Anda mungkin juga menyukai
- Heat Flow Below 100°K and Its Technical Applications: Proceedings of the International Institute of Refrigeration Commission 1, Grenoble, 1965Dari EverandHeat Flow Below 100°K and Its Technical Applications: Proceedings of the International Institute of Refrigeration Commission 1, Grenoble, 1965Belum ada peringkat
- 3.SOP of Pretreatment PlantDokumen4 halaman3.SOP of Pretreatment PlantBARNALI MUKHERJEE100% (1)
- Reactor Operator NRC Exam Question and Answers For Westinghouse 4 Loop ReactorsDokumen1.040 halamanReactor Operator NRC Exam Question and Answers For Westinghouse 4 Loop ReactorsM J Rhoades100% (1)
- Preliminary Report RevDokumen3 halamanPreliminary Report RevЕвгений МасловBelum ada peringkat
- 55 Petri-Net Models For Risk Analysis of Hazardous Liquid Loading Operations MenaDokumen14 halaman55 Petri-Net Models For Risk Analysis of Hazardous Liquid Loading Operations MenaJonathan DarioBelum ada peringkat
- DH3-31BB-T-SCT-0009 Commissioning Procedure of 6.6kv Transformer System REV.0Dokumen8 halamanDH3-31BB-T-SCT-0009 Commissioning Procedure of 6.6kv Transformer System REV.0hungBelum ada peringkat
- Hazop Study PT. XXX: Executive SummaryDokumen10 halamanHazop Study PT. XXX: Executive SummaryyogiBelum ada peringkat
- Cold Venting From Flare AGTDokumen1 halamanCold Venting From Flare AGTAhmed El batalBelum ada peringkat
- Problem 12 - Safety ContingenciesDokumen29 halamanProblem 12 - Safety ContingenciesJorge Enciso AcuñaBelum ada peringkat
- PACCAR MX-13 EPA2013 Diagnostic Manual - P062A To P1223 - WK 11 2015Dokumen440 halamanPACCAR MX-13 EPA2013 Diagnostic Manual - P062A To P1223 - WK 11 2015Ariel SanchezBelum ada peringkat
- Upgradation & OverhaulingDokumen20 halamanUpgradation & Overhaulingshailendra jaiswalBelum ada peringkat
- ML15302A529Dokumen181 halamanML15302A529Nathan BlockBelum ada peringkat
- DRP001-PUC-ELE-MS-000-0628 Rev 1Dokumen20 halamanDRP001-PUC-ELE-MS-000-0628 Rev 1Ali RazaBelum ada peringkat
- How Rebreathers Kill PeopleDokumen30 halamanHow Rebreathers Kill Peoples sBelum ada peringkat
- Integrated Startup Procedure1Dokumen8 halamanIntegrated Startup Procedure1moturuappalasreenuBelum ada peringkat
- Preliminary Hazard AnalysisDokumen94 halamanPreliminary Hazard AnalysisMokhtar MokhBelum ada peringkat
- Hazop Worksheet Suggested ScenariosDokumen16 halamanHazop Worksheet Suggested ScenariosJagan BoseBelum ada peringkat
- Well Control Incident Report Form TemplateDokumen5 halamanWell Control Incident Report Form TemplateJosue Fish100% (1)
- Right: Additional Design ProceduresDokumen25 halamanRight: Additional Design Proceduresmouloud miloudBelum ada peringkat
- EOP of Instrument Air Failure-FinalDokumen3 halamanEOP of Instrument Air Failure-FinalSantanu BasakBelum ada peringkat
- GAC-12-VX-RMH-LAH-001 - Attachments - 1 To 7Dokumen17 halamanGAC-12-VX-RMH-LAH-001 - Attachments - 1 To 7Dipayan DasBelum ada peringkat
- Lecture 5 Safety Functions - Shutdown SystemsDokumen17 halamanLecture 5 Safety Functions - Shutdown SystemsLazarescu ElenaBelum ada peringkat
- Gujarat Transformers PVT - Ltd. E-Mail Copy: As Per IS 1180 - Level-2Dokumen5 halamanGujarat Transformers PVT - Ltd. E-Mail Copy: As Per IS 1180 - Level-2THANGAVEL PBelum ada peringkat
- Level Gauging System GL 100Dokumen625 halamanLevel Gauging System GL 100D Arsen50% (2)
- Preview APDokumen5 halamanPreview APLinou LinBelum ada peringkat
- Name Plate Details: Location: 132Kv GisDokumen2 halamanName Plate Details: Location: 132Kv GisarunBelum ada peringkat
- Pd-Tr1342-Train 2-Rasgas-27032013Dokumen12 halamanPd-Tr1342-Train 2-Rasgas-27032013Rakesh KumarBelum ada peringkat
- Shut Down1Dokumen2 halamanShut Down1moturuappalasreenuBelum ada peringkat
- Seam214 s1 AssessmentDokumen3 halamanSeam214 s1 AssessmentLouisa TaypinBelum ada peringkat
- Appendix-2 SRS 03112016Dokumen15 halamanAppendix-2 SRS 03112016Qayyum KhanBelum ada peringkat
- DH3-31MA-T-SCT-0018 Commissioning Procedure of Varying Load of Turbine-Generator REV.0ADokumen6 halamanDH3-31MA-T-SCT-0018 Commissioning Procedure of Varying Load of Turbine-Generator REV.0AhungBelum ada peringkat
- Write-Up - Capacitor Bank Switching - 4100kVARDokumen3 halamanWrite-Up - Capacitor Bank Switching - 4100kVARSumit SharmaBelum ada peringkat
- Understanding and Eliminating Pressure Fluctuations in 2010 Process SafetyDokumen6 halamanUnderstanding and Eliminating Pressure Fluctuations in 2010 Process SafetyandriBelum ada peringkat
- GB088 2013 200 HS RP 003 - 1 PDFDokumen225 halamanGB088 2013 200 HS RP 003 - 1 PDFMohammed AbdallaBelum ada peringkat
- Modbus - Interface Report GeneratorDokumen16 halamanModbus - Interface Report GeneratorKalam NagappanBelum ada peringkat
- Transformer Failure DetailsDokumen6 halamanTransformer Failure DetailsSantosh BagadeBelum ada peringkat
- 21 - MANUAL ORIGINAL DE USUARIO - Operación y Servicio BásicoDokumen74 halaman21 - MANUAL ORIGINAL DE USUARIO - Operación y Servicio BásicoNorbey Marin MorenoBelum ada peringkat
- Troubleshooting Distillation ColumnsDokumen6 halamanTroubleshooting Distillation ColumnsRahul ChandrawarBelum ada peringkat
- Shell - Cargo Handling Sheet Styrene MonomerDokumen5 halamanShell - Cargo Handling Sheet Styrene MonomerJohn StoneBelum ada peringkat
- Reactor OperationDokumen8 halamanReactor OperationBerlianiBelum ada peringkat
- Giignl Reload Guidelines 2019 FinalDokumen15 halamanGiignl Reload Guidelines 2019 FinalFernando Igor AlvarezBelum ada peringkat
- SCB Chemical Solutions - HAZOPDokumen20 halamanSCB Chemical Solutions - HAZOPGuillyBelum ada peringkat
- 3620 Rlge 3 17 0004 1Dokumen26 halaman3620 Rlge 3 17 0004 1Dubey DeepakBelum ada peringkat
- Pressure Vessel Rupture 1571662927 PDFDokumen9 halamanPressure Vessel Rupture 1571662927 PDFbilalak1990Belum ada peringkat
- Burnt Distrbution-Transformer Test and Inspection Report: NB: Acceptable BDV Value Is 20 KVDokumen5 halamanBurnt Distrbution-Transformer Test and Inspection Report: NB: Acceptable BDV Value Is 20 KVSamson KassahunBelum ada peringkat
- Load Flow 1 - CompleteDokumen12 halamanLoad Flow 1 - CompleteKM 2 SPENTRIBelum ada peringkat
- Worksheet A: Lambda II EngineDokumen9 halamanWorksheet A: Lambda II EngineDaniel Dario Greig SalazarBelum ada peringkat
- Kind Attn: - MR - Vijaybhai Sub: - Yourrequirement of 12.5 M3/Hr Softening Plant (Obr 200 M3) (CAPACITY - 12.5 M3/HR)Dokumen6 halamanKind Attn: - MR - Vijaybhai Sub: - Yourrequirement of 12.5 M3/Hr Softening Plant (Obr 200 M3) (CAPACITY - 12.5 M3/HR)Raol VarshabenBelum ada peringkat
- 54-69 Loadflow - Utility - Complete NocapacitorDokumen16 halaman54-69 Loadflow - Utility - Complete NocapacitorJayson CabanillaBelum ada peringkat
- Sp2552-2-Z-Ka-003 FatDokumen12 halamanSp2552-2-Z-Ka-003 FatkodrysBelum ada peringkat
- ESR-Suctionpot AssemblyDokumen10 halamanESR-Suctionpot Assemblybmanojkumar16Belum ada peringkat
- Hazop - SafetyDokumen6 halamanHazop - SafetyRacerChick59100% (1)
- PinpointsDokumen104 halamanPinpointscarloschcarBelum ada peringkat
- Procedure For Vacuum Test Procedure For Tube To Tubesheet Joint - Rev.0 - 07.09.2020Dokumen6 halamanProcedure For Vacuum Test Procedure For Tube To Tubesheet Joint - Rev.0 - 07.09.2020Aravind AravindBelum ada peringkat
- Circuit Diagram: 3. SimulationDokumen7 halamanCircuit Diagram: 3. SimulationSanket NirmaleBelum ada peringkat
- Main 3Dokumen16 halamanMain 3hamidrezaBelum ada peringkat
- Case Study 4: Buncefield Oil Storage Depot, December 2005Dokumen3 halamanCase Study 4: Buncefield Oil Storage Depot, December 2005Gustavo AgudeloBelum ada peringkat
- ChecklisthydrogenventingDokumen32 halamanChecklisthydrogenventingbacbk.dvBelum ada peringkat
- Synchroteq® Plus: CommissioningDokumen25 halamanSynchroteq® Plus: CommissioningCô Nàng Song TửBelum ada peringkat
- Waterbox InspectionDokumen2 halamanWaterbox InspectionFallo SusiloBelum ada peringkat
- KEB Bill Calculation - Feb 18Dokumen1 halamanKEB Bill Calculation - Feb 18DHAVALESH AMBelum ada peringkat
- API-2 Chiller - DATA SHEETDokumen5 halamanAPI-2 Chiller - DATA SHEETDHAVALESH AMBelum ada peringkat
- Cable Selection Chart Indian XLPE 02.11.09Dokumen18 halamanCable Selection Chart Indian XLPE 02.11.09DHAVALESH AMBelum ada peringkat
- API-2 Chiller System PanelDokumen2 halamanAPI-2 Chiller System PanelDHAVALESH AMBelum ada peringkat
- KEB Bill Calculation - Jan 2018Dokumen1 halamanKEB Bill Calculation - Jan 2018DHAVALESH AMBelum ada peringkat
- Cable Selection Chart Indian XLPE 02.11.09Dokumen18 halamanCable Selection Chart Indian XLPE 02.11.09DHAVALESH AMBelum ada peringkat
- Plan 11: Investa (Pumps PVT LTD CIP-1 65x40-160Dokumen1 halamanPlan 11: Investa (Pumps PVT LTD CIP-1 65x40-160DHAVALESH AMBelum ada peringkat
- Performance CurveDokumen1 halamanPerformance CurveDHAVALESH AMBelum ada peringkat
- Proposal For Energy Conservation/Savings For The Year 2015-16Dokumen3 halamanProposal For Energy Conservation/Savings For The Year 2015-16DHAVALESH AMBelum ada peringkat
- Hikal JP 47 1617Dokumen2 halamanHikal JP 47 1617DHAVALESH AMBelum ada peringkat
- HW Pump PDSDokumen2 halamanHW Pump PDSDHAVALESH AMBelum ada peringkat
- Ggggggggggggggggggggggggggggggggghhhhhhhhhhhhhhhhhhhhhhyyyyyyyyyyyyyyyyyyyy DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDokumen2 halamanGgggggggggggggggggggggggggggggggghhhhhhhhhhhhhhhhhhhhhhyyyyyyyyyyyyyyyyyyyy DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDHAVALESH AMBelum ada peringkat
- Raghavan Calculation NewDokumen143 halamanRaghavan Calculation NewDHAVALESH AMBelum ada peringkat
- Your Ref No:: Tel: +91 022 2446 0630 / 31 Fax: +91 022 2444 0397Dokumen2 halamanYour Ref No:: Tel: +91 022 2446 0630 / 31 Fax: +91 022 2444 0397DHAVALESH AMBelum ada peringkat
- 3200 MM IDDokumen2 halaman3200 MM IDDHAVALESH AMBelum ada peringkat
- GA, Pump Curves CS and DatasheetDokumen4 halamanGA, Pump Curves CS and DatasheetDHAVALESH AMBelum ada peringkat
- Process Pump QuoteDokumen3 halamanProcess Pump QuoteDHAVALESH AM0% (1)
- RT - CffffopyDokumen2 halamanRT - CffffopyDHAVALESH AMBelum ada peringkat
- Sizzler Cheese Toast Home RecipeDokumen1 halamanSizzler Cheese Toast Home RecipeDHAVALESH AMBelum ada peringkat
- Design Basis Line Size and NumberingDokumen18 halamanDesign Basis Line Size and NumberingDHAVALESH AMBelum ada peringkat
- 3200 MM IDDokumen2 halaman3200 MM IDDHAVALESH AMBelum ada peringkat
- RTDokumen2 halamanRTDHAVALESH AMBelum ada peringkat
- RTDokumen2 halamanRTDHAVALESH AMBelum ada peringkat
- API-1 P-145 P-147 P-149 P-146 P-148 P-150 API-2 P-245: S.No. Plant Tag No Column3Dokumen15 halamanAPI-1 P-145 P-147 P-149 P-146 P-148 P-150 API-2 P-245: S.No. Plant Tag No Column3DHAVALESH AMBelum ada peringkat
- RT - CffffopyDokumen2 halamanRT - CffffopyDHAVALESH AMBelum ada peringkat
- DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDokumen2 halamanDDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDHAVALESH AMBelum ada peringkat
- DDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDokumen2 halamanDDDDDDDDDDDD RRRRRRRRRRRRRR Fgfsssssssss JJJJJJJJJJJJJJJJ D FFFFFFFFFFFFFFFFFFFFFFFFFFFFDHAVALESH AMBelum ada peringkat
- FFFFFFF Jjjkiu RRRRRRRRRRRRRR KKKKKKKKKK DDokumen1 halamanFFFFFFF Jjjkiu RRRRRRRRRRRRRR KKKKKKKKKK DDHAVALESH AMBelum ada peringkat
- FFFFFF RRRRRRRRRRRRRRDokumen1 halamanFFFFFF RRRRRRRRRRRRRRDHAVALESH AMBelum ada peringkat
- FFFFFFFFFF Hjjjjjjyu 444444 RRRRRRRRRRRRRR (Dokumen2 halamanFFFFFFFFFF Hjjjjjjyu 444444 RRRRRRRRRRRRRR (DHAVALESH AMBelum ada peringkat
- Victor Tip Charts: Acetylene Cutting Tip ChartDokumen3 halamanVictor Tip Charts: Acetylene Cutting Tip ChartahmedBelum ada peringkat
- Cogeneration & Trigeneration: by Varun Pratap SinghDokumen48 halamanCogeneration & Trigeneration: by Varun Pratap Singhdanny buiBelum ada peringkat
- T4 Air Conditioning StudyDokumen10 halamanT4 Air Conditioning StudySzeQiLungBelum ada peringkat
- Alfa Laval Heating and Cooling Hub Air-Conditioning and Chillers BrochureDokumen6 halamanAlfa Laval Heating and Cooling Hub Air-Conditioning and Chillers BrochureEmmaBelum ada peringkat
- Grid Interconnection of Renewable Energy SourcesDokumen5 halamanGrid Interconnection of Renewable Energy SourcesRavichandran SekarBelum ada peringkat
- Proper Piping For Vacuum SystemsDokumen5 halamanProper Piping For Vacuum SystemsDowni Oader100% (1)
- Asme Boiler Inspection FormDokumen2 halamanAsme Boiler Inspection FormJose Lorenzo ToralBelum ada peringkat
- Candu ReactorsDokumen2 halamanCandu Reactorsmahendra3107Belum ada peringkat
- Adetunji Timilehin Eee191334Dokumen4 halamanAdetunji Timilehin Eee191334somoyetobi8Belum ada peringkat
- Rotary Pump Family TreeDokumen3 halamanRotary Pump Family TreeChevronelleBelum ada peringkat
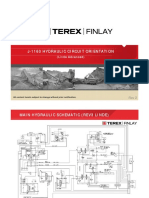
- 1160 Hydraulic Circuit Orientation Linde Advanced - REV02 - 20100709Dokumen41 halaman1160 Hydraulic Circuit Orientation Linde Advanced - REV02 - 20100709Nikolay KuznetsovBelum ada peringkat
- Internal Combustion EnginesDokumen2 halamanInternal Combustion EnginesDhaval PanchalBelum ada peringkat
- 3 Ortloff NGL LPG and Sulfur Recovery TechnologiesDokumen47 halaman3 Ortloff NGL LPG and Sulfur Recovery TechnologiesYanto Hasudungan LumbantobingBelum ada peringkat
- Catalogue Oilfree Screw CompressorsDokumen4 halamanCatalogue Oilfree Screw Compressorsramachandran_chemBelum ada peringkat
- Micro Project: Title of The ProjectDokumen18 halamanMicro Project: Title of The Projectomkar digamabar sonone0% (1)
- A Study of Manufacturing of Steam TurbinesDokumen40 halamanA Study of Manufacturing of Steam TurbinesSaketh Varma MudunuriBelum ada peringkat
- AEO2023 Release PresentationDokumen25 halamanAEO2023 Release Presentationdhananjaya.geoBelum ada peringkat
- INDUS EquipmentDokumen2 halamanINDUS EquipmentUzair BukhariBelum ada peringkat
- Dwg. No.10 - 42 20 DN002 - ERDokumen4 halamanDwg. No.10 - 42 20 DN002 - ERSean Chen GyarinoBelum ada peringkat
- Generator Protection FundamentalsDokumen102 halamanGenerator Protection Fundamentalsghass100% (1)
- Multi Stage Centrifugal Pump Experiment No. 5Dokumen6 halamanMulti Stage Centrifugal Pump Experiment No. 5anil kumarBelum ada peringkat
- OdCNP Summer School 2020Dokumen19 halamanOdCNP Summer School 2020С. Х.Belum ada peringkat
- AD353-132 r1Dokumen9 halamanAD353-132 r1Hrishikesh RokadeBelum ada peringkat
- NH3 Process DescriptionDokumen8 halamanNH3 Process DescriptionMusa KaleemBelum ada peringkat
- DPR 29-9-12Dokumen6 halamanDPR 29-9-12BembekBelum ada peringkat
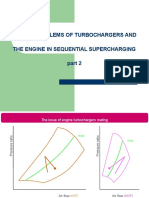
- Sequential Turbocharging Part2Dokumen4 halamanSequential Turbocharging Part2Krzysztof DanileckiBelum ada peringkat
- SRU Training ModuleDokumen161 halamanSRU Training ModuleArun Kumar PBelum ada peringkat
- Rafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Dokumen19 halamanRafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Rafael DamarBelum ada peringkat
- PP FWpumpDokumen10 halamanPP FWpumpMohammad MohseniBelum ada peringkat
- European Hydrogen Economy FINALDokumen36 halamanEuropean Hydrogen Economy FINALsiaBelum ada peringkat