumen4 halamanEjercicio 5.2luzBelum ada peringkat
- Clase 10 - Materiales Metalicos PDFDokumen34 halamanClase 10 - Materiales Metalicos PDFjherson50% (2)
- Entalpia de Vaporizacion Del AguaDokumen4 halamanEntalpia de Vaporizacion Del AguaGhery Huanca TorrezBelum ada peringkat
- SIMULA - Producción de Soda Cáustica Por Electrólisis de Soluciones de NaClDokumen19 halamanSIMULA - Producción de Soda Cáustica Por Electrólisis de Soluciones de NaClSergio Carhuas CordovaBelum ada peringkat
- Extracción Por Solvente de Hierro de La Solución de Lixiviación Con Sulfato de Aluminio Usando AcetilacetonaDokumen4 halamanExtracción Por Solvente de Hierro de La Solución de Lixiviación Con Sulfato de Aluminio Usando Acetilacetonacarlosalfredo35Belum ada peringkat
- DAP Anodos de ZincDokumen6 halamanDAP Anodos de Zincobed2028Belum ada peringkat
- Teoria Quimica B21 08set-1Dokumen40 halamanTeoria Quimica B21 08set-1Master x07Belum ada peringkat
- Las Características Que Presentan Las Reacciones Redox para Ser Tenidas en Cuenta en La Utilización de Pilas o Acumulaciones EnergéticosDokumen2 halamanLas Características Que Presentan Las Reacciones Redox para Ser Tenidas en Cuenta en La Utilización de Pilas o Acumulaciones EnergéticosEstefany Agudelo BetancurBelum ada peringkat
- EDokumen2 halamanEWilson Acosta100% (1)